装箱密度对异地配送烟丝质量的影响
2022-12-20何文婕李春光纪晓楠赵振伟宋伟民许玉江姚光明张玉海魏甲欣俎萌萌刘志辉
何文婕,李春光,纪晓楠,赵振伟,宋伟民,许玉江,姚光明,张玉海,魏甲欣,裴 勇,俎萌萌,刘志辉,孙 觅*
1. 河南中烟工业有限责任公司,郑州市经济技术开发区第三大街8 号 450016 2. 中国烟草总公司郑州烟草研究院,郑州高新技术产业开发区枫杨街2 号 450001
近年来,品牌合作生产已成为行业骨干品牌规模快速增长的重要举措[1-2],但由于多点生产企业制丝工艺技术装备存在着差异,为进一步提升合作生产卷烟产品的质量一致性,一些企业开始探索实施异地供丝生产新模式[3-4]。国内的烟丝异地配送最初多用于膨胀烟丝的异地供丝生产[5],由于抗碎性较差,多采用自然堆积装箱方式。对于成品烟丝的异地配送,目前多沿袭膨胀烟丝的自然堆积装箱方式,但由于烟丝颗粒体之间存在着较大的空隙体积,受路途震动外力作用易发生筛分和沉积效应,配送后烟丝下陷严重,在人工转运翻转过程中很容易产生造碎,不利于异地配送烟丝质量和运输成本的控制。为此,一些企业和科研工作者开展了异地供丝方面的相关研究。彭桂新等[6]开发了一种异地配送烟丝的加工工艺,对异地配送的工艺流程、装箱方式及质量控制要求进行了明确。王志明等[7]设计开发了一种下压烟丝设备,可有效提高烟丝箱的空间利用率和烟丝装箱压实作业的自动化程度,降低运输成本。吴文强等[8]比较了人工一次抽空法与多次压实法装箱方式对烟丝质量的影响,对比表明,抽空法装箱方式更有利于烟丝质量的保持。张天奇等[9]设计了一种激振式烟丝松散装置,解决异地供丝模式下烟丝结块带来的卷烟机停机率高、烟丝分层和密度不均匀等问题。顾亮等[10]研究了环境温湿度对配送烟丝及卷烟质量指标的影响,发现在温度15~30 ℃密封包装条件下配送,烟丝和卷烟的质量一致性较好。基于配方烟丝及其组分在不同压力条件下的密度特性分析,通过对比不同装箱密度条件下烟丝质量和卷制质量的变化,研究确定适合的装箱密度,旨在为异地配送烟丝质量控制和降低运行成本提供依据。
1 材料与方法
1.1 材料、试剂和仪器
配方烟丝A(叶丝76%、梗丝10%、膨胀烟丝5%、再造烟叶丝9%)及其组分;配方烟丝B(叶丝59%、梗丝20%、膨胀烟丝10%、再造烟叶丝11%)及其组分。
YDZ430 烟丝填充值测定仪(郑州烟草研究院);HY-3A振动仪(江苏盛威实验仪器厂);YQ-2烟丝结构振动分选筛(郑州烟草研究院);QTM烟支综合测试台(英国FILTRONA 公司);SM450 吸烟机(英国CERULEAN 公司);JMZ-V 烟支含末检测仪、YDX-Ⅱ卷烟端部落丝测定仪(中国科学院安徽光学精密机械研究所);KBF240 恒温恒湿箱(德国BINDER公司);500 mL量筒;PL203电子天平(感量:
0.001 g,梅特勒-托利多仪器有限公司);定制烟丝箱(尺寸规格1:长1 000 mm宽1 000 mm高1 010 mm;尺寸规格2:长1 000 mm 宽1 000 mm 高660 mm;箱盖和箱体内壁材质:304 抛光不锈钢);纸箱(尺寸规格:长562 mm 宽382 mm 高632 mm,内衬塑料袋尺寸规格:长1 300 mm宽1 100 mm)。
1.2 方法
1.2.1 堆积密度的测定
平衡后(恒温恒湿箱设定温度25 ℃、相对湿度63%,存放12 h以上)的配方烟丝及其组分均匀堆放入量筒至刻度线,称重后计算其自然堆积密度[11]。
分别称取上述平衡后的配方烟丝及其各组分(10.00±0.02)g,填充仪压力分别设定9.8 N(梗丝填充值压力)、29.4 N(烟丝填充值压力),按文献[12-13]的方法测得各压力条件下的填充值,通过式(1)计算配方烟丝及各组分的预压堆积密度。

式中:ρ压为配方烟丝及组分的预压堆积密度(kg/m3);d压为配方烟丝及组分的填充值(cm3/g)。
1.2.2 沉积密度的测定
满量筒的烟丝称重后在1.2.1 平衡条件下静置存放24 h,测算其在量筒中所占的体积,计算静止状态下的自然沉积密度。
满量筒的烟丝称重后在振动仪上垂直振动60 min(振频60 r/min,振幅20 mm),测算其在量筒中所占的体积,计算振实沉积密度[14]。
1.2.3 预压过程烟丝密度的测定
称取(5.00±0.02)g 平衡后的配方烟丝A,将其放入质构仪测量桶内,质构仪压力设定为29.4 N,压头下压40 s 后抬起,间隔120 s 后再次下压,测得各时间和压力条件下的烟丝初压缩高度D0(压头与烟丝首次接触,应力≥0.98 N)、应力高度D1(压头下压,应力首次达到29.4 N)、始压缩高度D2(压头下压40 s时)和释力后回弹高度D3(压头二次下压与烟丝接触,应力≥0.98 N),测量5次并计算各高度条件下的烟丝平均密度。
1.2.4 自然堆积装箱的配送试验
采用人工自然堆积装箱方式,将配方烟丝A 分别装入定制烟丝箱1、定制烟丝箱2 和纸箱中,装至箱口处。将定制烟丝箱加盖(箱盖嵌入箱口20 mm)、纸箱扎口密封后配送至输入方进行翻箱卷制。采用冷藏集装箱(宽2 300 mm 高2 500 mm)进行配送,车厢温度设定为(25±3)℃,配送距离为200 km、400 km。采用辊道自动化装卸车、叉车(定制烟丝箱)和人工翻箱(纸箱)方式,装翻箱和烟丝箱暂存环境温度为(25±3)℃,相对湿度为63%±5%。测量配送后的烟丝高度、烟丝密度。装箱前的烟丝样品在配丝贮丝柜出料后取样,配送后的烟丝样品在翻箱松散后取样,按照文献[15]中的方法进行配送前后烟丝含水率、填充值、烟丝结构等质量指标检测。
1.2.5 预压堆积装箱的配送试验
依据方法1.2.1 和1.2.2 测定的堆积密度与沉积密度,对配方烟丝A 和配方烟丝B 进行不同装箱质量(90、100、120、130、140、150、160 kg)异地供丝试验。试验烟丝由配丝贮丝柜出料,采用电子皮带秤称量后,经装箱套筒(高1 500 mm)均匀平铺入烟丝箱,预压设备的压板压入烟丝箱内100 mm 后保持15 s,加盖密封后配送至输入方进行翻箱卷制。检测项目、装卸方式和配送环境条件同1.2.4。
1.2.6 卷烟质量和消耗测试试验
依据1.2.5 的试验方法及结果,将同批次(批次投料量10 000 kg)配方烟丝A 和配方烟丝B 等分成两部分,分别进行不同装箱密度的预压堆积装箱配送试验和本地卷包试验,按文献[16-18]中的方法对比测试卷烟质量和烟丝消耗。
2 结果与讨论
2.1 配方烟丝及其组分的密度特性
采用1.2.1 和1.2.2 小节中的方法测试了配方烟丝A、配方烟丝B及其组分的堆积密度和沉积密度,结果见表1。由表1可以看出,在自然堆积存放和振动状态下,配方烟丝及其组分会产生沉积效应,其中振实沉积密度高于自然沉积密度,且远低于烟丝和梗丝填充值测定时的预压堆积密度,说明烟丝装箱密度低于振实沉积密度时,对烟丝的填充值影响较小。

表1 配方烟丝及其组分的堆积密度和沉积密度Tab.1 Bulk density and deposition density of blended cut tobacco and its constituents (kg·m-3)
2.2 预压过程烟丝密度的变化
采用1.2.3 小节方法测得质构仪施力29.4 N 条件下配方烟丝A 的初压缩高度D0、应力高度D1、始压缩高度D2和释力后回弹高度D3见图1,测算得到各高度条件下的烟丝平均密度见表2。由图1 和表1、表2 可以看出,在施力29.4 N 和施压时间40 s 条件下,回弹后的烟丝密度与烟丝A 的振实沉积密度接近,说明烟丝装箱密度低于振实沉积密度时,对烟丝的弹性影响较小。

表2 施力29.4 N预压过程各高度的烟丝密度Tab.2 Density of cut tobacco at each height in the process of exerting prepressing force of 29.4 N
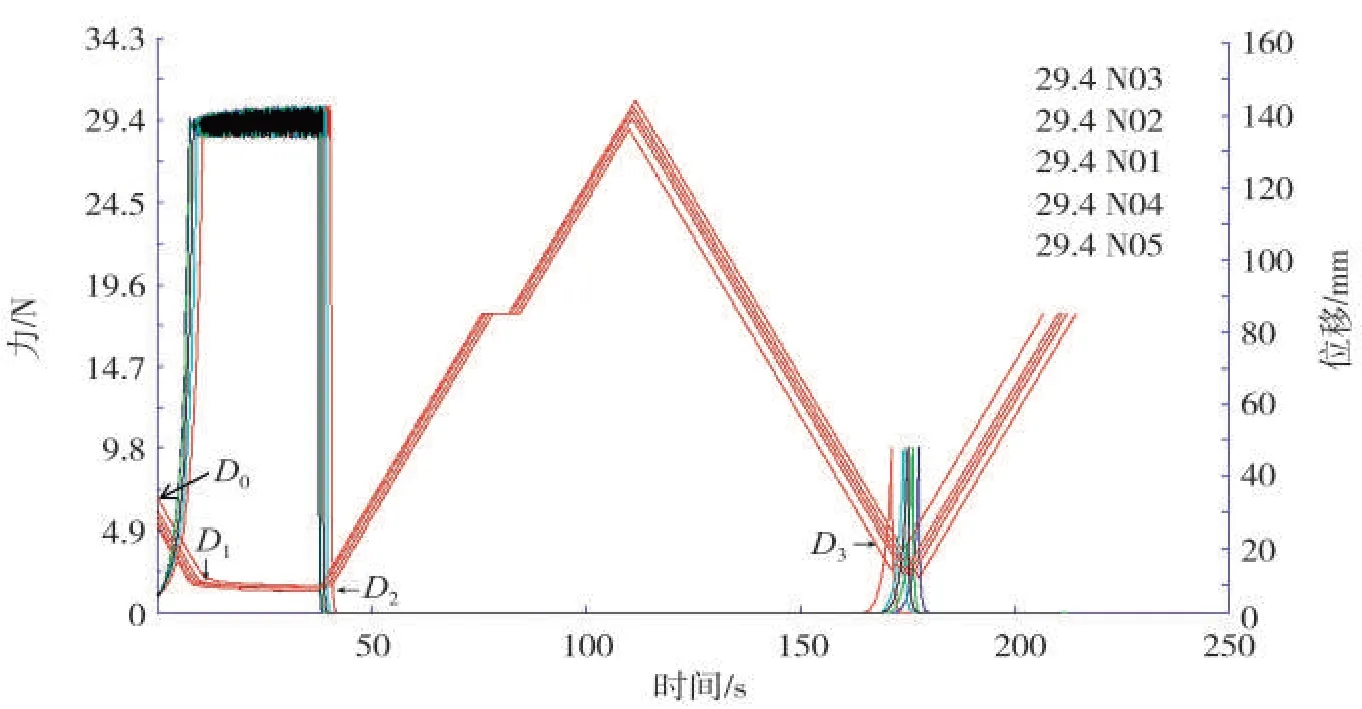
图1 施力29.4 N预压过程的烟丝高度变化Fig.1 Variation of cut tobacco height in the process of exerting prepressing force of 29.4 N
2.3 装箱密度对烟丝质量指标的影响
2.3.1 自然堆积装箱
采用1.2.4 小节中的方法进行了同一批次烟丝不同尺寸烟丝箱的配送试验,测量配送后烟丝的高度和密度,检测配送装箱前和配送翻箱后烟丝的物理质量指标,结果见表3。由表3 可以看出,在自然堆积装箱条件下,配送后烟丝高度均有明显下陷,定制烟丝箱配送烟丝含水率波动较大,纸箱配送烟丝碎丝率较高。分析原因应是定制烟丝箱内的烟丝下陷后,烟丝与箱内的空气发生水分子吸附与扩散,导致了烟丝含水率的波动;而纸箱配送造碎较大则是由于在人工转运和翻箱的过程中,箱内烟丝翻转次数较多造成的。配送距离和烟丝箱高度的变化对烟丝物理质量指标影响较小。
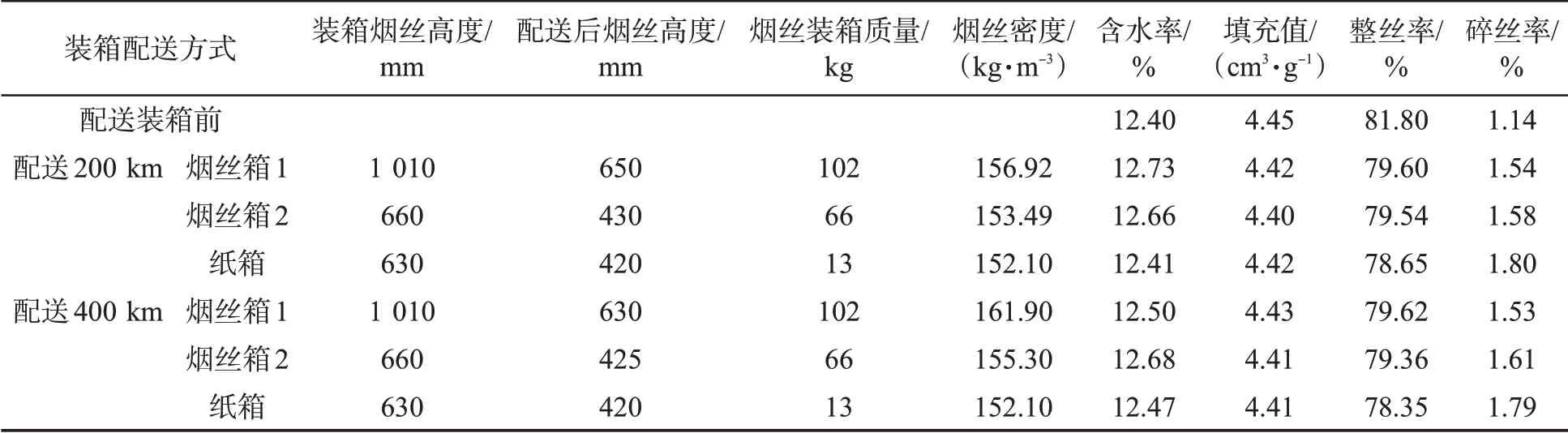
表3 自然堆积装箱方式的配送烟丝质量指标变化Tab.3 Variations of quality indexes of delivered cut tobacco packed by natural bulk method
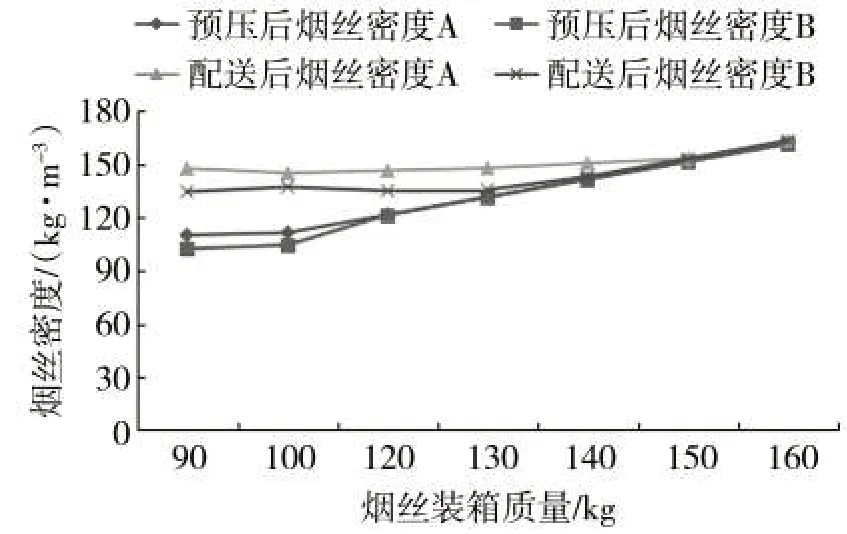
图3 装箱预压后和配送后的烟丝密度Fig.3 Density of cut tobacco after prepressing and delivery
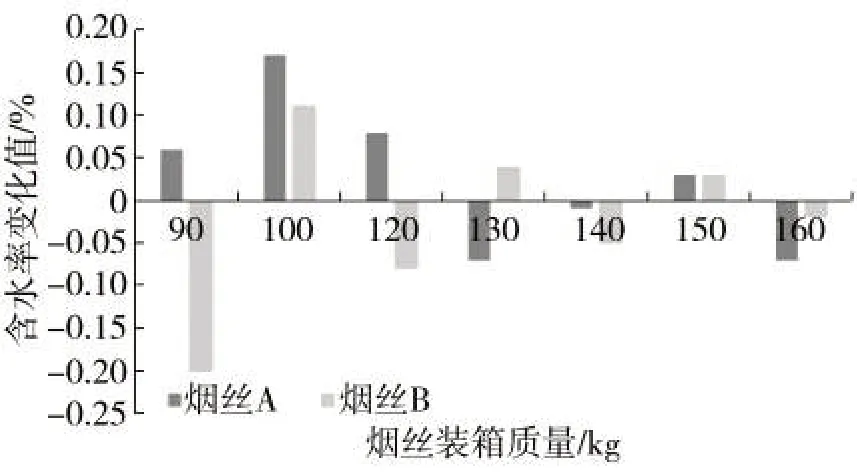
图4 不同装箱质量的烟丝含水率变化Fig.4 Variation of moisture content in cut tobacco at different packing weights
2.3.2 预压堆积装箱
采用1.2.5小节中的方法对配方烟丝A和配方烟丝B 进行不同装箱质量及密度(见表4)的密封保温配送试验,测量和计算烟丝装箱时预压前后的烟丝高度及配送后的烟丝高度和烟丝密度,检测装箱前和翻箱后烟丝的物理质量指标,结果见图2~图7。由图2~图7可以看出,与装箱前相比,在试验范围内,随着装箱质量的增加,烟丝密度增加,配送后烟丝高度增加,下陷高度减小,烟丝与箱内空气中水分子交换也减少,烟丝的含水率变化值整体呈减小趋势,烟丝填充值变化值整体呈增大趋势,整丝率和碎丝率变化值呈先减小后增大趋势。烟丝质量指标变化值较大的拐点多在振实沉积密度处,其中在烟丝装箱密度较低时,烟丝在配送过程发生振动而导致烟丝造碎,在烟丝密度超过振实沉积密度后,应是施加的预压力已超出烟丝回弹应力而产生了造碎和形变。
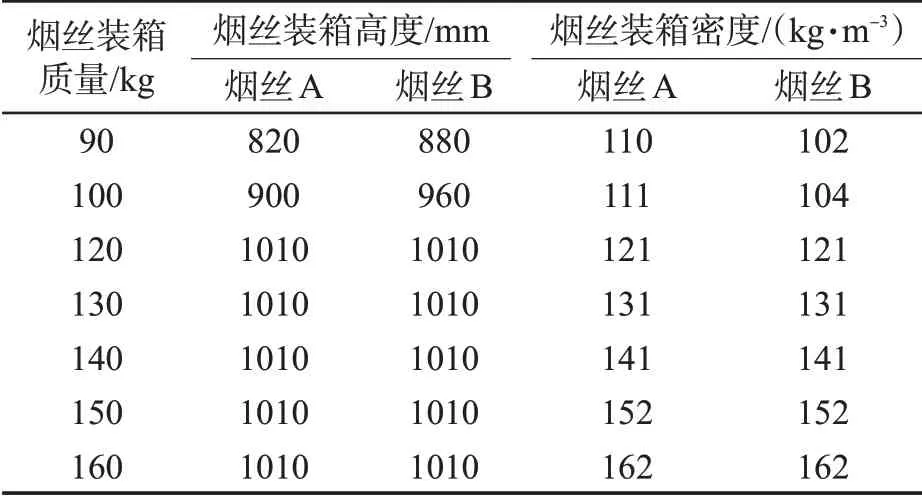
表4 预压堆积方式的烟丝装箱质量与密度Tab.4 Weight and density of cut tobacco packed in cases by prepressing bulk method
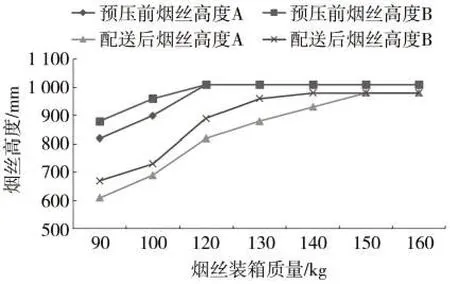
图2 装箱预压前和配送后的烟丝高度Fig.2 Height of cut tobacco before prepressing and after delivery
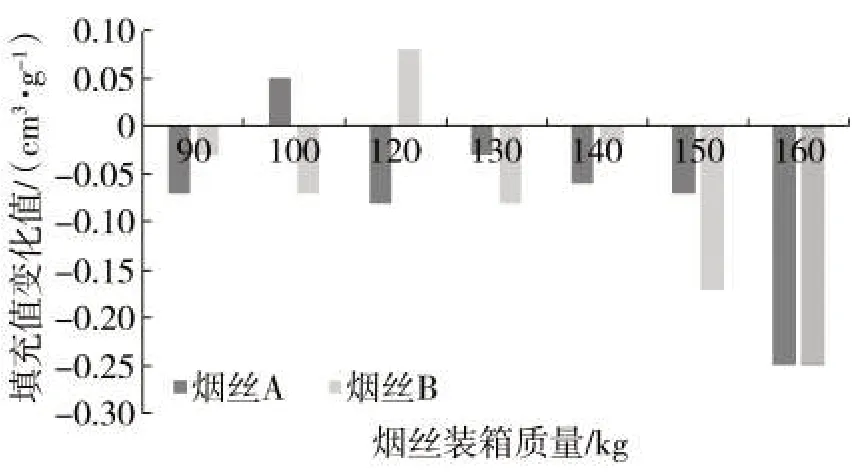
图5 不同装箱质量的烟丝填充值变化Fig.5 Variation of filling value of cut tobacco at different packing weights
图6 不同装箱质量翻箱后的烟丝整丝率变化Fig.6 Integral strand proportion in cut tobacco after tipping at different packing weights
图7 不同装箱质量翻箱后的烟丝碎丝率变化Fig.7 Short strand proportion in cut tobacco after tipping at different packing weights
2.4 装箱密度对卷烟质量及消耗的影响
依据装箱密度对烟丝质量的影响趋势,分别选取了配方烟丝A装箱密度110、150、160 kg/m3和配方烟丝B 装箱密度100、140、150 kg/m3,按照1.2.6 小节中的方法进行配送试验,并与同批次输出方本地卷包的卷烟质量和烟丝消耗进行对比,结果见表5。从表5可以得出,在试验范围内,随着装箱密度的增加,配方烟丝A 的单支质量标准偏差、端部落丝量呈先降低后增加趋势,含末率呈增加趋势;配方烟丝B的单支质量标准偏差呈降低趋势,端部落丝量、含末率呈先降低后增加趋势。其中,在装箱密度超出振实沉积密度(烟丝A 152 kg/m3、烟丝B 140 kg/m3)后,烟支的端部落丝量、含末率质量指标增加趋势较为明显。卷烟感官质量一致性则随装箱密度的增加整体有所提升,单箱烟丝消耗整体呈增加趋势,其他卷烟指标基本一致。
表5 不同装箱密度的卷烟质量和烟丝消耗Tab.5 Cigarette quality and cut tobacco consumption at different packing densities
3 结论
①在自然堆积存放和振动状态下,烟丝会产生沉积效应,其振实沉积密度大于自然沉积密度,远小于填充值测定时的预压堆积密度,在烟丝装箱密度小于振实沉积密度时,对异地供丝的配方烟丝填充值和弹性影响较小。②采用预压方式装箱,在试验范围内,随着装箱密度的增加,配送前后烟丝的含水率变化值整体呈减小趋势,填充值变化值整体呈增大趋势,整丝率和碎丝率变化值呈先减小后增大趋势;卷烟的烟支端部落丝量和含末率呈先降低后增加趋势,烟丝消耗呈增加趋势,感官质量一致性则有所提升,其质量指标和消耗变化较大的拐点多在振实沉积密度处。③采用自然堆积方式装箱,配送后的烟丝下陷严重,烟丝的造碎也较大,为统筹兼顾异地供丝的质量和成本,可采用预压方式进行装箱,但其烟丝装箱密度不宜超过振实沉积密度。