步进式加热炉炉内钢坯传送的自动控制技术应用及探讨
2014-05-03于成龙
于成龙
(莱钢集团自动化部,山东 莱芜 271104)
步进式加热炉炉内钢坯传送的自动控制技术应用及探讨
于成龙
(莱钢集团自动化部,山东 莱芜 271104)
本文主要介绍山西壶关高速线材生产线步进式加热炉炉内钢坯的传送以及钢坯的行程纠偏和信息跟踪技术。
步进式加热炉;钢坯传送;行程纠偏;钢坯跟踪
0 前言
山西壶关常平高速线材生产线加热炉为蓄热式步进加热炉,其过程控制采用电气控制、仪表控制和计算机自动控制三电一体化实现。其中计算机自动控制系统主要包括钢坯传送自动控制和燃烧自动控制这两部分,全部采用西门子PLC控制完成,监控画面由WINCC开发完成。本文主要介绍炉内钢坯的自动传送及行程纠偏和钢坯信息跟踪。
1 工艺概述
壶关常平高线步进式加热炉为侧进侧出式,钢坯在入炉侧炉内悬臂辊道进行准确定位后,由推钢式装钢机将钢坯推送到步进梁的特定位置,然后通过步进梁的步进动作,将钢坯一步步运送到出炉侧炉内悬臂辊道上,再通过辊道的运转将钢坯输出到轧机进行轧制。由于出炉侧没有检测元件对钢坯位置进行准确检测,也没有出钢机等设备来取送钢坯,因此要求步进梁的行程控制必须非常准确,以保证钢坯可以正好放到出炉悬臂辊中心上;同时对钢坯信息必须进行准确的跟踪,以判断炉内装钢位和出钢位是否有钢坯存在。
2 控制功能
2.1 系统配置
钢坯传送自动控制系统采用S7-300系列PLC,主要由PLC主机架、远程I/O站ET200、操作站、网络等组成。其与燃烧自动控制系统和操作员站通过以太网进行通讯,主机架和远程站ET200通过PROFIBUS DP网络进行通讯。网络配置如图1所示:
2.2 软件功能
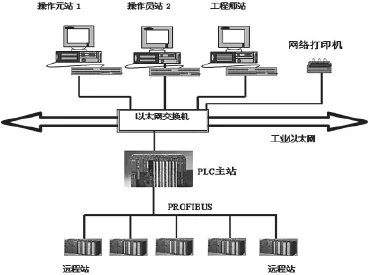
图1 网络配置图
2.2.1 炉内钢坯传送
炉内钢坯的传送通过步进梁的步进动作实现。步进梁由固定梁和活动梁组成,活动梁由平移框架、升降框架、升降/平移滚轮装置、升降/平移定心装置、升降液压缸装置、平移液压缸装置、斜轨等组成。升降框架用来支撑加热炉平移框架和平移框架上的活动梁及炉内的钢坯等动负荷,升降框架与平移框架共同做步进运动,把钢坯从装料侧一步步向前移动,并最后将钢坯放到出炉悬臂辊中心上。
升降框架和平移框架通过液压缸实现升降和平移动作。升降缸有中间慢速过程,平移缸有缓启缓停功能,其速度调节都通过液压比例阀实现。升降缸和平移缸各有一套线性位移传感器,用以检测液压缸的移动距离。步进梁的矩形运动轨迹及速度控制如图2所示:

图2 步进梁运动轨迹及速度曲线
2.2.2 钢坯行程纠偏
步进梁在进退过程中,为了确保每前进一步的准确性以及物料跟踪的正确性,需要在步进梁前进过程中对步距进行随时地自动补偿。由于惯性以及机械设备、比例阀响应时间等方面原因,步进梁在某一步可能实际行程与设定的标准步距有微小差别。因此有必要对步进梁下一步的前进目标值作出补偿,以便有效保证钢坯在炉长方向运动步距的准确性、可预见性。
首先根据步进梁在一个步进周期中,上升到中间位置和下降到中间位置的线性位移传感器的差值计算出钢坯在该运动周期中实际运动的距离,并与标准步距进行比较,计算出该钢坯的前进误差及累积误差,根据该步前进误差进行下一步的前进目标值补偿。
标准步距为:S;第i+1步目标值为:S-erri;发出停止命令位置:S-erri-ERRi;实际行程为:si+1;误差为:erri+1=Si+1-(S-erri);累积误差为:ERRi+1=ERRi+erri+1;
第i+2步目标值为:S-erri+1;发出停止命令位置:S-erri+1-ERRi+1;实际行程为:Si+2;误差为:erri+2=Si+2-(S-erri+1);累积误差为:ERRi+2=ERRi+1+erri+2;
第i+j步目标值为:S-erri+j-1;发出停止命令位置:S-erri+j-1-ERRi+j-1;实际行程为:Si+j;误差为:erri+j=Si+j-(S-erri+j-1);累积误差为:ERRi+j=ERRi+j-1+erri+j;
则:Si+1=erri+1+(S-erri)
Si+2=erri+2+(S-erri+1)
Si+j=erri+j+(S-erri+j-1)
则钢坯步进j步后,其总行程W为:
W=Si+1+Si+2+…+Si+j
=erri+1+(S-erri)+erri+2+(S-erri+1)+erri+j+(S-erri+j-1)
=j*S-erri+erri+j
≈j*S
erri和erri+j作为第i步和第i+j步的行程误差,数值相当小,因此可省略不计,由以上公式可见经过j步后,钢坯实际停止位置和理论停止位置相当,钢坯的行程纠偏功能得以完美实现。这样就能保证经过一系列步进动作后,步进梁能够将钢坯正好放于出炉悬臂辊的中心位置。
2.2.3 钢坯信息跟踪
对于山西壶关常平高线加热炉而言,由于出钢位置没有检测元件,因此对出钢位置是否有钢的判断只能通过对钢坯信息的准确跟踪来实现。首先根据炉内最多存放钢坯的数量,做一数据块用于存放各位置钢坯位置参数,当推钢式装钢机上料完成时,认为第一位置有钢,并且将该钢坯位置参数存放于数据块的第一个实型寄存器内。步进梁每完成一个步进动作,便触发一次指针寻址功能,将数据块内寄存器的数据向后一寄存器传送,并将第一个实型寄存器内进行清零。这样便可准确判断炉内每支钢坯的确切位置以及炉内装钢情况。
当某一寄存器内的钢坯位置参数显示出该钢坯距离出炉悬臂辊的间距小于步进梁一个步距时,便认为出料位置有钢坯存在,并且可以根据这个距离的大小进行步进梁步距的自动调整。
山西壶关常平高线步进式加热炉自2007年7月份正式投产以来,自动控制系统运行稳定,控制可靠,行程精准。通过步进梁的行程纠偏,可以使钢坯在步进梁上的位移稳定,对二级烧钢模型的建立和应用、钢坯的加热都起到重要作用,并且可以使钢坯的出钢位置基本固定,对于出钢稳定也起到重要作用。
The use and discuss of Autom ation control technique in bloom converter of step-heating furnace
Yu Cheng long
(The Autom ation Departm en t of Laiwu Iron and Steel Group,Laiwu 271104)
This article mainly introduced that in the step-heating furnace of Shanxi Huguan high speed wire production line,how to convert the bloom、correct the stroke and track the bloom’s information.
Step-heating furnace;Bloom converter;Stroke correction;Bloom’s information tracking
