加红丹正极铅膏中游离铅含量检测方法的研究
2022-12-14陈亚利孙茂汉张恒孙小婷赵小会
陈亚利,孙茂汉,张恒,孙小婷,赵小会
(河南超威正效电源有限公司,河南 沁阳 454550)
0 引言
近年来,由于国家的环保要求,铅酸蓄电池生产采用了内化成工艺,因此固化后生极板的好坏决定了最终电池的性能。生极板中的主要成分有 Pb、PbO、PbO2、PbSO4、H2O 和一些添加剂。游离铅只有被氧化成氧化铅后才能转变为活性物质。过量的游离铅会导致极板化成中应力的产生扩大,致使极板弯曲、活性物质脱落。在铅酸蓄电池的生产中,游离铅的含量是生极板的主要控制参数之一,也是判断固化效果的关键指标之一。
目前,正极板的铅膏是由铅粉、红丹(铅膏中 Pb3O4的质量分数为 5 %~15 %)、硫酸、短纤维、水和添加剂组成的。在正极铅膏中加入红丹是为了利用 Pb3O4高氧化量的特点在固化时提高正极板的空隙率,然后在化成时加快化成速度,节约能量,并且提高电池的容量和深循环性能[1]。
当采用传统的游离铅检测方法时,铅膏中添加的红丹会影响游离铅含量的检测结果,使检测值偏高。本文中,笔者通过添加水合肼试剂来消除红丹的干扰,从而准确地测量极板中的游离铅含量。
1 检测用药品与仪器
在检测中会用到以下药品和仪器:
(1)醋酸:分析纯,天津市大茂化学试剂厂。
(2)乙酸铵反应剂:取 300 g 乙酸铵和 50 ml醋酸,用去离子水准确稀释到 1 L。
(3)硝酸溶液:硝酸与水的体积比为 1∶4(以下简称 1+4)。
(4)酒石酸钾纳:分析纯,天津市凯通化学试剂有限公司。
(5)氨水:ω(NH3) = 25 %,分析纯,天津市凯通化学试剂有限公司。
(6)硫化钠:分析纯,天津市凯通化学试剂有限公司。
(7)1 % 的甲基百里酚蓝指示剂:用 1 g 甲基百里酚蓝与 99 g 硝酸钾研磨均匀即可。
(8)EDTA 二钠标准溶液:0.01 mol/L。
(9)水合肼:分析纯。
(10)氧化铅:优级纯,九鼎化学。
(11)纯铅块:电解铅。
(12)硫酸铅:优级纯,九鼎化学
(13)红丹(四氧化三铅)。
(14)正极板配方添加剂:超威正效电源有限公司配方 A。
(15)滴定管、锥形瓶、加热板、研钵、移液管、烧杯。
2 检测原理[2]
首先,利用两个反应过程去除生极板成分中的PbO、PbO2、PbSO4、红丹。第一,加入醋酸–乙酸铵反应剂,将氧化铅、硫酸铅溶解后,过滤分离,去除 PbO 和 PbSO4。第二,加入水合肼,与 PbO2反应,去除 PbO2和红丹[3]。然后,加入稀硝酸,与Pb 反应,溶解游离的铅。最后,在 pH 值介于 5~6 之间的条件下用 EDTA 二钠标准溶液进行络合滴定。具体检测流程如图 1 所示。用水合肼与 PbO2反应的目的是消除红丹对游离铅含量检测结果的影响。上述反应涉及的方程式有:


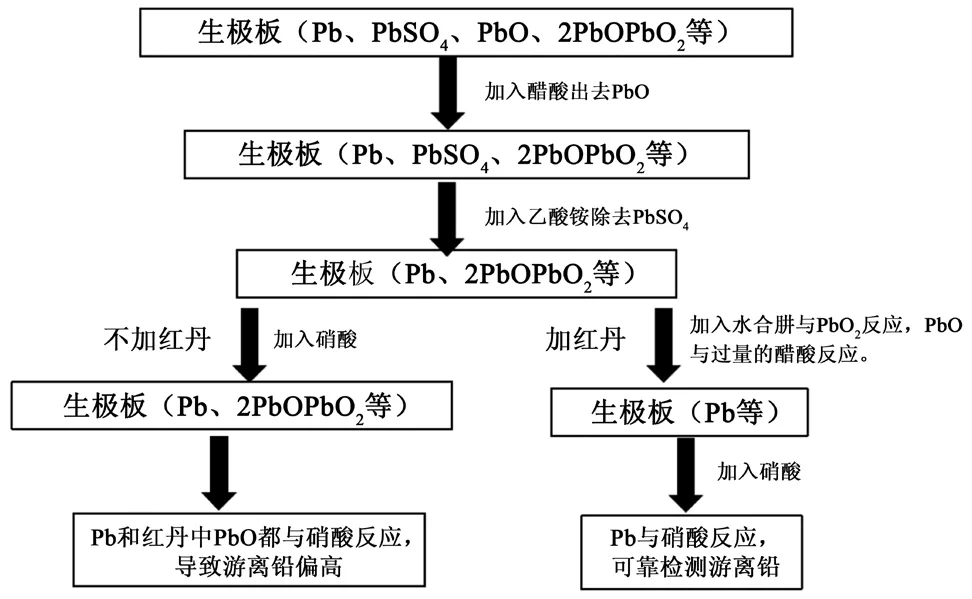
图1 检测流程图
3 检测方法
用取样锥在极板对角线上均匀取 10 g 左右样品,放入研钵中研磨均匀。称取(2 ± 0.01)g 研磨好的试样(精确至 0.1 mg),放入 250 ml 的锥形瓶中,然后往锥形瓶中加入 100 ml 乙酸铵反应剂和 1 ml 水合肼。把锥形瓶放在电热板上加热沸腾 15 min。用去离子水清洗滤渣至滤液无铅离子(往 1 % 硫化钠溶液中滴入滤液后,无黑色硫化铅生成,即视为滤液中无铅离子)。
将滤纸连同滤渣一并放回原烧杯中,再加入40 ml 硝酸(1+4)和 20 ml 去离子水。将烧杯放在电热板上煮沸约 10 min,直到铅离子全部溶解。若游离铅含量超过 5 %,或者有黑色铅未溶解,那么再加 10 ml 硝酸(1+4),煮沸直到铅离子完全溶解(无肉眼可见的黑色铅末)。待烧杯中液体冷却后,用快速滤纸过滤到 250 ml 的容量瓶中,用去离子水清洗滤渣至滤液无铅离子(用 1 % 硫化钠溶液检验),定容。
用移液管准确移取 25 ml 滤液放入 250 ml 的锥形瓶中,加 1~2 g 酒石酸钾钠,接着用氨水将pH 值调至 5~7,然后加入 0.3 g 甲基百里酚蓝指示剂,用 0.01 mol/L 的 EDTA 滴定,直到颜色变为浅灰黑色(经由蓝色—粉色—灰黑色),即为滴定终点,记录 EDTA 消耗的体积。用公式

计算游离铅的含量。式中:c 为 EDTA 二钠盐标准液的浓度,单位为 mol/L;V 为滴定时消耗 EDTA的体积,单位为 L;m 为样品质量,单位为 g;207.2 g/mol 是 Pb 摩尔质量。
4 结果与分析
4.1 准确度验证
经涂膏后正极板进过表干窑,在进入固化室之前,游离铅的含量相对较高,约为 8 %~17 %。经固化干燥后,刚从固化室孩出来的正极板中游离铅含量最低,约为 3 % 左右。对这两个阶段的正极铅膏进行准确度检测。正极铅膏中红丹的添加量一般在 5 %~10 % 之间,所以以红丹添加量在 5 % 和10 % 为切入点进行检验。利用优级纯的试剂模拟铅酸蓄电池涂板后和固化结束正极铅膏的组成。按不同质量比设计 4 种方案,分别取氧化铅、铅、硫酸铅、红丹、添加剂(正极铅膏配方中规定的)[4-6],检测游离铅的回收率。每种方案做 6 个平行样品。具体检测方案如下:
(1)方案 1:模拟涂板后铅膏。样品中铅含量为 13 %,红丹添加量为 5 %。其他氧化铅、硫酸铅、正极板配方添加剂 A 的含量略。
(2)方案 2:模拟涂板后铅膏。样品中铅含量为 13 %,红丹添加量为 10 %。其他氧化铅、硫酸铅、正极板配方添加剂 A 的含量略。
(3)方案 3:模拟固化后铅膏。样品中铅含量为 3 %,红丹添加量为 5 %。其他氧化铅、硫酸铅、正极板配方添加剂 A 的含量略。
(4)方案 4:模拟固化后铅膏。样品中铅含量为 3 %,红丹添加量为 10 %。其他氧化铅、硫酸铅、正极板配方添加剂 A 的含量略。
对于铅酸蓄电池行业,不同阶段的铅膏中游离铅的含量一般在 0 %~20 %[7-8]。从表 1 可以看出游离铅的回收率均大于 95 %。
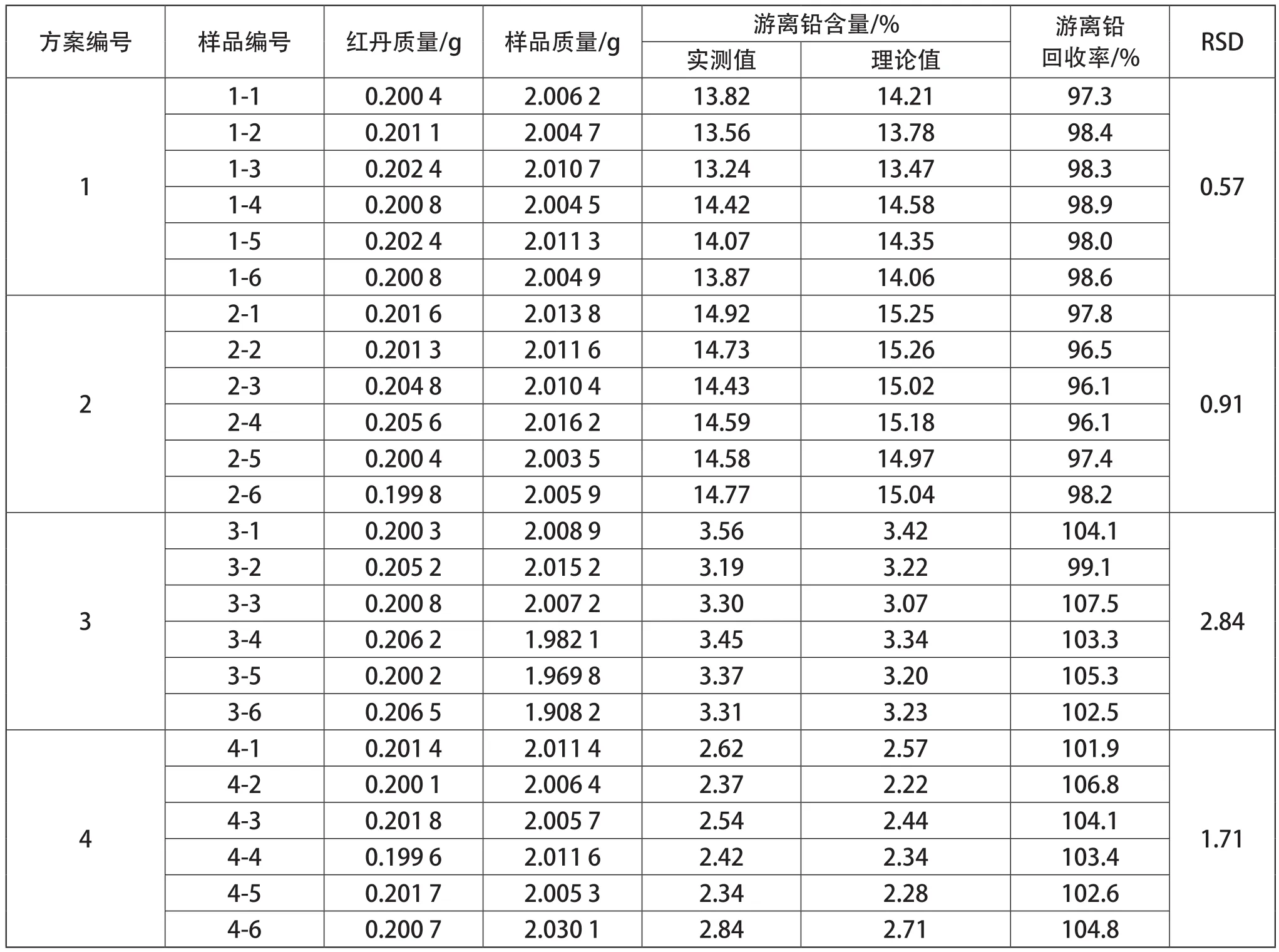
表1 准确度检测结果
4.2 精密度验证
精密度验证方案:在同一试验条件下,多次测定同一样品的游离铅含量。选用 3 批正极板铅膏(具体红丹添加量在 5 %~15 %,涉及行业机密未列出具体的添加量)。分别在涂板后、固化阶段、固化结束后 3 个阶段取样。共计 9 个样品,每个样品铅膏平行测定 6 次。由表 2 可见,当正极板中红丹添加量在 5 %~15 % 时,游离铅含量相对标准偏差(RSD)小于 0.5 %,变异系数(CV)小于 5 %。可以看出精密度满足电池行业的要求。
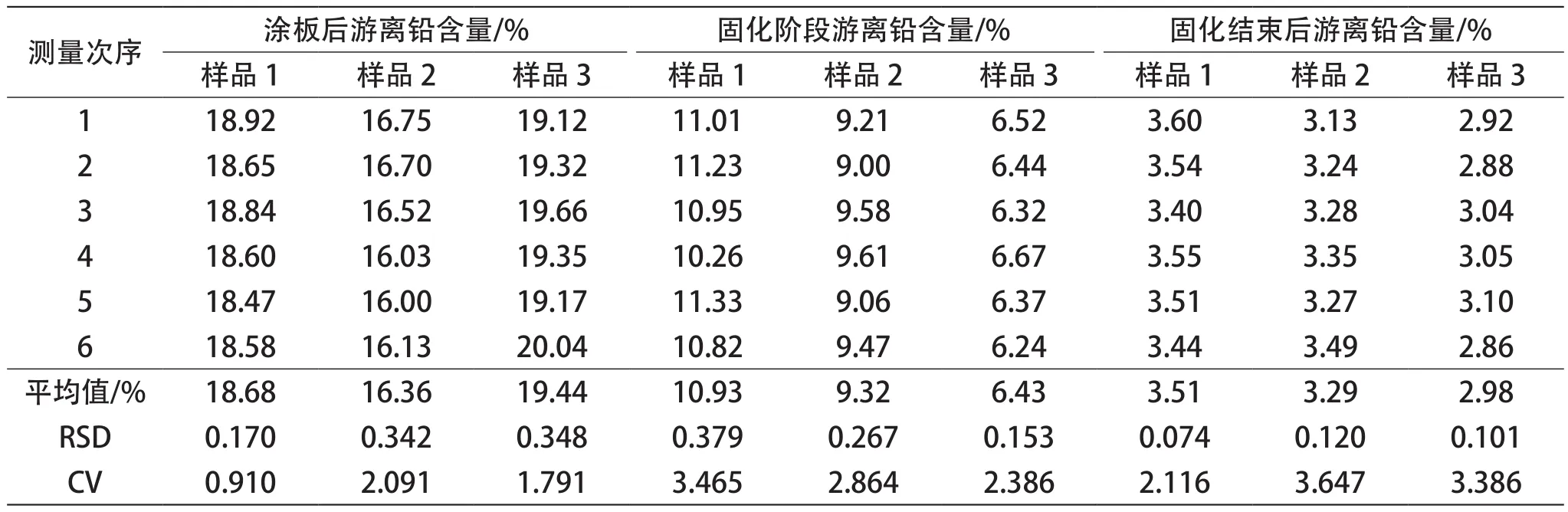
表2 游离铅含量测定结果
5 结论
本文中,通过添加水合肼试剂来消除红丹对检测结果的干扰,准确地测量了极板中的游离铅含量。无论是在准确度方面,还是在精密度方面,都验证该方法可行。该检测方法有灵敏度高,线性范围符合铅酸蓄电池行业的要求,准确度高,稳定性好,为后续蓄电池极板的使用打好坚实的基础。
