数控篆刻机的数控系统硬件连接
2022-12-16刘婷
刘 婷
(江苏联合职业技术学院镇江分院 机电工程系,江苏 镇江 212016)
数控机床是数字化信息控制机床[1]71-75的简称,是加工制造业的基本设备[2]1-3。小型数控篆刻机能精准篆刻印面[3]。数控系统是核心部件,主流品牌有发那科、三菱、西门子、华中数控等。
1 模块功能及接口含义
1) 数控装置。数控装置是数控系统的核心,具有加工程序仿真、以太网、伺服多通道控制、参数设定、误操作防止等功能[4]。选用鸿冠数控技术有限公司的多功能数控系统控制器。系统支持铣、镗、攻、钻加工,自动上料。采用32位高性能微处理器,运用实时多任务控制技术和硬件插补技术,全联动,插补精度为0.001 mm,速度为12 m·min-1。控制器接口详见表1。

表1 控制器接口名称及含义
2) 驱动器。驱动器主要接收来自主控制箱的信号,处理后转移至马达及与马达有关的感应器,并将马达的工作情况反馈至主控制箱。DM542细分型两相混合式步进电机驱动器采用直流18~50 V供电,适合驱动电压18~50 V,电流小于4.0 A,外径42~86 mm的两相混合式步进电机。采用交流伺服驱动器的电流环进行细分控制,电机转矩波动小,低速运行平稳,高速时,力矩高,定位精度高。具有平均电流控制,两相正弦电流驱动输出,过压、欠压、过流、相间短路保护功能,高启动转速,高速力矩大等特点,接口名称及含义详见表2。

表2 驱动器接口名称及含义
3) 步进电机。步进电机是将脉冲信号变为角位移或线位移的开环控制电机,是现代数字程序控制系统主要执行元件[5]。非超载时,电机转速、停止位置取决于脉冲信号频率和脉冲数,不受负载变化影响。可通过控制脉冲数控制角位移量,实现准确定位;可通过控制脉冲频率控制电机转动速度和加速度,实现调速。57HB56AL4-TFA步进电机控制精度高,矩频特性好,有过载能力。
2 硬件连接
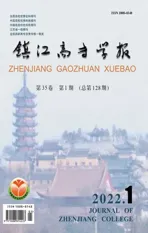
1) 电源接口。控制器的供电方式有系统供电和IO供电,接24 V开关电源建议采用隔离不共地的两个开关电源。接线图可参照图1。
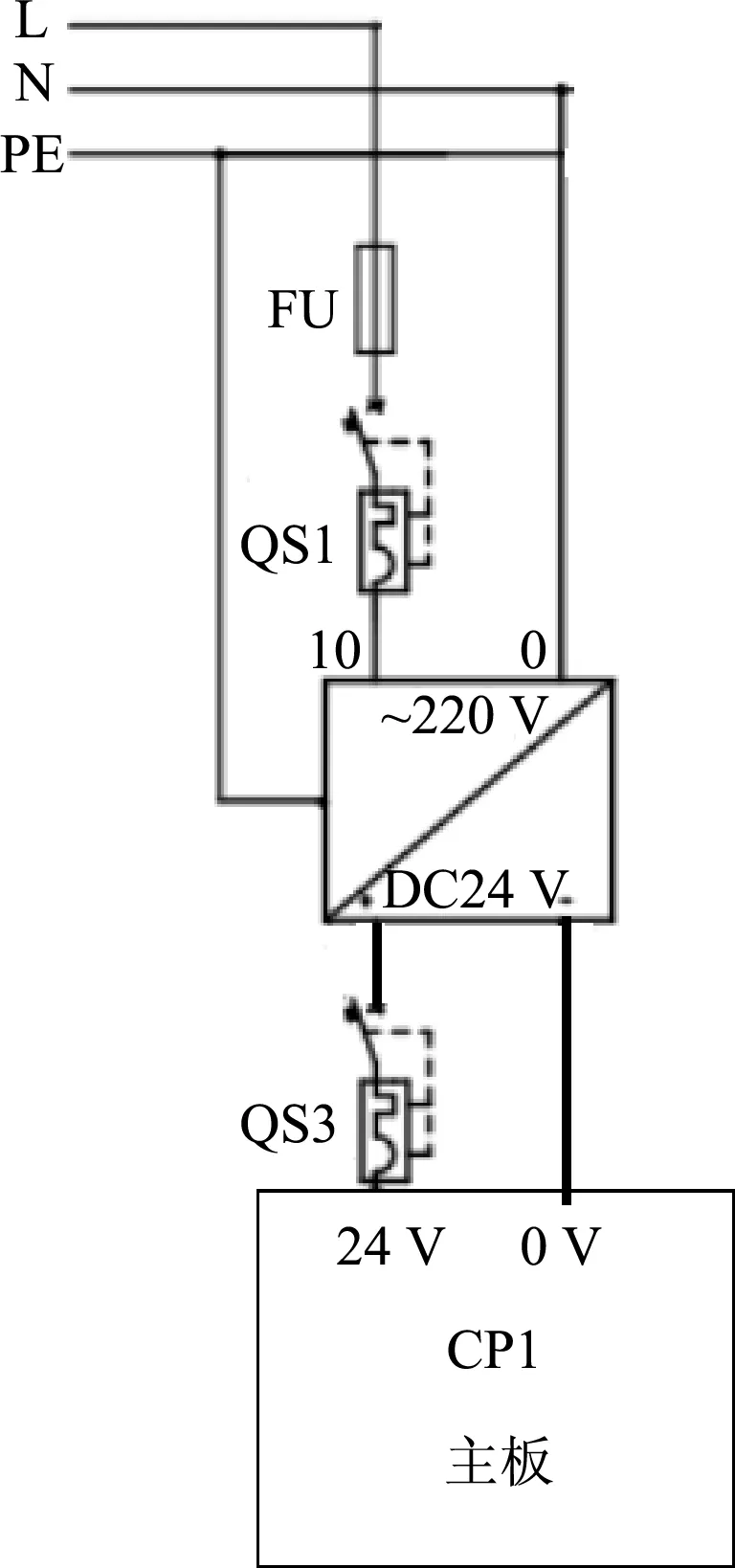
图1 系统电源与IO电源接线图
2) 输入和输出。控制器拥有24路输入、18路输出。输入口接入开关与IO设置中的参数配合实现功能。输出接感性负载,如继电器、电磁阀等。控制器出厂默认设置急停、报警、启动、暂停参数,客户参照输入口接线方式接入开关。
3) 驱动器接口。控制器最多提供4路差分脉冲输出,四轴控制器为X轴、Y轴、Z轴、C轴。4路差分脉冲输出口与驱动器连接方式相同,见图2。
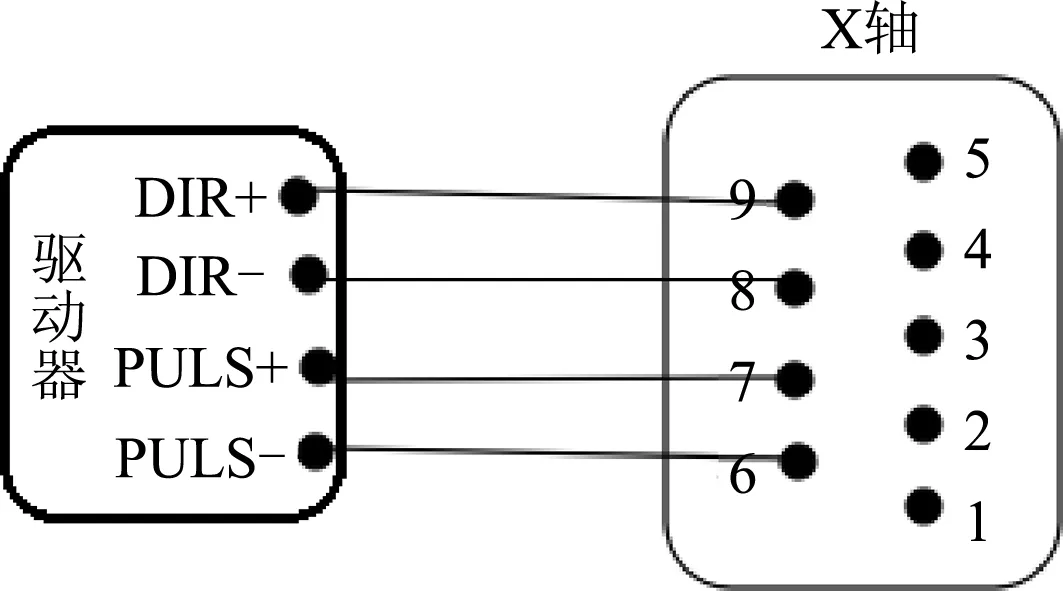
图2 X轴控制器差分脉冲接口与驱动器连接方式
4) 手脉MPG。控制器有1路标准手脉MPG接口,可外接手摇脉冲发生器(即脉冲),控制坐标轴的移动。手脉脉冲输入采用差分解法,整理采用光电隔离,系统电源与IO电源需同时接通24 V开关电源。用户根据现场应用环境采用1或2个开关电源,图3为两个开关电源接线示意图。
图3 外部手脉接线方式
5) 模拟量输出。如图4所示,控制器带有1路0—10 V主轴调速模拟量输出接口,可接变频器或伺服。主轴电压随S指令改变,实现无级调速。主轴旋转方向使能,由控制器输出信号(24 V地)接变频器或伺服控制方向的输入信号端。在速度参数中设置主轴速度,若设为1 500 r·min-1,则模拟量输出10 V时对应速度为1 500 r·min-1。接主轴时必须采取双隔离两路供电[6]。

图4 模拟量输出处接线示意图
6) 驱动器与电机连接。ZD-2HD542配57系列电机串联、并联接法(若电机转向与期望转向不同,仅交换A+,A-位置即可),ZD-2HD542驱动器能驱动4线、6线、8线的两相/四相电机。图5是ZD-2HD542配时代超群电机57HBP56AL4-TF0步进电机典型接法。
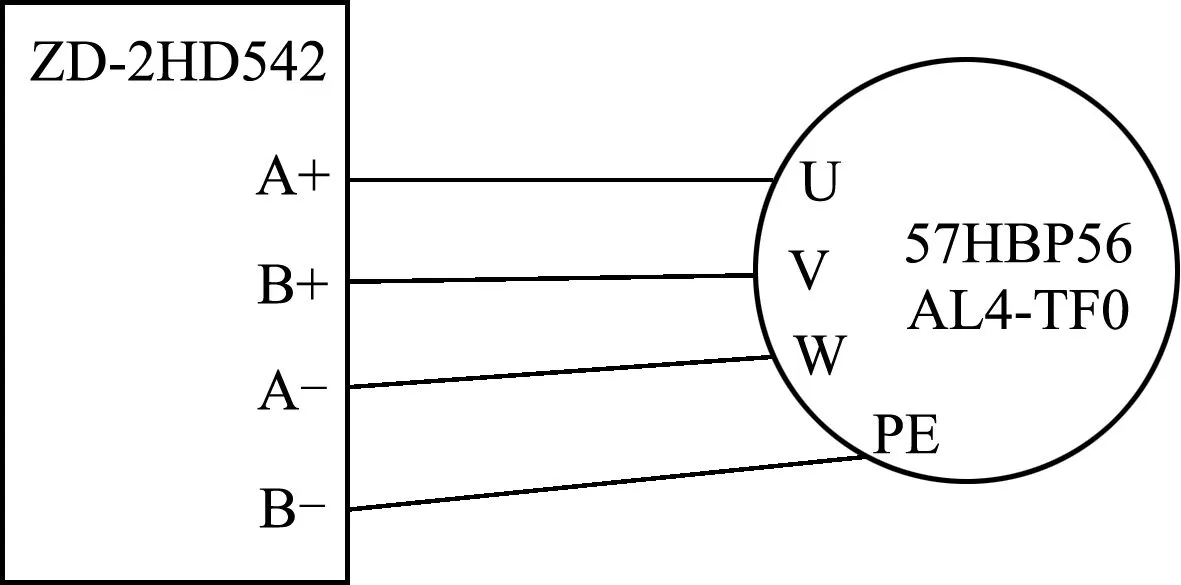
图5 驱动器与电机连接示意图
3 数控系统的综合布线
控制系统由1台CM60D微控器、3台ZD-2HD542步进驱动器和3台57HBP56AL4-TF0步进电机组成,控制系统的电气原理图如图6所示。
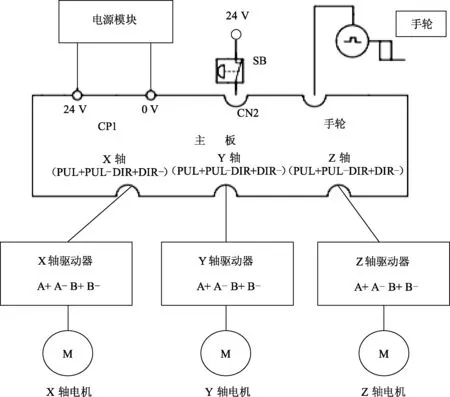
图6 控制系统电气原理图