炭材料改善蓄电池电解液分层的研究
2022-12-14霍玉龙闫娜陈二霞王再红孙海涛高鹤李阿欣陈志雪
霍玉龙,闫娜,陈二霞,王再红,孙海涛,高鹤,李阿欣,陈志雪
(风帆有限责任公司,河北 保定 071057)
0 引言
近年来,随着汽车起停技术的发展,对铅酸蓄电池的性能有了更高的要求。虽然铅酸蓄电池工艺技术和结构设计不断进步,但是电解液分层现象仍是需要解决的难题。在蓄电池充放电期间电解液密度发生变化,引起电解液分层。电解液分层可能会引发严重的问题:不仅使极板下部由于电解液密度高而难以充电,出现放电容量早期衰减的问题,而且会使极板上下部的电位产生差异,从而出现微电池自放电,加速板栅腐蚀和水分解[1-2]。Sauer和 Mattera 等人发现,电解液分层出现在放电过程中,并且在充电过程中变得更加严重[3-5]。
把炭材料添加到负极活性物质中,可抑制负极的硫酸盐化,提高电池的循环性能[6-10]。但是,添加炭材料会影响析氢反应,严重时会加重电池的失水,影响电池的使用寿命[11]。为了保证电池性能,炭材料的添加量一般控制在 0.1 %~1.5 %。本文中,笔者重点研究了电解液分层现象对铅酸蓄电池性能的影响,并通过调整炭材料的种类及含量,适当增加水耗,通过气体搅拌达到缓解电解液分层的效果。
1 实验
1.1 浓差自放电测试
将硫酸溶液密度分别为 1.15 g/cm3和 1.35 g/cm3的 2 只电池(开路电压分别为 2.045 V 和 2.218 V)并联,模拟电池上下部浓度差自放电情况。密度低的电池对应于电解液分层电池的上部,密度高的电池则对应于电解液分层电池的下部。电池并联后,检测到有毫安级电流通过。由此可以判断,对于发生电解液分层的电池,由于单格内上下部电解液的密度存在差异,极板下部的电位比上部的电位高,导致极板自身产生自放电,即浓差放电。
1.2 电解液分层对铅酸电池的影响
将硫酸溶液密度分别为 1.15 g/cm3和 1.35 g/cm3的 2 只电池并联,以 6 A 电流放电,然后在恒压2.67 V 下以 15 A 限流充电。测量这 2 只电池在充放电过程中的电压、电流,以反映在充放电过程中出现电解液分层的电池上下部的状况,从而反映电解液分层对电池性能的影响。
图1 所示为恒流 6 A 放电过程中 2 只并联电池的电流和电压随时间变化的曲线。可以看出,在放电初期,放电深度较浅时,硫酸溶液密度较高的电池的放电电流大,且前期放出的电量多。由此可见,电解液分层使得电池放电时,极板下部(对应硫酸溶液密度高的部位)优先放电,且放电深度要高于上部。预计在电池浅循环使用时这种差异更为明显。

图1 恒流放电过程中电流和电压随时间变化的曲线
图2 所示为硫酸溶液密度不同的 2 只电池在恒压 2.67 V 限流 15 A 充电时的电流、电压变化曲线。在充电初期,硫酸溶液密度高的电池的充电电流较小,硫酸溶液密度低的电池的充电电流较大。2 h 之后,由于硫酸溶液密度低的电池的放电量小,而前期充电量大,电流则逐渐下降;硫酸溶液密度高的电池的放电量大,而前期充电量又小,则充电电流继续增大,直至到达 2.67 V 恒压充电条件,才开始下降。由此可见,在充电过程的初始阶段,出现电解液分层的电池的上部在充电方面要优于下部。

图2 恒压限流充电过程中电流和电压随时间变化的曲线
如果电池充放电过程中发生硫酸电解液分层现象,那么在放电过程中,极板下部放电深度更深,极板上部放电深度较浅,而在充电过程中,极板上部充电接受优于下部。随着极板下部硫酸盐化的加剧,极板上部活性物质利用率增大,导致活性物质逐渐发生泥化,同时极板下部的硫酸盐化逐步向极板上部扩展。
1.3 炭材料改善电解液分层的研究
用富液式电池作为研究对象,在负极铅膏中添加不同炭材料并调整其添加量(参见表 1)。对样品电池主要进行容量、水耗、循环寿命测试。

表1 不同配比炭材料配方
1.3.1 水耗测试
样品电池在 40 ℃ 环境下以 14.4 V 恒压充电500 h。试验前后分别对电池进行称重。由表 2 可以看出,炭材料的含量及种类均会不同程度地影响电池的水耗。添加活性炭大大增加了电池的水耗,但水耗量仍在标准[12]要求的范围内。

表2 电池的水耗
1.3.2 容量测试
图3 所示为 4 种样品电池进行 10 次 20 小时率容量测试的结果。在容量测试过程中,还测试了每次充放电结束后的电池上下部的电解液密度。由图 3 可知,电池 A、B、C 的容量衰减速度基本一致,而电池 D 的容量较高,且容量衰减速度明显低于其它电池。从图 4 和图 5 中可以看出,随着测试的进行,电池上下部电解液的密度差有逐渐增大的趋势。虽然电池 D 上下部密度差比其它电池的小,但是随着容量测试的不断进行,其上下部密度差也与其它电池的慢慢趋于接近。由此可以看出,在放电过程中出现了电解液分层的现象。由于极板上部的活性物质利用率高于下部,上部有较多的活性物质转化为硫酸铅,消耗了较多的硫酸,因此上部的电解液密度比下部的小,导致电解液出现了分层。

图3 样品电池进行 10 次 20 小时率容量的曲线

图4 容量测试放电后电池上下部电解液密度

图5 容量测试放电后电池上下部电解液密度差
从图 6 和图 7 可以看出,在第 1 次容量测试结束并充电后,电池上下部密度就出现一个较大的差值。相比之下,电池 D 上下部的电解液密度差比其他电池的小。与电池 A 相比,虽然电池 B、C 的水耗明显较大,但是它们上下部电解液密度差稍小一些。由此可见,在一定幅度上提高电池的水耗,能够轻微地减缓电解液的分层现象。但是,要更大程度地减缓电解液分层现象,需在标准要求范围内大幅提高电池的水耗。
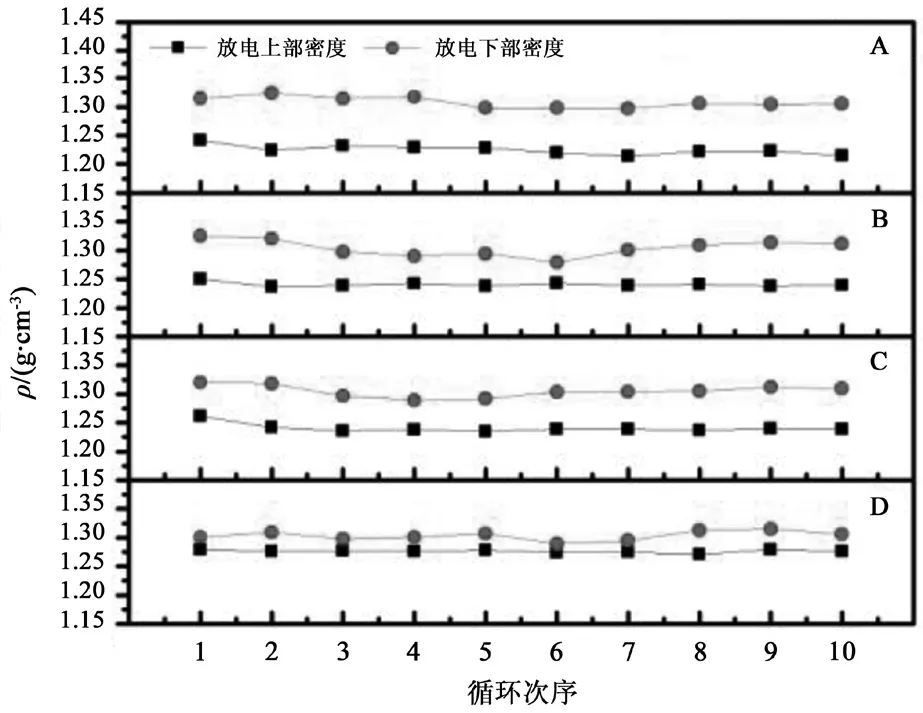
图6 容量测试充电后电池上下部电解液密度

图7 容量测试充电后电池上下部电解液密度差
结合图 3 分析得出,电池 D 的容量较高且容量衰减速度小可能与其水耗偏大,较好地减缓了电解液分层有关。有研究表明[5],每当电解液分层的程度达到上下部电解液相对密度差为 0.01,电池容量就降低 1 %。
1.3.3 循环寿命测试
由图 8 可知,电池 D 的循环寿命最长,电池 C次之,而电池 A、B 最短。电池寿命结束后,取出极群组,将正极板用水冲洗,浸泡干净,烘干,使用日本电子(JEOL)公司 JSM-6360LA 型扫描电子显微镜(SEM)进行极板形貌的表征分析。然后,分别取极板上、下部位的活性物质,经研磨,过 200 目筛,压片后,进行 XRD 测试。测试条件为:Cu 靶;管电压 40 kV;管电流 35 mA;扫描速度 3(°)/min;扫描范围 8°~50°。
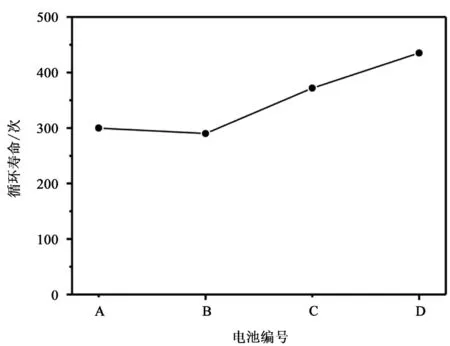
图8 电池的循环寿命
由图 9 和表 3 可以看出,4 种样品电池正极板下部的 α-PbO2含量均低于上部。这是由电解液分层使正极板下部放电深度较大所致。4 种样品电池正极板下部 PbSO4含量均高于上部,是由电解液分层使正极板下部充电不足所致。从整体的 α-PbO2含量和 PbSO4含量对比结果来看,电池 D 内电解液分层情况明显比其它电池更轻缓。由此推断,适当增大电池的水耗,通过充电时产生的氢气、氧气能对电解液起到一定的搅拌作用,改善电解液分层情况,有利于提高蓄电池的循环寿命。

图9 样品电池正极板 SEM 图

表3 不同炭材料配方正极板上下部 XRD 数据
2 结论
铅酸蓄电池在充放电过程中会发生电解液分层现象。在电池放电过程中,极板下部放电深度更深,上部放电深度较浅,而充电过程中,极板上部充电接受优于下部。通过调整炭材料的种类与含量,在满足水耗要求的条件下,适当增大电池的水耗,通过充电时产生的氢气、氧气能对电解液起到一定的搅拌作用,改善电解液分层情况,一定幅度地缩小极板上下部的利用率差异,减小电池的容量衰减速度,提高蓄电池的循环寿命。因此,有必要深入研究炭材料的种类和最佳添加量,在满足水耗要求的条件下,尽可能地减缓电解液分层现象的发生,以提升电池的使用寿命。