高效高压水除鳞系统在天钢高速线材厂的应用
2022-12-29王永刚尚尔畅庞福芹
王永刚、尚尔畅、庞福芹
(天津钢铁集团有限公司,天津 300301)
0 引言
天津钢铁集团有限公司(以下简称天钢)现有两条高速线材轧机,分别为引进的美国摩根公司的第五代和第六代高速线材轧机,主要生产优质碳素结构钢、低合金钢、合金结构钢等优质品种钢,最高轧制速度可达120m/s,整体技术装备和工艺水平处于国内领先。但两条高速线材轧机高压水除磷工艺技术和设备落后,建设初期只配备一套高压水除磷设备,仅能供一条生产线使用,而且机械、电气设备老化严重,除鳞水压力和除磷效果均不能满足生产需要。在生产过程中,如果不能将热轧钢坯表面的氧化铁皮有效清除,有些氧化铁皮在轧辊碾压下,就会在盘条成品表面形成麻面或者结疤,严重影响线材表面质量。
天钢目前生产的品种钢对表面质量要求极高,为了清除红钢坯表面氧化铁皮,提高线材质量,满足高线轧制品种钢的需求,天钢决定重新选型配置一套一拖二的高效高压水除鳞设备,以满足两条高速线材轧机的生产要求。本文对新配置的高效高压水除鳞设备的技术原理、设备性能、实施技术方案进行了阐述,介绍了高效高压水除鳞设备的技术特点,总结了该套除鳞设备投入后的运行效果。
1 高效高压水除鳞设备的技术特点
1.1 高效高压水除鳞技术原理
高效高压水除鳞设备安装在加热炉出口与第一架轧机之间,图1为高效高压水除鳞设施系统原理图。由图1可以看出,高效高压水除鳞设备提供的高压水通过安装在除鳞环上的特制喷嘴形成一个具有很大冲击力的扇形水束,喷射到刚出加热炉的高温钢坯表面,对钢坯表面的氧化铁皮进行清除。
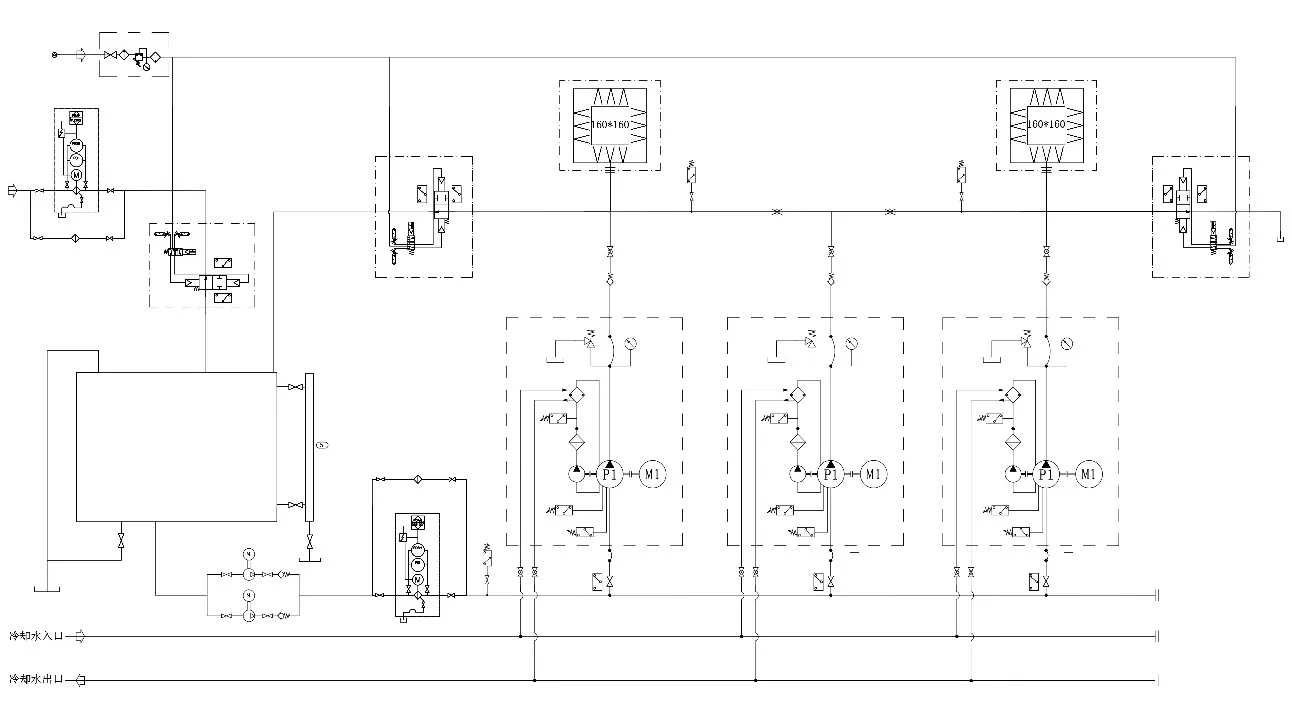
图1 高效高压水除鳞设施系统原理图
高效高压水除鳞的技术原理:高压扇形水束形成的冲击力≥0.98N/mm2,可将致密的氧化铁皮切开,形成裂缝;高压水透过裂缝遇到高温母材急速汽化蒸发,形成类似爆破的效果,将氧化铁皮和母材剥开;同时氧化铁皮在受到水冲击后冷却收缩,产生横向剪切力,促进了氧化铁皮在母材表面上的松动;最终带有前倾角的高速水射流将已经松散的氧化铁皮冲刷掉。
1.2 高效高压水除鳞系统工艺参数
1.2.1 高效高压水除鳞系统应用钢种
高效高压水除鳞系统主要用于优质碳素结构钢、低合金钢、合金结构钢等优质品种钢的生产。天钢两条高速线材轧机设计年生产能力为130 万吨,所用钢坯的主要规格为150mm×150mm 和160mm×160mm 方坯,钢坯长度9m~12.5m,钢坯最高加热温度为1250℃,高温钢坯通过高压水除鳞环的速度为1.1m/s~1.3m/s。
1.2.2 除鳞系统工艺指标
对于160mm×160mm 规格钢坯,高压除鳞水打击力≥1.0N/mm2;对于150mm×150mm 规格钢坯,高压除鳞水打击力≥0.98N/mm2;除鳞环处高压水压力为10MPa~22MPa 范围内任意调节;除鳞面积除净率(面积比)≥98%;除鳞前后钢坯温降小于20℃。
2 高效高压水除鳞系统技术方案
2.1 高效高压水除鳞系统设计原则
高效高压水除鳞系统要根据上述技术参数要求做设计。为了使新建的除鳞系统能达到先进、可靠、高效、节能的标准,在满足高线工艺技术要求下,选择合理的设计余量,结合设备的性能和价格,选用性价比最佳结合点。
2.2 高效高压水除鳞系统工艺流程
高压水系统增压管道泵从自动补水控制的水箱抽水,经过滤器去除水中杂质后进入高压泵进水管道,再经高压泵加压后进入高压水管路系统,最后通过除鳞箱的喷嘴喷射出高压水对钢坯表面进行除鳞。当系统不除鳞时卸荷阀打开,通过PLC 控制变频器调低除鳞泵的转速,使系统节能。水箱补水通过气动阀根据水箱液位变化自动补水,补水系统也配置了过滤器,以保证水箱中水的质量[1]。
2.3 高效高压水除鳞系统技术性能
高效高压水除鳞系统设计的最大水消耗量为28m3/h,系统安全压力为25MPa,高压泵输出额定压力为24MPa,除鳞喷嘴额定喷射压力为22MPa。
2.4 高效高压水除鳞系统配置
高效高压水除鳞系统主要包括过滤装置、高压泵、水箱自动补水装置、除鳞箱、电气控制系统等
2.4.1 过滤装置
系统配置了两级过滤:一级是水箱补水前配置的一组100μm反冲洗过滤器,二级是高压泵前配置的一组80μm反冲洗过滤器。配置过滤装置的目的是提高水质,降低柱塞泵、除鳞喷嘴、除鳞阀等元件的磨损,提高元件使用寿命,保证除鳞压力[2]。
2.4.2 水箱自动补水装置
水箱自动补水装置包括前置的两套管道增压泵组、水箱气动补水阀、水箱液位检测装置。水箱补水是根据液位检测信号,由管道增压泵配合气动补水阀来完成。水箱自动补水装置能够保证高压泵吸水效果,消除气蚀隐患的发生。
2.4.3 高压泵
系统配置了3台高压柱塞泵,开2备1。高效高压水除鳞控制系统采用一拖二控制,可供两条高速线材轧机同时使用,单独控制。高压泵自带强制润滑水冷,并配有油压、油位和油温继电器等保护装置。自动控制系统能自动检测系统故障,一旦检测到高压泵故障,PLC 会报警直至自动停泵。高压泵的进出口与管线的连接采用高压软管连接方式,可以有效地减少水力对管线的冲击,并在每台高压泵出口设置了止回阀。
2.4.4 除鳞箱
除鳞箱包括除磷环、除鳞喷嘴、挡水板等。根据打击力的要求,除鳞箱采用了德国LECHLER 专用高压除鳞喷嘴。图2为除鳞箱喷嘴布置图。
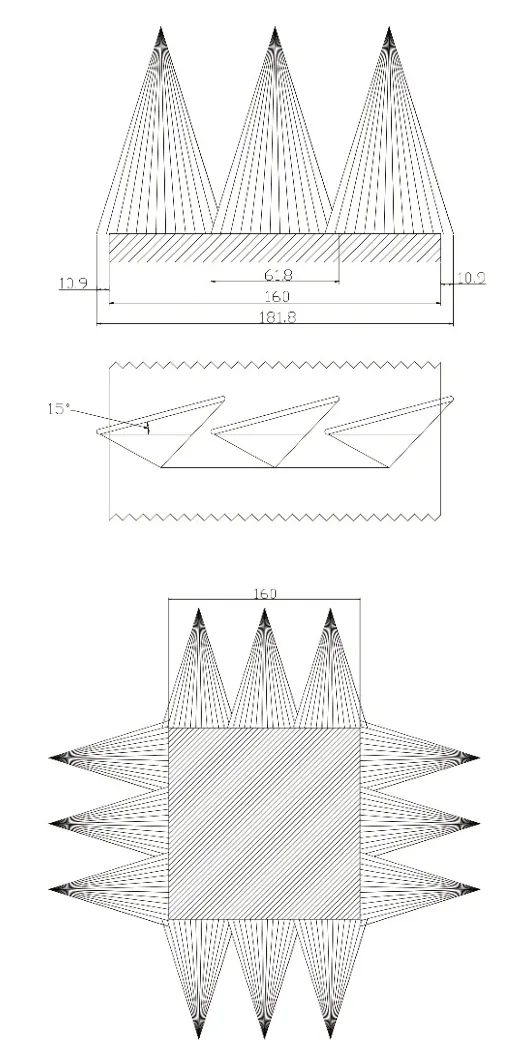
图2 除鳞箱喷嘴布置图
2.4.5 电气控制系统
高效高压水除鳞电气控制系统共包括3 台变频柜、1 台PLC 控制柜、1 台开关柜、1 台主控制箱、1台本地电气箱。电气控制设备组成具有简单、合理、易维护等特点。
(1)变频柜:变频柜主要元件采用ABB 品牌产品,接触器、空气开关等电器元件采用国产名牌产品,其他一些非主要元件在保证质量的前提下采用国产优质元器件。高压泵的启停和调速需采用变频器控制。变频装置除了可以控制高压泵的转速,还可以减少高压泵启停过程中的冲击电流,减少对供电系统的危害,降低对高压泵设备的机械冲击。
(2)PLC控制柜:PLC控制柜内的主要控制元件是采用的西门子S7-1200产品。PLC控制柜依据现场采集到的信号,按程序对每个水泵启动柜和卸荷阀组进行控制,从而达到自动控制的目的。现场所有的光电开关、行程开关信号直接进入PLC 控制柜,从而对系统形成综合保护。
(3)开关柜:开关柜的作用是将来自主变压器或其它配电室的动力电依次分配到二次控制柜上,是本电气控制系统的一级断路器。
(4)主控制箱:主控制箱是安装在主操作室内的控制设备,主要由安装在这里的一台工控机来完成操作。通过WINCC 软件在工控机显示器上设计好控制界面,操作人员可通过控制界面对高效高压水除鳞系统进行控制,也可快速了解现场设备运行状况。主控箱上安装有警器及紧急停车按钮便于操作人员及时发行和处置系统故障。
(5)本地操作箱:本地操作箱是安装在高压泵站内的控制设备,以方便操作人员检修或者调试时进行现场操作。
2.5 高效高压水除鳞泵控制
高速线材轧机加热炉出口处装有热金属检测器。当检测器检测到有热钢坯通过时,向高效高压水除鳞控制系统PLC 发出信号,关闭系统卸荷阀,提高除鳞泵转速,开始除鳞;钢坯移出后,热金属检测器通过PLC 指令卸荷阀打开,降低除鳞泵转速,除鳞过程结束。由于高效高压水除鳞系统对自身的安全性能要求高,其PLC 控制系统需要采集现场过程信号,如压力、温度等,来控制阀门的开闭等。高压泵通过变频器调节转速,不仅可以满足工艺要求,还和节约能源、提高除鳞泵的使用寿命。
高压泵启动条件为:水箱水位正常,低压供水系统处于正常工作状态,除鳞泵出口阀处于开启状态;润滑油压力大于0.25MPa,润滑油系统处在正常工作状态,油温正常。
高压泵电机跳闸条件为:除鳞系统压力超过24MPa;润滑油压力小于0.16MPa;润滑油液位过低;润滑油温度过高。
3 高效高压水除鳞系统操作要点及保护
3.1 高效高压水除鳞系统操作要点
(1)首先检查各个用电设备的绝缘状况和接线情况,确认无误后将空气开关及断路器依次合上。
(2)将系统选择为手动本地控制,手动本地控制指示灯得电后系统就绪。
(3)通过本地操作箱上的触摸屏来完成本地手动操作。在触摸屏WINCC 控制界面上选择为手动控制,然后启动各高压泵,进行现场调试。高压泵正常后,按下卸荷阀相对应的测试按钮,对卸荷阀进行测试。
(4)系统测试正常后,在触摸屏上将系统选择为自动控制。自动控制指示灯得电后系统就绪,本地自动控制和集中自动控制工艺流程相同。
(5)系统选择为自动控制后,首先按顺序启动高压泵,高压泵启动后进入待机状态,高效高压水除鳞系统运行时,控制系统将自动投入对应的高压泵。
(6)当有工件从生产线经过时,热金属检测器给高效高压水除鳞控制系统PLC 发出信号,关闭系统卸荷阀,除鳞泵升速,开始除鳞;当工件过去后,卸荷阀打开,除鳞泵降速,除鳞过程结束。
3.2 高效高压水除鳞系统保护
除鳞高压泵是容积式泵,它的压力与外界背压有关,外界压力越高、系统压力也就越高,在过高外界压力下,泵、阀及管路就会损坏。因此,在PLC 控制系统中,要求设置三个保护点。当系统压力超过23.5MPa 时,卸荷阀打开,系统卸压;当压力超过24MPa 时,泵自动跳闸;当系统压力超过24.5MPa时,泵的安全阀打开,保证系统的安全。
4 结语
天钢高效高压水除鳞系统安装、调试、投运后,实现了两条高速线材轧机的热坯高效除鳞。该系统设备选型合理,性价比高,在满足两条高速线材轧机除鳞工艺要求下,实现了先进、可靠、高效、节能的设计标准。另外该系统采用了两条高速线材轧机高效高压水除鳞系统一拖二控制,整个电气控制设备组成简单、合理、易维护。
高效高压水除鳞系统投运后的生产实践表明,系统运行稳定、自动化控制水平高、除鳞效果好,钢坯铁鳞除净率可以达到98%,避免了因钢坯表面氧化铁皮未清除而使盘条表面产生的麻面和结疤问题,改善了天钢高线盘条的表面质量,提高了天钢高线盘条的市场形象和竞争力。
