水稻秸秆生物炭制备硅酸钠及白炭黑工艺研究
2022-12-27王宏燕段庆龙杨程泽马文博
王宏燕,邢 宇,段庆龙,杨程泽,马文博,赵 伟
(东北农业大学资源与环境学院,哈尔滨 150030)
我国是世界最大水稻种植国。2018年我国主要农作物秸秆产量为8.28亿t,其中水稻秸秆产量约2.12亿t,占全国秸秆总产量25.6%[1]。水稻秸秆潜在价值较高,但目前未得到有效利用。少部分水稻秸秆用作厌氧发酵产沼气或青贮饲料[2-3],大部分水稻秸秆被当作废弃物在田间进行焚烧处理。因此,将数量庞大的水稻秸秆资源化利用并实现可持续发展至关重要。Andreola等利用低浓度氢氧化钠溶液处理稻壳生物炭制备硅酸钠溶液并优化反应条件,以期达到与工业硅酸钠相同的性能并作为绿色材料广泛应用[4]。Bansal等利用生物降解法将稻壳用于制备白炭黑,解决环境污染问题同时实现资源可持续利用[5]。Mirmohamadsadeghi等利用干式厌氧发酵方法将稻秆中有机部分转化为沼气,同时制备生产高纯纳米级SiO2[6]。Motlagh等利用碳酸钾及氢氧化钾浸提水稻秸秆生物炭中SiO2,制备SiO2纯度达90%以上,发现碳酸钾具有较好浸提效果,同时利用水稻秸秆生物炭残渣制备活性炭[7]。稻壳和水稻秸秆生物炭中均含有丰富硅元素,稻壳生物炭中无定形SiO2含量达80%以上,是制备硅酸钠和白炭黑理想原料[8]。目前国内外学者利用稻壳生物炭制备白炭黑的工艺相对较多,对水稻秸秆生物炭制备白炭黑并系统研究各影响因子间相互关系的报道十分少见。
本研究通过碱溶酸沉方法,探究反应时间、反应温度、碱液浓度、液料比等因素对水稻秸秆生物炭制备硅酸钠溶液的影响;陈化时间、反应温度、硫酸溶液浓度、反应终点pH对硅酸钠溶液制备白炭黑纯度的影响。考查各影响因素之间相互作用规律,采用中心组合设计响应面法分析水稻秸秆生物炭制备硅酸钠以及白炭黑最佳工艺参数,为指导水稻秸秆生物炭制备硅酸钠和白炭黑生产提供技术支撑。
1 材料与方法
1.1 试验材料
水稻秸秆取材于哈尔滨市五常市安家镇水稻田,水稻秸秆生物炭采用管式炭化炉于600℃下缓慢热解炭化制得。
1.2 原料成分分析
水稻秸秆灰分等指标按国家标准GB/T 17664-1999《木炭和木炭试验方法》分析[9];水稻秸秆生物炭中SiO2含量采用X射线荧光光谱仪(XRF)分析测定。结果分别为水分2.49%、挥发分11.05%、固定碳46.10%、灰分42.85%、SiO244.41%。
1.3 试验流程
原料预处理:将600℃炭化后水稻秸秆生物炭进行粉碎研磨并过100目筛,在60℃下用清水搅拌洗涤30 min,去除部分杂质,真空抽滤后的生物炭烘干待用。
制备硅酸钠溶液:将生物炭与NaOH溶液在烧杯中混合,在磁力搅拌器中加热搅拌反应,然后真空抽滤取得滤液,即为硅酸钠溶液。
制备白炭黑:将最优条件下制备的硅酸钠溶液倒入烧杯中,加入1%表面活性剂,将烧杯置于控温磁力搅拌器上,以恒定温度及恒定搅拌速度搅拌,再缓慢滴加较低浓度硫酸溶液,使硅酸钠溶液pH达到理想状态后停止搅拌并恒温静置陈化,将沉淀物质抽滤并反复用蒸馏水洗涤至溶液呈中性,最后将沉淀物质烘干、粉碎研磨后即得到成品白炭黑。
1.4 硅酸钠模数测定
采用国家标准GB/T 4209-2008《工业硅酸钠》的测定方法[10]。
1.5 SiO2溶出率测定
采用国家标准GB/T 3286.2-2012《二氧化硅含量的测定》中硅钼蓝分光光度法测定SiO2溶出率[11]。
1.6 白炭黑纯度测定
采用国家标准HG/T 3062-2008《沉淀水合二氧化硅干燥样品二氧化硅含量的测定》[12]。
1.7 响应面法优化水稻秸秆生物炭制备硅酸钠工艺的研究
1.7.1 单因素试验设计
水稻秸秆生物炭固定用量为10 g,以液料比、NaOH溶液浓度、反应时间、反应温度4个因素作单因素试验,分析各因素对硅酸钠模数及SiO2溶出率的影响,在液料比为4、6、8和10 mL·g-1,NaOH溶液浓度为1、2、3和4 mol·L-1,反应时间为2、4、6和8 h,反应温度为60、70、80和90℃条件下测定硅酸钠模数及SiO2溶出率。
1.7.2 响应面优化设计
随着反应时间增加,硅酸钠模数及SiO2溶出率逐渐升高,4 h时上升速度降低。为降低能耗,将反应时间固定为4 h,不作为优化变量。在单因素基础上,选取NaOH浓度(A)、反应温度(B)、液料比(C)3个变量的显著范围见表1,根据Box-Behnken设计,采用三因素三水平设计方案进行响应面分析试验,根据相关文献可知,为得到较高模数硅酸钠以及较高SiO2溶出率,综合两个指标,以硅酸钠模数和SiO2溶出率加权平均值Y作为响应值评价工艺条件[13-15],采用Design-Expert 13软件进行响应面分析,加权平均值按公式(1)计算。
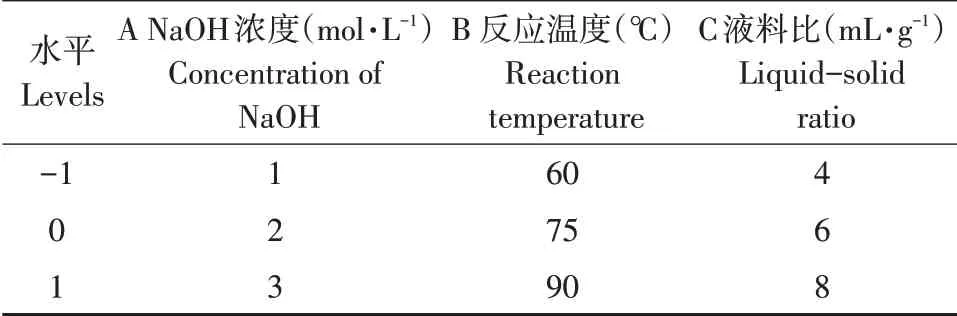
表1 硅酸钠优化试验因素及水平Table1 Factorsand levelsof sodium silicateoptimization test

式(1)中,M为硅酸钠模数,R为SiO2溶出率。
1.8 响应面法优化硅酸钠制备白炭黑工艺研究
1.8.1 单因素试验设计
以陈化时间、反应温度、硫酸溶液浓度、反应终点pH 4个因素进行单因素试验,分析各因素对白炭黑纯度的影响,在陈化时间为1、2、3和4 h,反应温度为60、70、80和90℃,硫酸溶液浓度为5%、10%、15%和20%,反应终点pH为7、8、9和10的条件下测定白炭黑纯度。
1.8.2 响应面优化设计
因陈化时间不断增加,白炭黑纯度逐渐提高并趋于稳定,陈化时间越久,生产能力降低,因此选取较长陈化时间为宜,将陈化时间固定为2 h,不作为优化变量。在单因素基础上,选取反应温度(A)、硫酸溶液浓度(B)、反应终点pH(C)3个主要因素研究,以白炭黑纯度为响应值。根据Box-Behnken设计,采用三因素三水平设计方案进行响应面分析试验,因素水平编码表见表2。
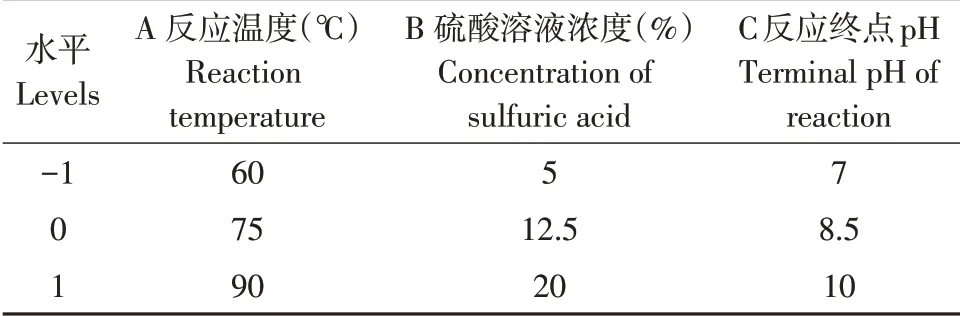
表2 白炭黑优化试验因素及水平Table2 Factors and levelsof silica optimization test
2 结果与分析
2.1 各因素对硅酸钠模数和SiO2溶出率的影响
2.1.1 液料比对硅酸钠模数和SiO2溶出率的影响
液料比对硅酸钠模数和SiO2溶出率的影响结果如图1A所示。硅酸钠溶液随液料比增大,硅酸钠模数逐渐降低,SiO2溶出率随液料比逐渐增至8 mL·g-1时达最大值,后呈下降趋势。当液料比逐渐增大时,与水稻秸秆生物炭反应的NaOH溶液体积增加,Na2O含量不断升高,硅酸钠模数逐渐降低。SiO2溶出量随碱液体积增加,反应更加充分,SiO2溶出率上升;当NaOH溶液与生物炭反应充分时,SiO2溶出量并无明显增加,导致硅酸钠模数出现下降。
2.1.2 碱液浓度对硅酸钠模数和SiO2溶出率的影响
碱液浓度对硅酸钠模数和SiO2溶出率影响结果如图1B所示。硅酸钠模数随碱液浓度升高而逐渐降低,SiO2溶出率却逐渐升高。碱液浓度越高,NaOH溶液与水稻秸秆生物炭中有效成分SiO2反应越充分,因此,溶出率相对更高。当碱液浓度较低时,与水稻秸秆生物炭参与反应的NaOH溶液较少,Na2O值较小,硅酸钠模数增加。
2.1.3 反应时间对硅酸钠模数和SiO2溶出率的影响
反应时间对硅酸钠模数和SiO2溶出率的影响结果如图1C所示。其中硅酸钠溶液模数随反应时间增加而逐渐升高。SiO2溶出率均随反应时间增加逐渐升高。说明反应时间越久,硅酸钠模数和SiO2溶出率越大。为降低能耗,应选取最佳反应时间为4 h。
2.1.4 反应温度对硅酸钠模数和SiO2溶出率的影响
反应温度对硅酸钠模数和SiO2溶出率的影响结果如图1D所示。硅酸钠模数随反应温度升高逐渐增大。SiO2溶出率随反应温度增加呈逐渐上升趋势。说明温度越高,硅酸钠模数和SiO2溶出率越大。因此,为得到高模数硅酸钠和高溶出率的SiO2可适当提升反应温度。
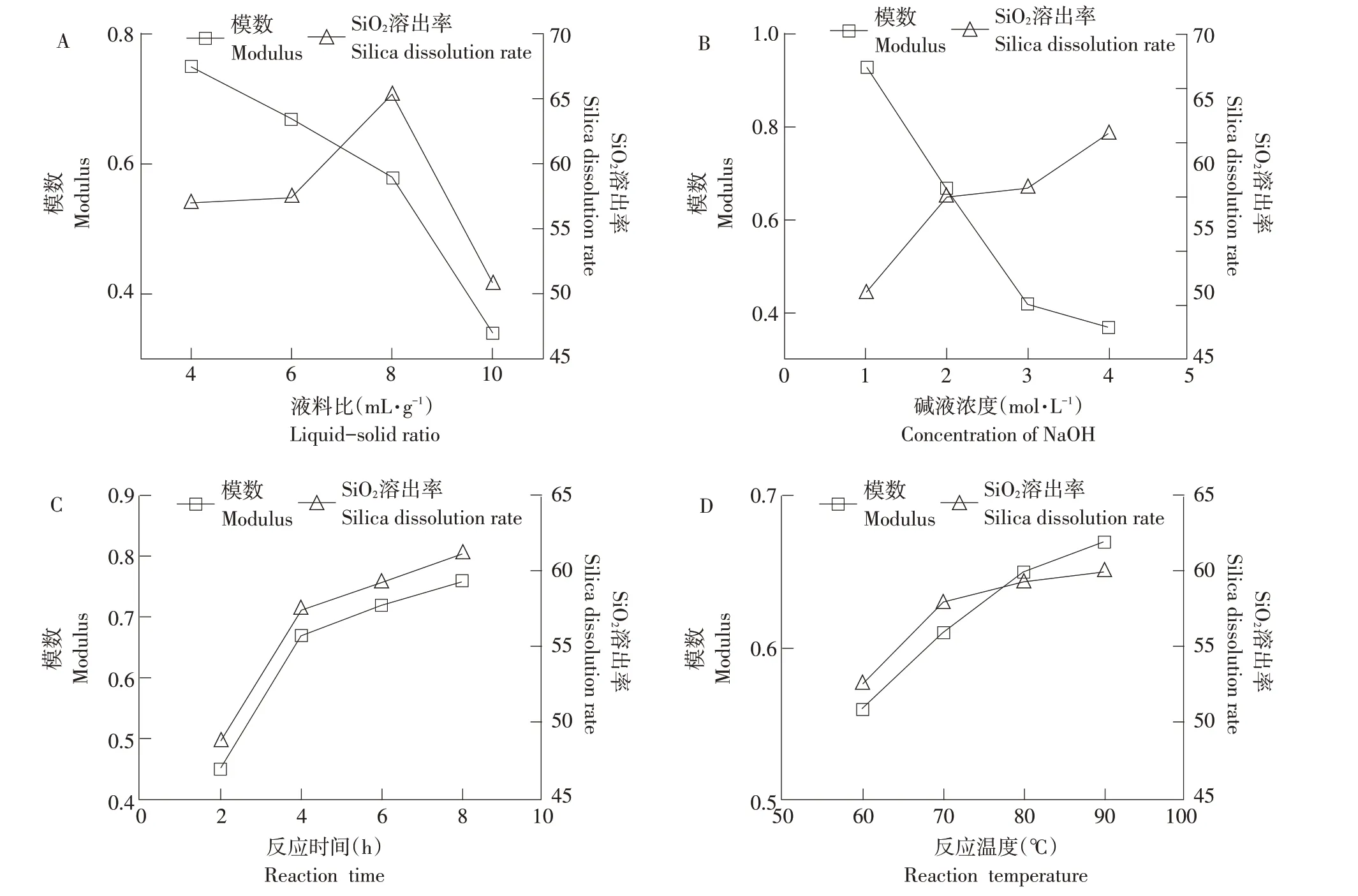
图1 各因素对硅酸钠模数和SiO2溶出率的影响Fig.1 Influence of various factors on modulus of sodium silicateand silica dissolution rate
2.2 水稻秸秆生物炭制备硅酸钠的响应面法分析
2.2.1 试验结果与方差分析
根据表1设定的水平和因素,以NaOH溶液浓度(A)、反应温度(B)、液料比(C)为优化变量,硅酸钠模数和SiO2溶出率加权平均值(Y)为响应值,Box-Behnken试验设计及结果如表3所示。根据Design-Expert 13.0软件对表4中数据进行方差分析,以加权平均值为响应值对各因素进行多元回归拟合及显著性检验。
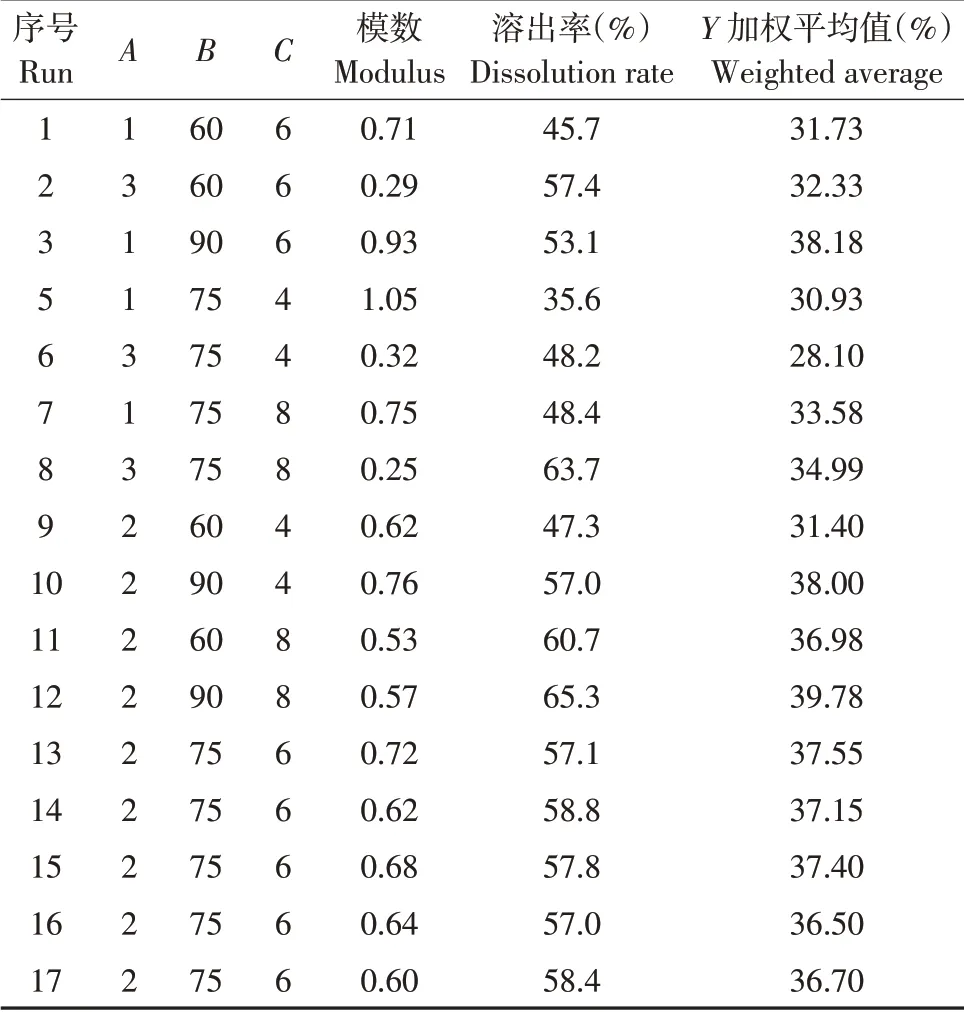
表3 响应面分析方案与试验结果Table 3 Response surface analysisscheme and experimental results
在反应时间为4 h情况下,根据表4得到自变量与加权平均值(Y)二次多项回归方程为:

由表4可知,利用水稻秸秆生物炭制备硅酸钠溶液的加权平均值回归模型极显著,F=62.73,P<0.0001;模型的确定系数R2=0.9878;失拟项P>0.05,表明试验结果数学模型拟合程度好,具有较高可信度。在3个因素中,模型A2、C2的P<0.01,说明NaOH溶液浓度和液料比对加权平均值的影响差异极显著;B2的P<0.05,说明反应温度对加权平均值影响显著;对于加权平均值的作用影响为:反应温度>液料比>NaOH溶液浓度。
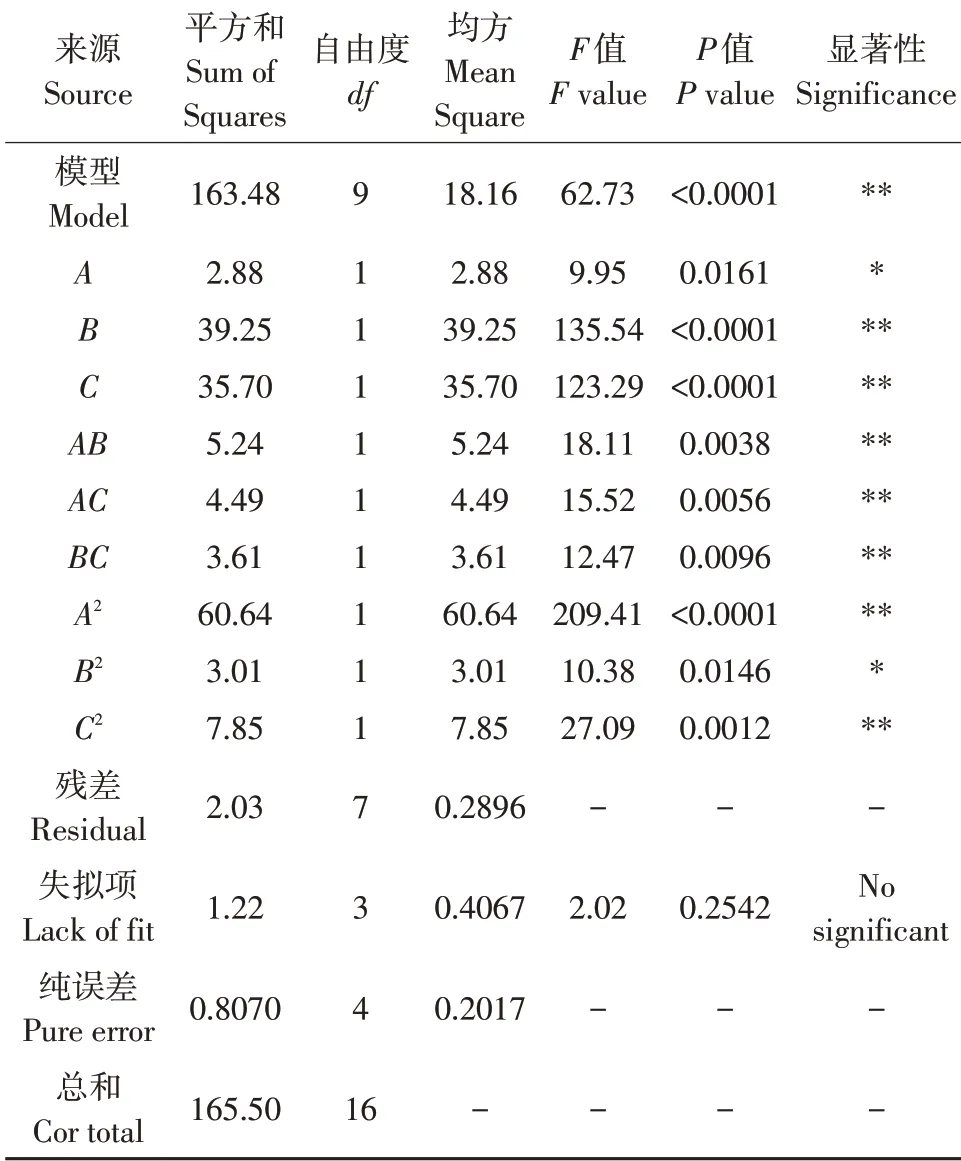
表4 回归模型方差分析Table 4 Variance analysis of the regression equation for the yield of celluose
2.2.2 响应面中各因素交互作用分析
图2为两个自变量之间相互作用,图2A为反应温度和NaOH溶液浓度对加权平均值的影响,当NaOH溶液浓度不变情况下,加权平均值随反应温度升高而逐渐增大,NaOH浓度增加导致加权平均值呈先升高后降低趋势;图2B为NaOH溶液浓度和液料比对加权平均值的影响,加权平均值随液料比增大逐渐增大,随NaOH浓度增加呈先增后减趋势;图2C为液料比和反应温度对加权平均值的影响,液料比和NaOH浓度增加均导致加权平均值逐渐增大。
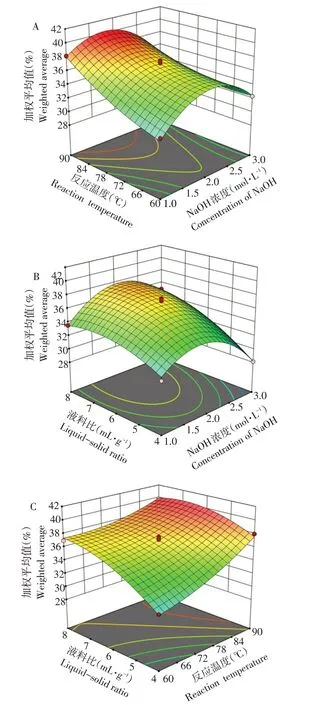
图2 两因素交互作用对加权平均值的影响Fig.2 Influenceof interaction of two factorson weighted average value
通过Design-Expert软件分析及各响应面立体图可得出,在反应时间4 h、NaOH溶液浓度1.8 mol·L-1、温度90℃、液料比6.7 mL·g-1条件下,加权平均值可得到理论最大值为40.48。将其修正为NaOH溶液浓度2 mol·L-1、温度90℃、液料比7 mL·g-1。作3个平行试验取平均值,得到水稻秸秆生物炭制备硅酸钠溶液的SiO2溶出率和硅酸钠模数分别为61.3%和0.69,经计算后加权平均值为39.28,与响应面优化模型得到的理论最大值差别较小,相对误差仅为2.96%,说明响应面优化后拟合的试验结果可靠。
2.3 各因素对白炭黑纯度的影响
2.3.1 陈化时间对白炭黑纯度的影响
反应温度为70℃,反应终点pH为10,硫酸溶液浓度为10%时,不同陈化时间对白炭黑纯度的影响如图3A所示。随陈化时间延长,白炭黑纯度提高,陈化时间越久,纯度上升速度放缓。因为当溶液析出沉淀后,沉淀颗粒大小不一,系统中较小粒子具有较大溶解度,陈化一段时间后,小粒子不断溶解,将其包裹吸附的部分杂质重新释放到溶液中,而较大粒子粒径增加,当两种粒子溶解度趋于平衡,粒径分布均匀,白炭黑纯度越好并慢慢趋于稳定。陈化时间越久,对能量消耗越提高,因此,本试验选取陈化时间为2 h。
2.3.2 反应温度对白炭黑纯度的影响
陈化时间为2 h,反应终点pH为10,硫酸溶液浓度为10%时,不同反应温度对白炭黑纯度的影响如图3B所示。随反应温度上升,白炭黑纯度提高,反应温度达到80℃时,白炭黑纯度出现下降趋势。温度上升时,晶核的形成加快,晶核数量在短时间内不断增多,晶核粒径增加变缓,因此形成粒子较小,粒径越小越易聚集,粒子之间碰撞越剧烈,粒子间包裹并吸附的杂质越多,导致白炭黑纯度下降。
2.3.3 硫酸溶液浓度对白炭黑纯度的影响
陈化时间为2 h,反应温度为70℃,反应终点pH为10时,不同硫酸溶液浓度对白炭黑纯度的影响如图3C所示。两种生物炭制备的白炭黑纯度均随硫酸溶液浓度增大,呈先增后降趋势。当硫酸浓度较低时,粒子生成缓慢,数量相对较少,粒子间碰撞不剧烈,因此分散较均匀,白炭黑纯度相对较高。当硫酸溶液浓度过高时,粒子形成时间缩短,反应体系中粒子大量生成,粒子包裹并吸附部分杂质,不断聚集,形成白色凝胶,导致白炭黑纯度降低。
2.3.4 反应终点pH对白炭黑纯度的影响
陈化时间为2 h,反应温度为70℃,硫酸溶液浓度为10%时,不同反应终点pH对白炭黑纯度的影响如图3D所示。白炭黑纯度随反应终点pH增加呈上升趋势。随溶液中降低,溶液中H+增多,负一价原硅酸离子形成原硅酸,原硅酸与负一价原硅酸离子发生聚合反应,聚合速度增加,粒子间碰撞剧烈,吸附杂质增多,形成的溶胶裹挟部分杂质,导致白炭黑产品纯度降低。
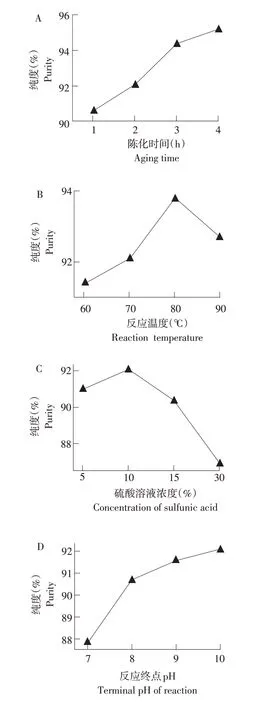
图3 各因素对白炭黑纯度的影响Fig.3 Influence of variousfactors on thepurity of silica
2.4 硅酸钠制备白炭黑的响应面法分析
2.4.1 试验结果与方差分析
以优化条件下的硅酸钠溶液为原料制备白炭黑,以白炭黑纯度为响应值。采用Design-Expert 13软件,根据Box-Behnken设计,选取反应温度(A)、硫酸溶液浓度(B)、反应终点pH(C)3个自变量的显著范围进行编码见表2,试验设计及结果见表5。
利用Design-Expert 13.0软件对表5进行17次试验,将结果进行多元回归方程拟合与显著性检验。在陈化时间为2 h情况下,得到自变量与响应值(Y)二次多项回归方程为:

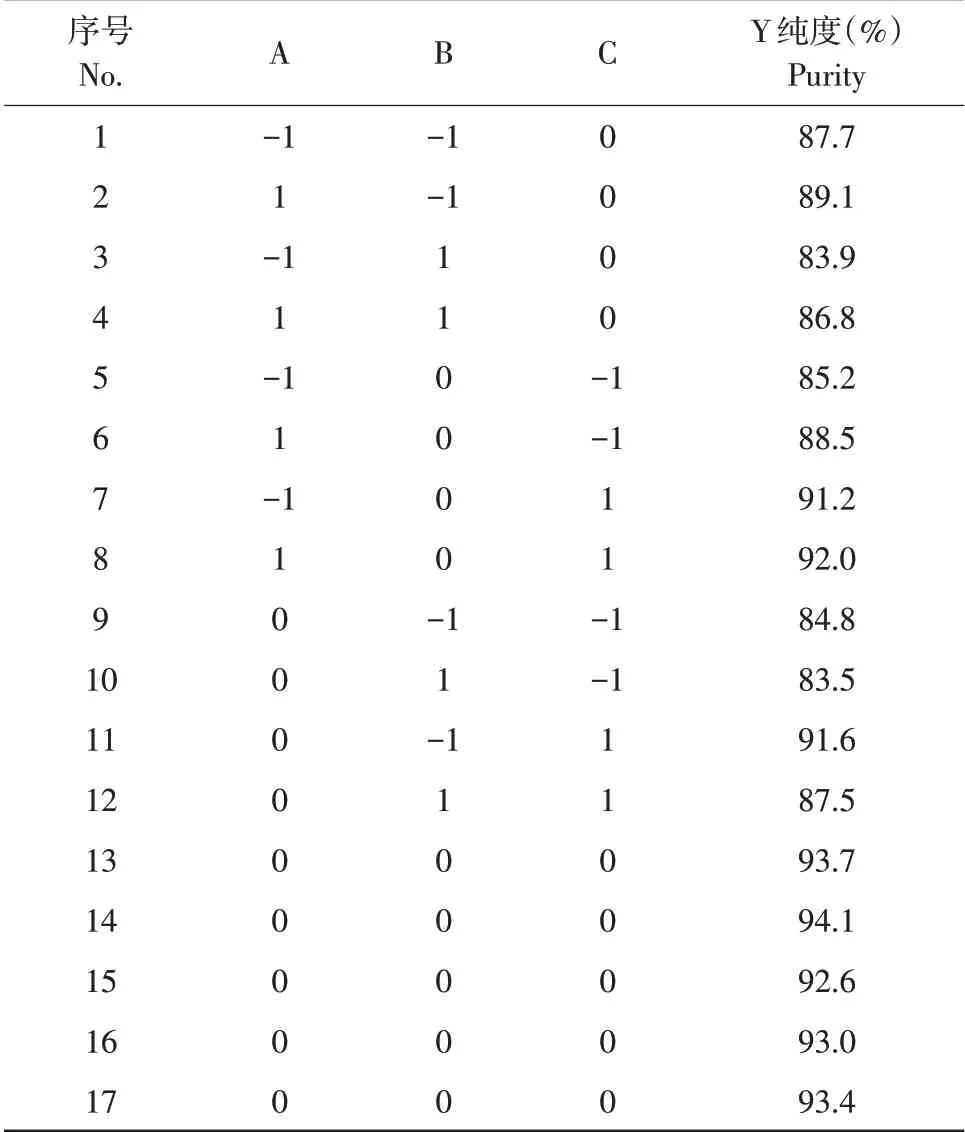
表5 响应面分析方案与试验结果Table 5 Response surface analysis scheme and experimental results
表6为17次试验后数据进行回归分析的方差结果,回归模型F=99.45,P<0.0001,说明回归模型达到极显著;失拟项P=0.8449,为不显著项;R2=0.9922,表明对试验结果进行拟合的可信度较高。由表6可知,A2、B2、C2项的P<0.01,表明各自变量对白炭黑纯度影响的响应面图极显著,各因素对于白炭黑纯度的影响作用顺序为:反应终点pH>硫酸溶液浓度>反应温度。模型中AB为不显著项,删除不显著项,方程可简化为:

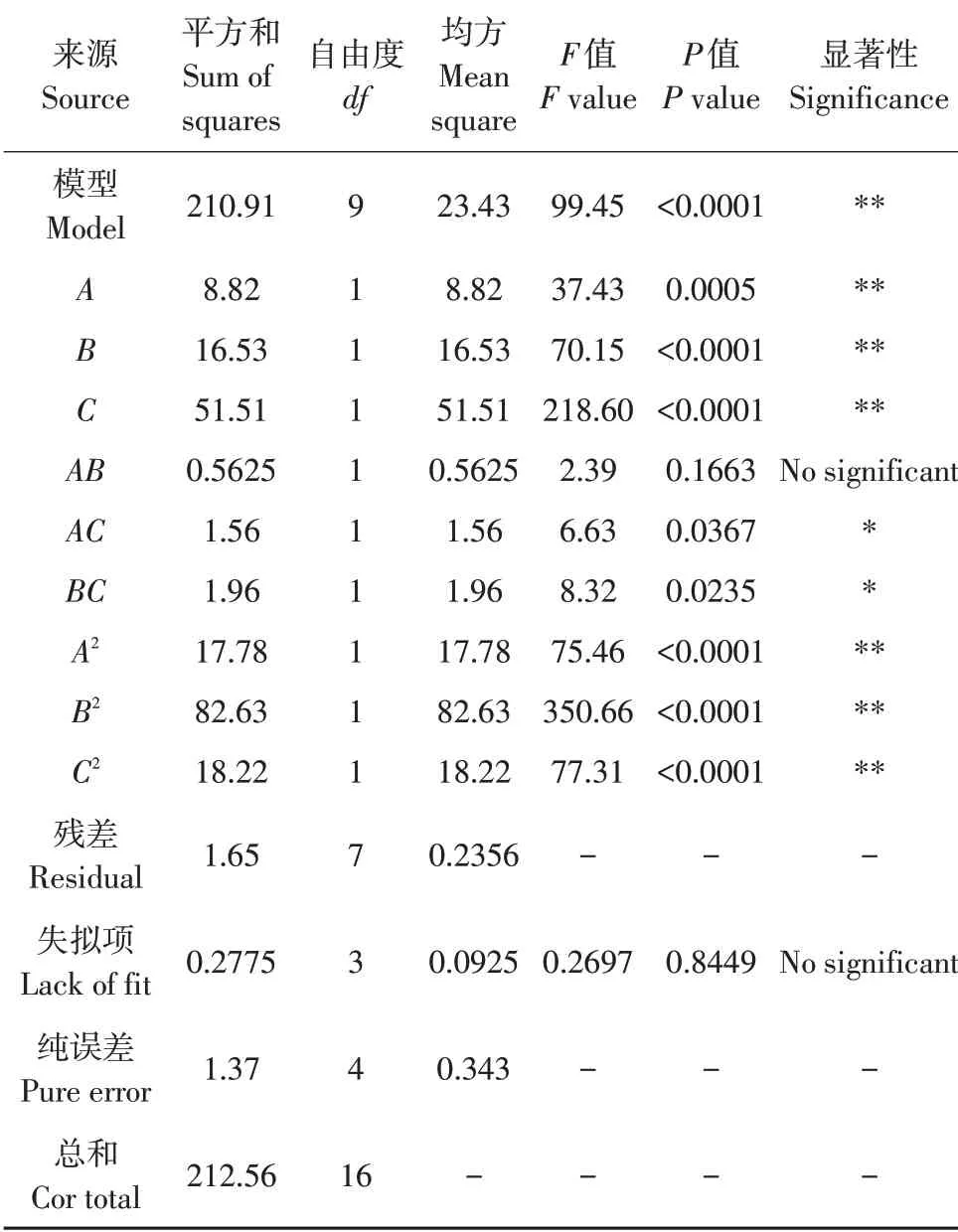
表6 回归模型方差分析Table 6 Variance analysis of the regressionequation for theyield of celluose
2.4.2 响应面中各因素交互作用分析
图中均为两个自变量之间的相互影响,图4A说明反应温度和硫酸溶液浓度对白炭黑纯度的影响均呈先增后降趋势;图4B表示随反应终点pH增加,白炭黑纯度呈逐渐增大趋势,白炭黑纯度随反应温度增加呈先增后缓慢降低趋势;图4C表示随反应终点pH增大,白炭黑纯度呈逐渐增大趋势,白炭黑纯度随硫酸溶液浓度的增加呈先增后降趋势。
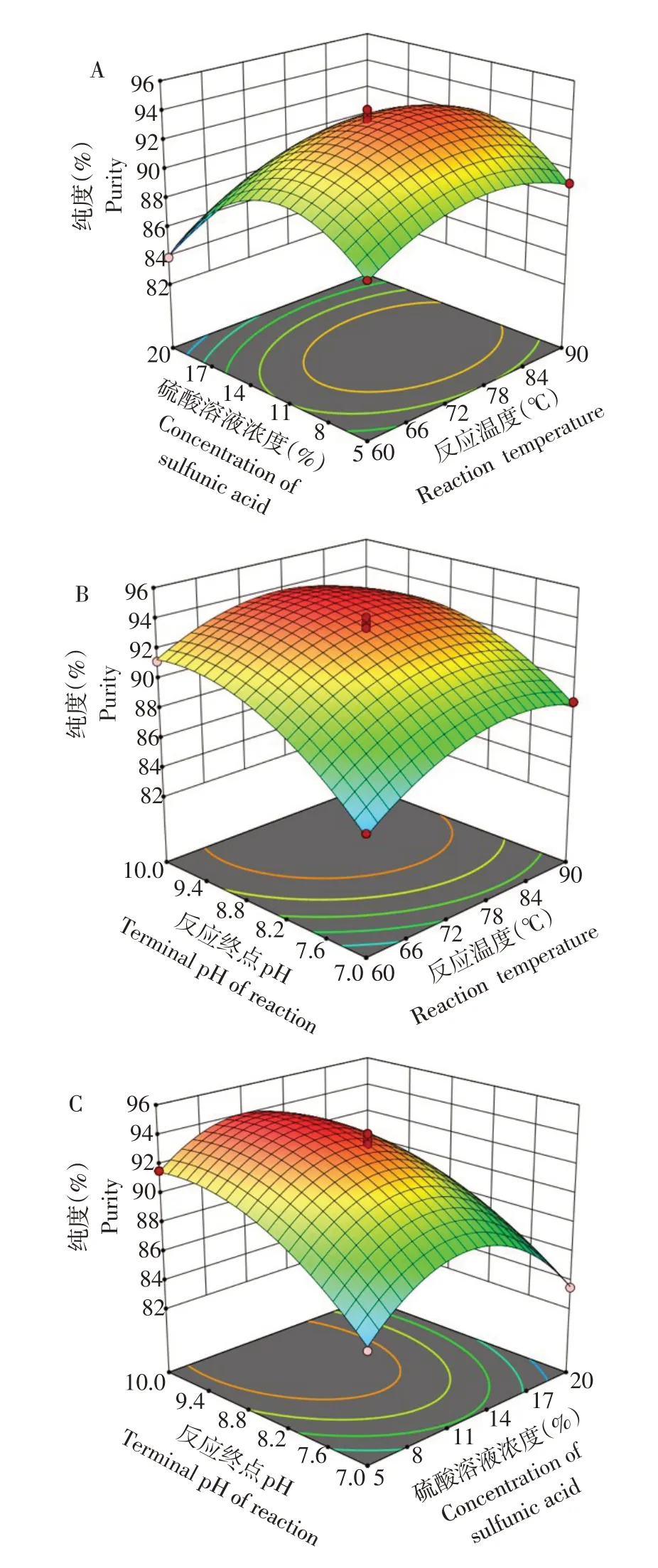
图4 两因素交互作用对白炭黑纯度的影响Fig.4 Influence of interaction of two factors on the purity of silica
通过Design-Expert软件分析,结果表明,在陈化时间2 h、反应温度77.132℃、硫酸溶液浓度10.955%、反应终点pH为9.434条件下,由响应面优化得出白炭黑纯度理论最大值为94.37%。为便于实际操作,将反应温度80℃、硫酸溶液浓度11%、反应终点pH 9作为优化后的最适制备条件。取3次平行试验平均值,测得白炭黑纯度为94.68%。实际测定值与响应面模型预测结果间相对误差仅为0.33%,说明预测关系准确可靠。
2.5 白炭黑X射线衍射分析
图5是在优化条件下制备的白炭黑XRD谱图。在衍射谱上仅在2θ=23°左右时出现一个较为宽化的非晶衍射峰,此外没有出现任何尖锐的晶体衍射峰。表明制备的白炭黑为非晶无定形结构。
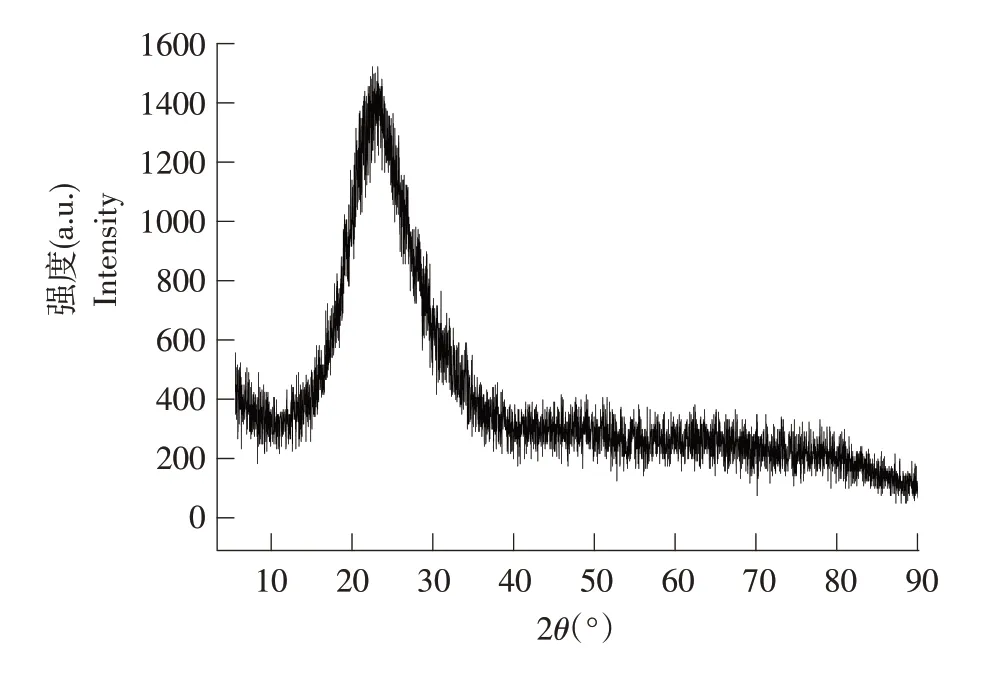
图5 白炭黑样品XRD谱图Fig.5 XRD pattern of silica sample
2.6 白炭黑的红外光谱分析
图6是优化条件下制备的白炭黑红外光谱图。在3 200~3 650 cm-1处为羟基基本伸缩振动峰,在3 358 cm-1处出现的较弱吸收峰为SiO2结晶水的-OH伸缩振动[16],1 625 cm-1处吸收峰为吸附水的H-O-H弯曲振动,因白炭黑表面的-OH基团或残余水分的伸缩振动引起,1 059 cm-1处比较强的吸收峰和797 cm-1处的吸收峰分别为Si-O-Si的不对称和对称伸缩振动引起[17],450 cm-1是Si-O-Si的弯曲振动峰。通过对白炭黑特征吸收峰分析发现与纳米级SiO2的特征结构相吻合。
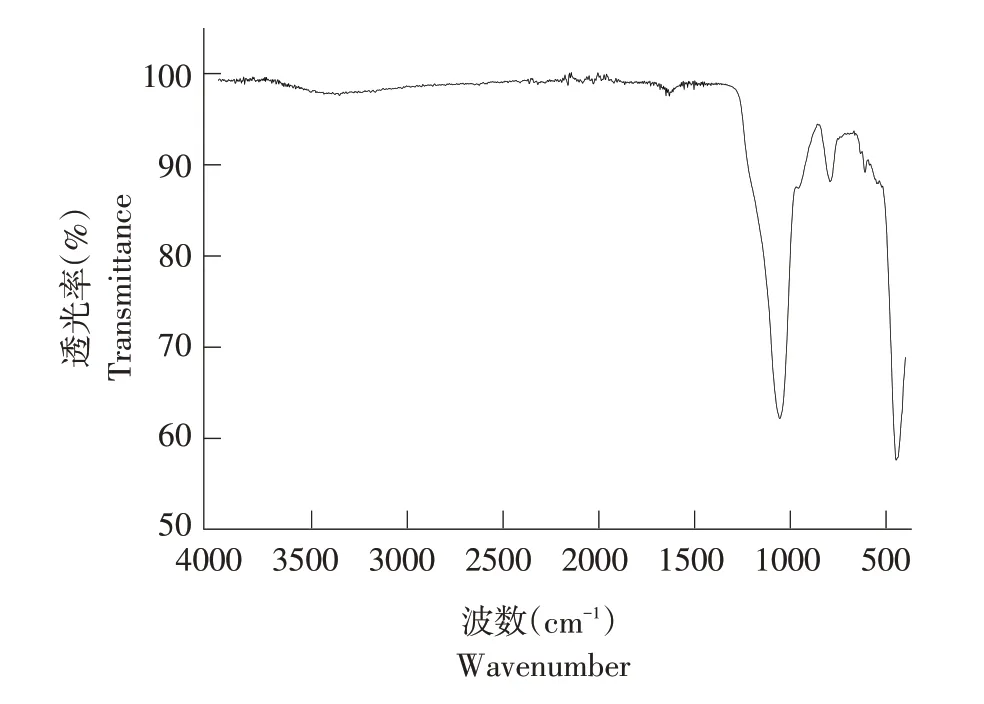
图6 白炭黑样品红外光谱Fig.6 Infrared spectra of silica sample
3 讨 论
已知研究中利用稻壳生物炭为原料制备硅酸钠溶液模数和SiO2溶出率均相对较高。周颖等通过碱处理从稻壳生物炭中制备硅酸钠模数为3.3[18]。黎彩利用稻壳炭制备硅酸钠溶液最佳工艺得到的模数达1以上,SiO2溶出率最高也达90%左右[19]。薛英喜等利用玉米秸秆制备的硅酸钠溶液模数达3左右[20]。本研究利用水稻秸秆生物炭制备硅酸钠溶液的模数和SiO2溶出率相较于稻壳生物炭制备硅酸钠溶液的模数和SiO2溶出率相对较低,因稻壳生物炭相对于水稻秸秆生物炭中的SiO2含量更丰富[21]。
一般稻壳生物炭中含有80%~99%的无定形SiO2,水稻秸秆生物炭中SiO2含量达70%以上[22-23]。本试验所用材料水稻秸秆生物炭中SiO2含量为44.41%。因原料生物炭中硅的含量随水稻品种、不同生育时期、施肥、土壤化学特性等性质变化而有所不同[24-25]。杨泽心以稻壳生物炭为原料制备的硅酸钠模数约为0.71,所用稻壳生物炭中SiO2含量也相对较低,SiO2含量为58.24%[26]。本试验以水稻秸秆为原料制备的硅酸钠模数为0.69,其中水稻秸秆生物炭中SiO2含量为44.41%,得到的硅酸钠模数偏低,与其结果一致。表明生物炭中SiO2含量较低时硅酸钠溶液中溶出的SiO2含量相对较低,得到的硅酸钠模数偏低。本试验结果可知,温度越高,硅酸钠模数相对越大。在单因素试验设计上考虑实际生产中的能耗问题,温度越高能耗越大,因此在选取最高反应温度为90℃,相比其他试验中温度较低,在一定程度上限制硅酸钠模数的提高。Affandi等用氢氧化钠溶液从SiO2含量为50.36%甘蔗生物炭中制备硅酸钠溶液并得到白炭黑产品纯度高达99%[27]。与本试验中利用SiO2含量为44.41%的水稻秸秆生物炭为原材料制备硅酸钠并进一步生产白炭黑纯度达94.68%的结果接近。这表明生物炭在SiO2含量较低的情况下,仍可生产高纯度白炭黑。
本试验对水稻秸秆生物炭制备硅酸钠并进一步生产白炭黑开展详细研究,但实际生产过程中要考虑到白炭黑产品收率及成本等因素,后续可进一步开展水稻秸秆生物炭制备白炭黑的中试研究,系统分析白炭黑产品收率及成本等因素,有效指导白炭黑实际生产。本研究在白炭黑的制备过程中产生大量具有吸附性能炭渣,可通过进一步试验处理,调整pH,制备高吸附性能活性炭。
4 结论
本研究以水稻秸秆生物炭为原料,在NaOH溶液浓度2 mol·L-1、液料比7 mL·g-1、反应温度90℃、反应时间4 h条件下制得硅酸钠模数为0.69,SiO2溶出率为61.3%;在反应温度80℃、硫酸溶液浓度11%、反应终点pH 9,陈化时间2 h条件下制备白炭黑纯度为94.68%。尽管水稻秸秆生物炭中SiO2含量相对较低,但制备的白炭黑纯度较高,为非晶无定形态SiO2结构。通过中心组合设计响应面法分析发现,反应终点pH是制备白炭黑最主要影响因素。