高炉电梯井筒及大跨距桁架工程施工研究
2022-12-29郭兆钊
郭兆钊
(福建三钢冶金建设有限公司,福建 三明 365000)
0 引言
目前高炉越建容积越大,这对操作和检修人员对炉顶设施的巡检以及维护和检修带来不便。为方便操作和检修人员对炉顶设施的巡检、维护以及备件的运输,一般国内大中型高炉都配备了客货两用电梯,直通高炉炉顶各层平台。国内某钢铁企业2000m3高炉由于建设较早,没有配备电梯,因生产和检修需要,利用2000m3高炉大修改造期间,增设了客货两用电梯。该工程电梯井采用井筒结构,电梯各停靠站与炉顶各层平台间的连接通廊采用桁架结构。新建电梯井筒位于高炉本体中心基点以北2.9m、东49.5m 处,并在标高38.994m、49.744m、60.494m 处搭设了三条桁架通廊连接高炉炉顶各相应平台。由于该电梯工程是后增设的,因此工程难度比较大,其主要难点在于电梯井筒的高度超高,并且电梯井筒与高炉炉顶各层平台之间的跨距超远,最远处达43.2m。而且现场环境要求每条桁架必须一次吊装到位,安装精度和吊装的难度非常大。因此电梯井筒、桁架在制作和安装过程中需要采取必要的措施来保障安装精度。
本文介绍了该高炉电梯工程的概况、工程难点,以及工程的施工流程和施工方法,结合现场情况和工程难点提出了该工程的主要施工步骤及关键点把控措施。
1 新增电梯工程的概况
1.1 电梯井筒及桁架结构组成
该工程主要由电梯井筒结构和桁架结构组成。电梯井筒底部直径ϕ6m、顶部直径ϕ5m,顶部标高69.32m。其中从底部标高至26.4m 标高处,筒体直径从ϕ6m 逐渐缩小至ϕ5m,呈圆锥体形状;从26.4m标高处往上直至筒体顶部,直径均为ϕ5m,呈圆柱体形状。桁架结构共有3 条,分别在标高38.994m、49.744m、60.494m 处将高炉炉顶框架与电梯井筒相互连接,形成人行通道,跨距最短处为35.8m,最长处43.2m。电梯井筒及桁架的结构示意如图1所示。

图1 电梯井筒及桁架结构示意图
1.2 现场施工环境
以高炉本体为中心,电梯井筒设置在高炉本体中心基点以北2.9m、东49.5m 处。高炉东、北、西三侧45m 范围内都是出铁场,高炉南侧偏西为高炉重力除尘器。根据现场环境进行施工策划,吊装机械只能布置在高炉南侧偏东的空地上,距离电梯井筒约60m。电梯井筒和桁架构件属于超宽、超长构件,无法从厂房直接运输到现场,只能在工厂制作并分体拉运到现场进行拼装,拼装场地选择在吊装机械的东侧、热风炉的西侧,在现场设立一个拼装钢平台供构件拼装。图2为施工现场环境示意图。

图2 施工现场环境示意图
2 主要施工流程和方法
2.1 施工流程
图3为该高炉电梯井筒及通廊(桁架)制、安项目施工流程图。

图3 电梯井筒及通廊(桁架)制、安项目施工流程图
2.2 施工方法
在钢结构施工中,钢结构件分段是其重要步骤,通过合理分段,可有效缩短工期[1]。由于该项目各组成钢结构件均超长、超宽,在综合考虑制作、运输、场地等因素后,确定了以下施工方法:
(1)电梯井筒部分采取筒身工厂卷制,现场分七节进行组对的方式进行施工。同时,考虑到电梯井道的尺寸精度,各筒节的筒身附属内、外平台均在现场进行安装。待现场焊接工作完成后,统一移至现场指定位置进行除锈防腐。
(2)电梯井筒现场安装采取整体分节进行吊装。其中筒身对接环焊缝共计27道,含安装焊缝7道。
(3)电梯井筒至高炉走道桁架部分,每一条均采取分三段进行工厂制作,现场整体组对的方式进行施工,待完成焊缝检测及除锈防腐后,逐条自下而上整体进行吊装就位。
(4)所有电梯井筒和桁架拼装及除锈防腐完成后等待吊装。表1为电梯井筒和桁架分节组装参数。

表1 电梯井筒及桁架分节组装参数
3 钢结构件制作工艺
该项目钢结构件制作要依照设计图纸要求进行,且应符合相关国家规范要求,钢结构焊接工艺依据相关工艺指导书进行。
3.1 电梯井筒部分的制作和拼装
(1)电梯井筒筒身工厂拼接要求采用等强拼接,焊缝拼接位置如图4所示。
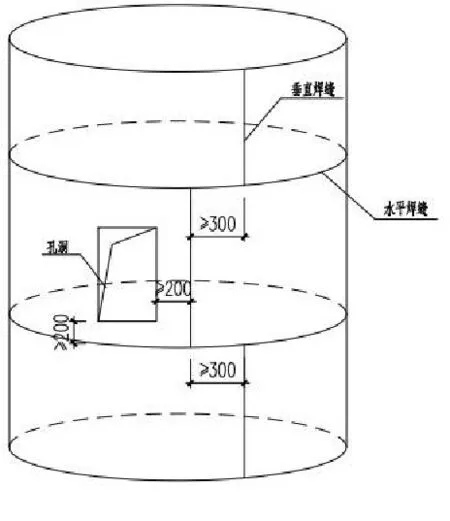
图4 筒体焊缝拼接示意图
(2)电梯井筒壁竖向加筋拼接要求采用等强拼接。筒体竖向加筋现场拼接形式如图5所示。

图5 筒体竖向加筋现场拼接形式示意
(3)平台钢板采用焊脚尺寸hf=5mm,100mm(100mm)的间断角焊缝,焊于钢梁上。平台板、屋面板与所有支承钢梁均应焊接。未注明的倒角尺寸为15mm×15mm或r=15mm。
(4)电梯井筒安装误差按《烟囱工程施工及验收规范》GB50078-2008,槽钢所形成的井道尺寸误差为0~35mm。每节在工厂制作时均需在筒节上下口位置,增设固定支撑来固定尺寸,保证其圆度,防止变形。
3.2 桁架部分的制作和拼装
(1)桁架制作最小焊脚尺寸hf=6mm,每条焊缝最小长度不应小于1.5 倍桁架杆件肢宽,且要≥120mm;未注明的所有焊缝均为满焊,对接焊缝为二级,角焊缝为三级;未注明的坡口焊缝为全熔透焊缝,无衬板的单面坡口焊应补强焊根。
(2)桁架杆件焊缝长度根据内力计算确定,且不得小于第4 条规定的最小焊缝长度;其余未注明的焊缝一律满焊;杆件拼接应采用等强拼接。
(3)平台钢板采用hf=5mm,100mm(100mm)的间断角焊缝焊于钢梁上,平台板与所有的支承钢梁均应焊接。钢管端头均应封板,封板做法如图6所示。
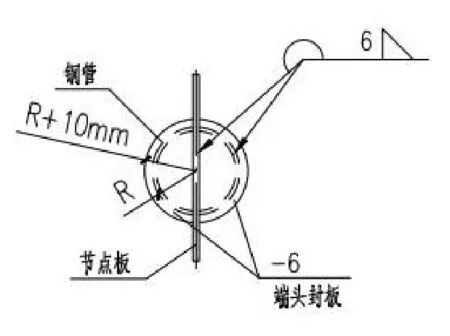
图6 钢管端头封管示意图
4 钢结构件安装方法及措施
4.1 吊装机械选择
根据表1所述的钢结构件重量及现场吊装半径,主吊车选用SCC 型800t(12000t·m)履带起重机,采用LJ 工况。主臂长度60m,角度85°,副臂长度60m(24m~72m),后配重230t,中央配重90t。表2为SCC 型800t 履带起重机载荷表,由表2可以看出,SCC 型800t 履带吊可以满足所有钢结构件的吊装要求。

表2 SCC型800t履带起重机载荷表t
4.2 电梯井筒吊装方法
4.2.1 索具选用
筒节最重件为32t,在筒节上端内壁焊接四个吊耳,两根钢丝绳受力,安全系数选6,吊装时钢丝绳与物件水平夹角大于60°,经计算校验选用直径ϕ42mm、6×37+FC 1770 的钢丝绳,最小破断拉力为921kN。最后确定选用两根(一根钢丝绳负责两个吊点)ϕ30mm、6×37+FC 1770 钢丝绳,单根钢丝绳长度为16m,单个吊点钢丝绳实际使用长度为8m,四个吊点钢丝绳单独受力,钢丝绳最小破断拉力为470kN;选用4个10t~20t的弓形卸扣。
4.2.2 吊耳尺寸
吊耳安装制作尺寸如图7所示。吊耳材质为Q235B,经计算校验单个吊耳可承载22t,满足吊装要求。

图7 吊耳安装制作尺寸示意图
4.2.3 吊耳布置
筒节上端内壁焊接的四个吊耳与筒身内防变形支撑板焊接成一体。图8为吊耳与防变形支撑布置示意图。

图8 吊耳与防变形支撑布置示意图
4.2.4 井筒吊装
吊车站好位、装好钢丝绳后缓慢起钩,让钢丝绳慢慢受力,此时起重工要随时观察吊耳安装位置区域是否存在变形及其他安全情况。待构件离地约0.3m 时停留10min,仔细检查吊车及索具情况,检测复核调整筒身下口至水平,确认无误后,方可继续起吊。此时吊车持续缓慢起钩,按划定路线将筒节吊运至安装位上方,待确认方向位置、对正记号无误后缓慢落位。复核调整各方安装尺寸达到要求后,即可进行固定焊接,待环焊缝完成焊接后方可摘除吊装索具,所有筒节均按此方法进行作业。
4.3 桁架吊装方法
4.3.1 索具选用和吊点选择
桁架最重件为22t,在桁架总长1/3 处的两侧主梁位置分别对称设置共4 个吊点,两根钢丝绳受力,安全系数选6,吊装时钢绳与物件水平夹角大于60°,经计算校验选用直径ϕ36mm、6×37+FC 1770的钢丝绳,最小破断拉力为677kN。最后确定选用两根(一根钢丝绳负责两个吊点)ϕ26mm、6×37+FC 1770钢丝绳,单根钢丝绳长度为43mm,单个吊点钢丝绳实际使用长度为20m,四个吊点钢丝绳单独受力,钢丝绳最小破断拉力为353kN;选用4个8t~20t的弓形卸扣。图9为桁架吊装示意图。

图9 桁架吊装示意图
4.3.2 桁架吊装
吊车站好位、装好钢丝绳后缓慢起钩,让钢丝绳慢慢受力,此时起重工要随时观察吊耳安装位置区域是否存在变形及其他安全情况。待构件离地约0.3m 时停留10min,仔细检查吊车及索具情况,检测复核调整桁架整体至水平,确认无误后,方可继续起吊。此时吊车持续缓慢起钩,按划定路线将桁架吊运至安装位上方,待确认方向位置、对正记号无误后缓慢落位。复核调整各方安装尺寸达到要求后,即可进行固定焊接,待桁架两端均完成焊接后方可摘除吊装索具,所有桁架均按此方法进行作业。
5 主要施工步骤及关键点把控措施
(1)钢结构件的工厂预制。电梯井筒和桁架在工厂分节预制时,按先期排好的安装顺序以及对接定位图同步做好记号标识和自检验收工作。井筒内、外壁环向等分中心线,门洞位置安装标识线,内、外平台标高标识线,以及相对纵焊缝位置交错编号等均应做好永久标记。检验工作从下料开始即应同步跟进,桁架上主梁下料时,长度上应在无安装孔的一端适当预留200mm的调整段。
(2)电梯井筒脚手架平台搭设时,应告知其三条桁架安装的标高位置。桁架安装时,局部影响的脚手架需要临时拆除,因此要求井筒脚手架在搭设前期即应考虑周全,在临时拆除脚手架临近周边应提前按相应规范做好先期加固工作,确保脚手架使用安全。
(3)电梯井筒的组对要严格保证筒内各层由槽钢所形成的电梯上、下井道的尺寸精度,筒身段附属的内、外平台安装标高应与施工图吻合,完成井筒组对后应及时跟进桁架的现场组对。
(4)做好钢结构安装尺寸的复核检测工作。特别在井筒的就位安装上,要求在地面即进行复核调整,井筒对口位置各方向尺寸必须吻合方可执行安装,避免高空对装风险。
(5)组织对安装部位可能存在安全风险的构件焊缝情况进行全面排查及加固。特别在桁架的整体吊装上,在电梯井筒完成安装后应立即对桁架安装位置的情况进行复核检查,检查主要内容为桁架安装位置的安全检查,桁架安装标高和安装尺寸的检测等,发现问题视情及时处置。
(6)使用800t 履带吊作业时,应按先井筒后桁架顺序进行吊装作业。井筒安装现场的脚手架搭设和焊接作业应及时跟进。三条桁架在地面分别完成组装及检验,在复核安装标高及尺寸后,进行逐条吊装就位。
6 结语
此次国内某钢铁企业2000m3高炉电梯工程项目,受高炉出铁场和重力除尘器的影响,(此处去掉“电梯井筒的位置距高炉炉顶平台最大距离达到43.2m,而且电梯井筒高度达到了69.32m。另外由于”)电梯井筒和桁架结构尺寸超宽、超长,无法从工厂运输到现场,只能采取工厂分体制作,运到现场拼装的方法制作和安装,而高炉电梯井筒和桁架的制作精度要求较高,因此该工程项目实施难度很大。
通过对2000m3高炉现场环境条件以及工程实施难点问题的研究,本文有针对性地制定了电梯井筒和桁架的主要施工流程和方法,对钢结构件的制作和安装提出了具体要求,并制定了该工程的施工步骤及关键点把控措施。实践证明,此次高炉电梯项目所制定施工流程和方法是成功可行的,电梯井筒和桁架的制作、安装质量和精度完全达到了设计规范要求。这为今后类似投产后高炉增设电梯工程提供了有益的借鉴。
