空间用红外探测器拼接技术研究
2022-12-13吕玮东邓旭光王乾威练敏隆张九双顾德宇田大成
吕玮东,邓旭光,王乾威,练敏隆,张九双,陈 明,顾德宇,田大成
〈综述与评论〉
空间用红外探测器拼接技术研究
吕玮东1,邓旭光1,王乾威2,练敏隆1,张九双1,陈 明2,顾德宇1,田大成1
(1. 北京空间机电研究所,北京 100081;2. 32011部队,北京 100081)
随着空间遥感相机性能的不断提升,采用更大规模、更多谱段的红外焦平面阵列是未来航天用红外探测器的发展趋势,以满足相机大视场、高分辨率及多光谱探测的能力。目前,单探测器模块的研制受到探测器材料、硅读出电路加工工艺的限制,探测器规模、分辨率、谱段数量等指标无法满足使用要求。因此,通过机械拼接或光学拼接的方式制备大规模、多谱段红外焦平面阵列是必须的工程途经。本文对航天工程用大规模、多谱段红外探测器拼接方式进行了对比分析,给出了各种常见拼接方式的特点,总结了关键技术和核心指标。
大规模红外探测器;拼接技术;多光谱;读出电路
0 引言
在天基对地观测领域,相对紫外和可见光遥感,红外遥感具有如下优势:①红外遥感比可见光有更好的天候性能,不分白天黑夜均能使用,适合夜间侦察需求;②红外遥感可利用目标和背景红外辐射特性的差异进行目标识别、揭示伪装;③红外谱段可以穿透云烟,探测到可见光无法探测的景物;④隐蔽性好,不易被发现和干扰。因此,红外光学遥感在军事、气象、水文、地质、环境监测、农业和林业等方面都有可见光遥感无法比拟的优势[1]。随着航天光学遥感平台技术的快速发展,航天应用对大视场、高分辨率、多谱段探测的需求日趋增加,这就要求航天用红外探测器是超大规模面阵或超长线列探测器组件。受到探测器材料、加工工艺等因素的限制,现有单片面阵或线列探测器的规模不能满足航天工程某些场景的应用需求。所以需要通过光学拼接方法、机械拼接方法,或者光学拼接及机械拼接两者相结合的方法实现空间相机大视场、高分辨率、多谱段探测能力。
本文阐述了空间用红外探测器机械拼接技术相对于光学拼接技术途径的优点,列举了国内外机械拼接技术发展现状,分析了机械拼接技术的多种工程方式,总结了关键技术。希望对后续空间用红外探测器拼接技术发展起到一定的促进作用。
1 拼接技术途径对比
1.1 机械拼接与光学拼接技术途径
机械拼接又称焦面级拼接,是指在像面上将多个标准单模块焦面通过技术手段拼接形成超长线列或超大面阵焦平面,并封装在一个真空封装中,形成一个完整的焦平面组件。如图1所示,5片1024×6单模块按照功能要求在拼接衬底上拼接完成后,封装在真空冷箱中,形成5120×6超长线列焦平面组件。光学拼接又称视场拼接,是指通过光学的方法将相机镜头全视场分割到不同空间位置,用多套焦平面组件接收,再将收到的图像进行拼接就可以得到大视场的图像。其典型原理如图2所示[2]。以3套1024×6长波红外探测器组件采用光学拼接实现等效3000×6红外探测器组件为例,整个系统分别由像方远心形式的主光学系统、视场分割装置、3套中继光学系统以及3套线阵红外探测器组件4部分组成。
1.2 机械拼接与光学拼接特点对比
光学拼接和机械拼接特点对比如表1所示。
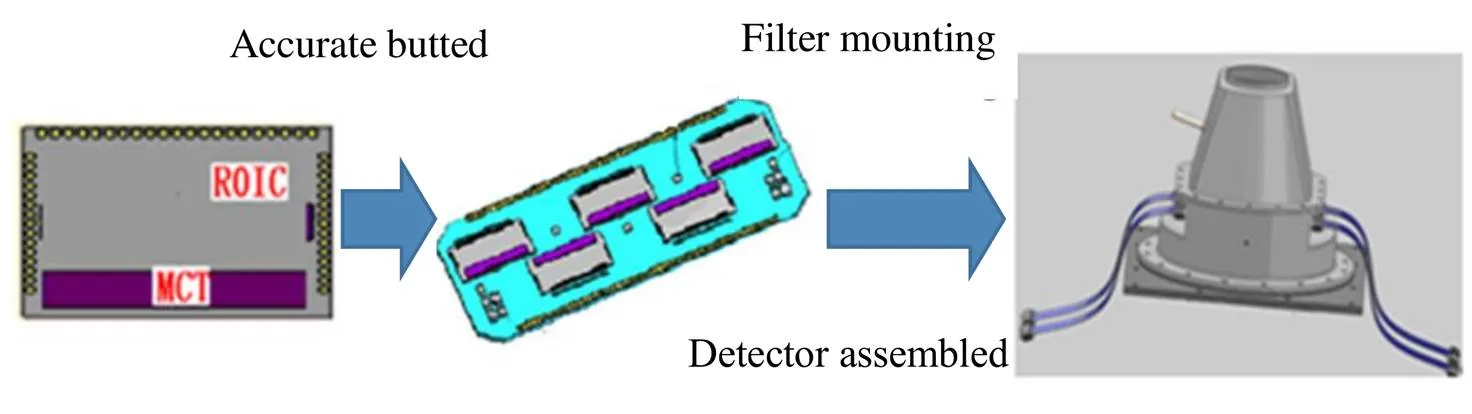
图1 红外探测器组件机械拼接原理
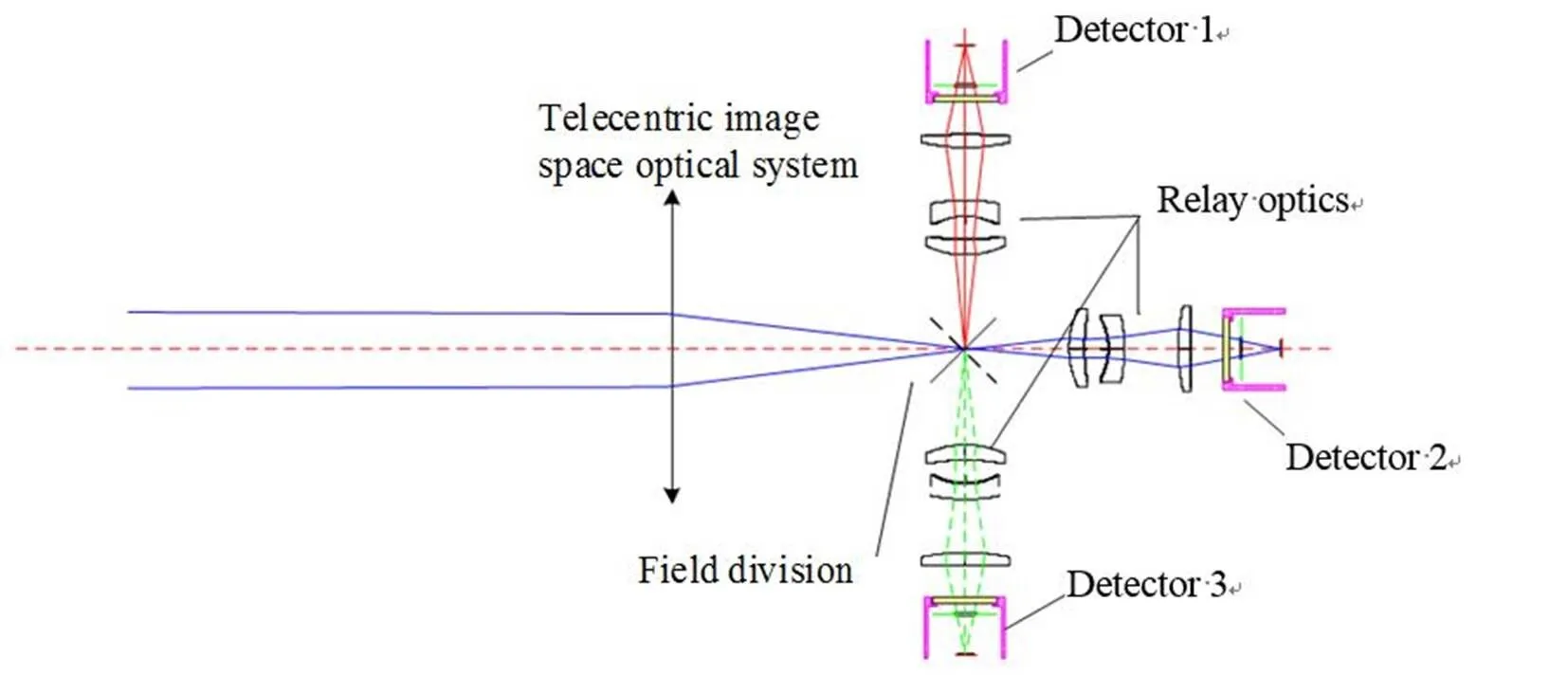
图2 红外探测器组件光学拼接原理图[2]
Fig.2 Optical splicing schematic diagram of infrared detector assembly[2]
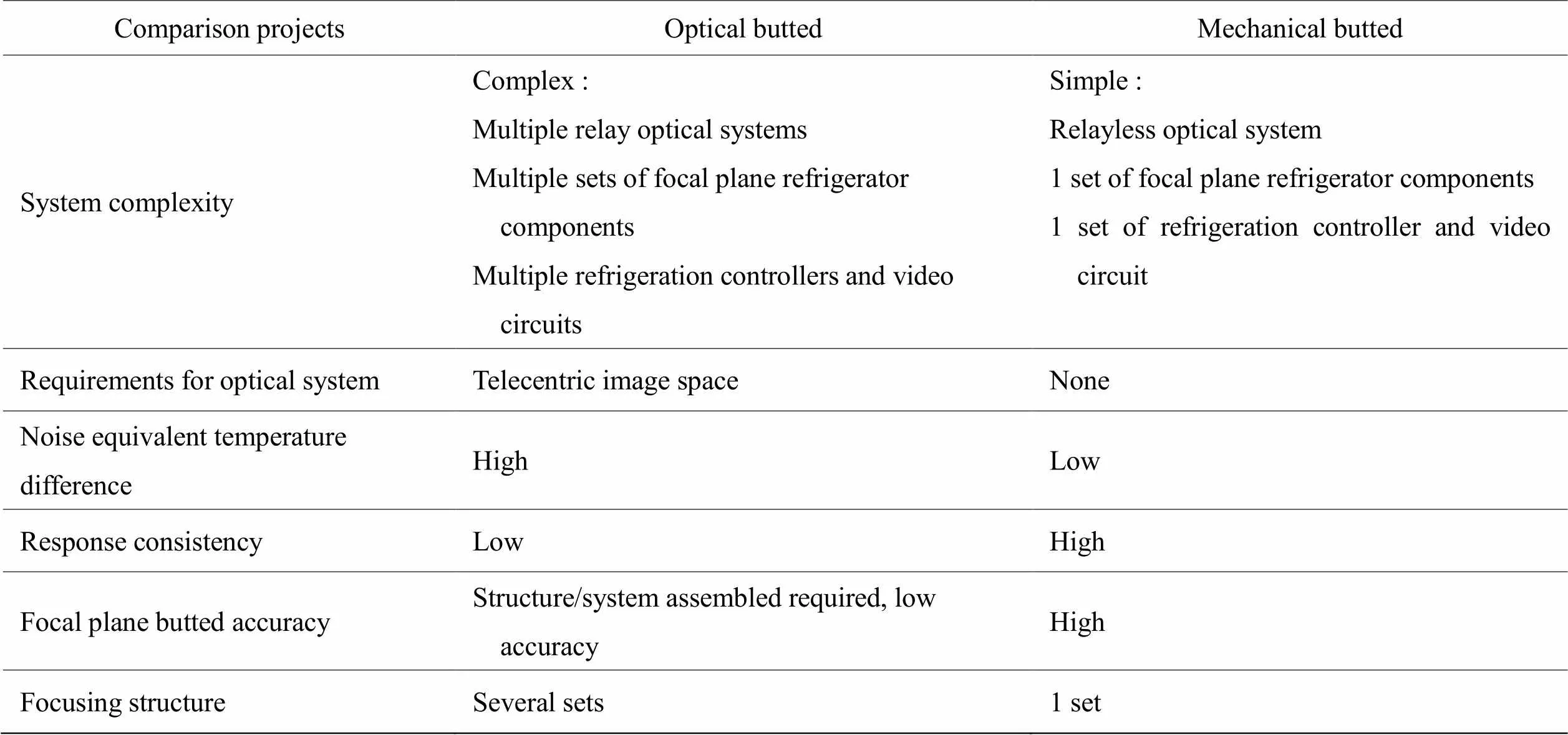
表1 两种拼接特点对比
通过以上对比可以看出,机械拼接相比光学拼接优势明显,主要表现在:①系统上更为简单;②对主光学系统无特殊要求;③噪声等效温差更低;④响应一致性更高;⑤像面拼接精度高;⑥调焦机构少。因此机械拼接是制备大面阵、长线列红外探测器的有效技术途径。但是机械拼接方法没法克服探测器的拼缝,在对视场内拼缝敏感的领域,如天基预警等,采用机械拼接和光学拼接相融合的方式是必要的。
2 国内外研究现状
2.1 国外研究现状
1)单谱段大规模探测器研究现状
Raytheon公司使用ORION 2k×2k InSb 1~2.5mm探测器拼接成NOAO 4k×4k大面阵探测器,安装于Kitt Peak和Cerro Tololo 4m天文望远镜上,如图3(a)所示[3]。通过紧密拼接技术,Raytheon公司已经采用碲镉汞材料完成了4×4个2k×2k像元探测器拼接组件的研制,用于VISTA望远镜。该望远镜具有4个波段,能够实现对南半球整个天空的观察[4]。该探测器组件实物如图3(b)所示[5]。此外,Raytheon公司使用Aladdin II型和III型InSb材料、截止波长为5.2mm的1024×1024探测器,直线拼接成1024×4096焦平面阵列,实际使用其中的512×4096部分。该探测器用于超大型望远镜上的高分辨率红外中阶梯光谱仪,如图3(c)所示[6]。WFIRST卫星的WFI载荷使用18片4k×4k短中波红外探测器进行3×6拼接,采用单模块封装体机械拼接方式,该探测器也是Raytheon公司研制的。
Rockwell公司使用4片2k×2k HgCdTe Hawaii-2RG 0.95~2.5mm探测器单模块进行2×2拼接,制成4k×4k大面阵探测器。该探测器用于詹姆斯韦伯望远镜(JWST)项目[7]。
目前世界上最大的焦平面阵列是Teledyne Imaging Sensor公司的147百万像素的探测器,如图4所示。该探测器组件由35个2k×2k碲镉汞红外探测器拼接而成[8]。此外,Euclid卫星NISP载荷使用Teledyne的16片2k×2k短中波红外探测器进行4×4拼接,采用封装模块机械拼接的方式。
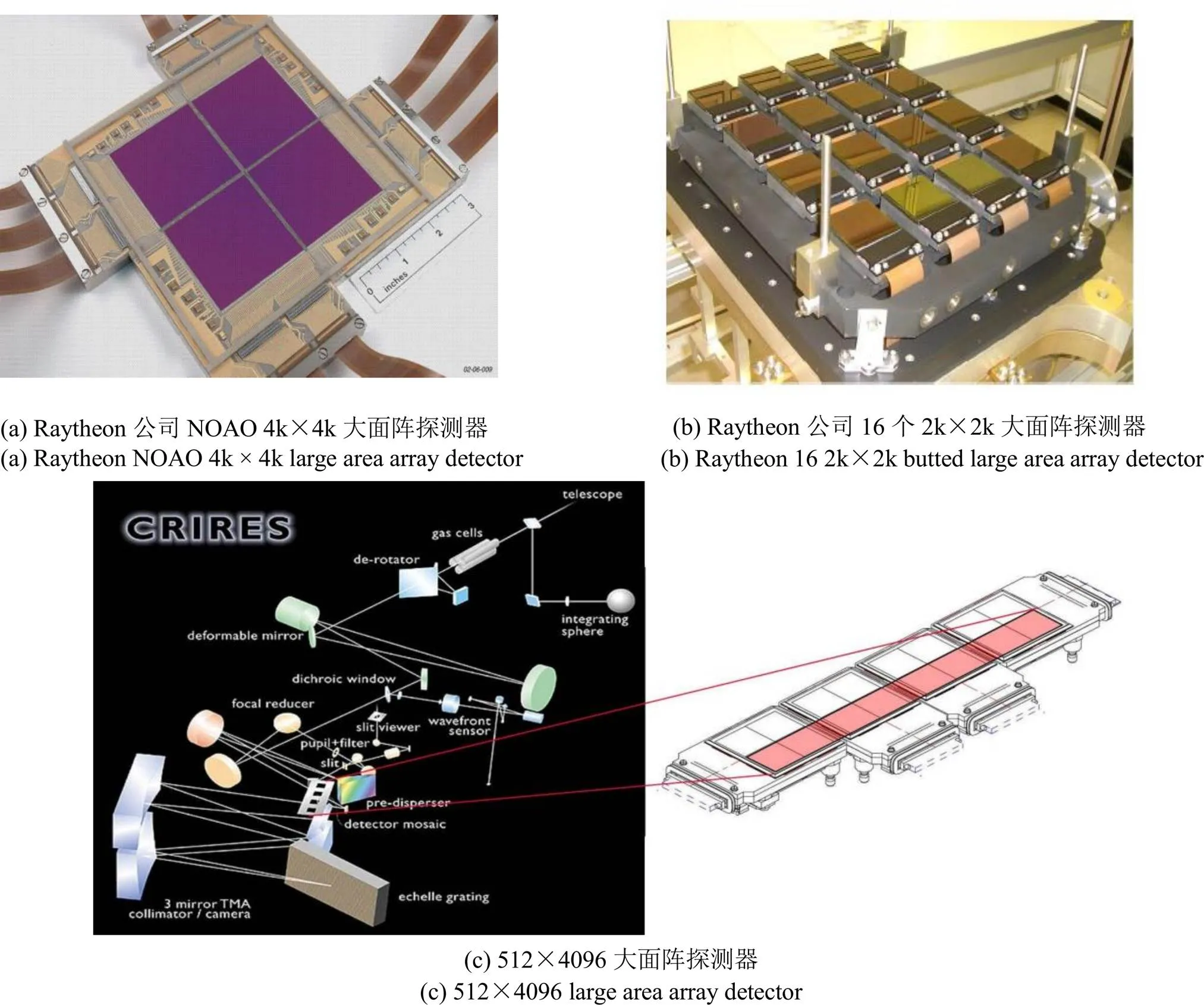
图3 Raytheon公司探测器产品[3-6]
如图5所示,英国Selex公司使用8个FALCON HD1920×1080中波阵列拼接形成大面阵器件。该探测器阵列拼接形式为4×2[9]。
以色列SCD公司采用4片520×16 InSb探测器芯片模块拼接成2048×16探测器。采用交错排列,扫描方向重叠32个像元,拼接工艺采用的是In柱互联工艺,相邻的两片FPA旋转180°后拼接在衬底上[10]。其衬底为高温共烧工艺完成。拼接衬底的温度均匀性优于1℃。SCD公司研究出一种保证拼接精度的工艺,在In互联设备上加工一个高表面质量的具有特殊对准标记的工装夹具,然后将工装夹具上的标识与拼接衬底的标识对准,拼接精度在几个微米,平行度偏差2mm[11]。该公司的2048×16探测器拼接结构见图6[10]。
法国Sofradir公司为“太阳神2A”军事观测卫星生产了碲镉汞1500×1拼接探测器。这种1500元的红外探测器由5片300元的线阵红外探测器和5片读出电路共同互连到母板上而成。由于采用的是倒装定位工艺,因此拼接精度能保证在1mm。这种拼接方案的技术基于其无损伤划片技术,因此能保证相邻两片探测器首尾无盲元[12]。图7为该1500×1探测器拼接结构[12]。
2)多谱段大规模红外探测器研究现状
美国MTI热成像仪的焦平面组件包括从可见到长波红外共15谱段[13]。整个焦面组件由3片覆盖可见到长波红外的多谱段集成焦面模块通过机械拼接而成。可见光谱段采用硅材料单片集成式探测器。短波与中波谱段(E-K及O)使用InSb材料探测器,通过铟柱与读出电路互连,形成一个子模块。长波谱段(L-N)使用HgCdTe材料,形成一个单独子模块,由滤光片实现每个谱段的细分。长波、短中波、可见近红外多光谱3个子模块拼接在一起,形成一个覆盖可见到长波红外的探测器模块,如图8所示[13]。
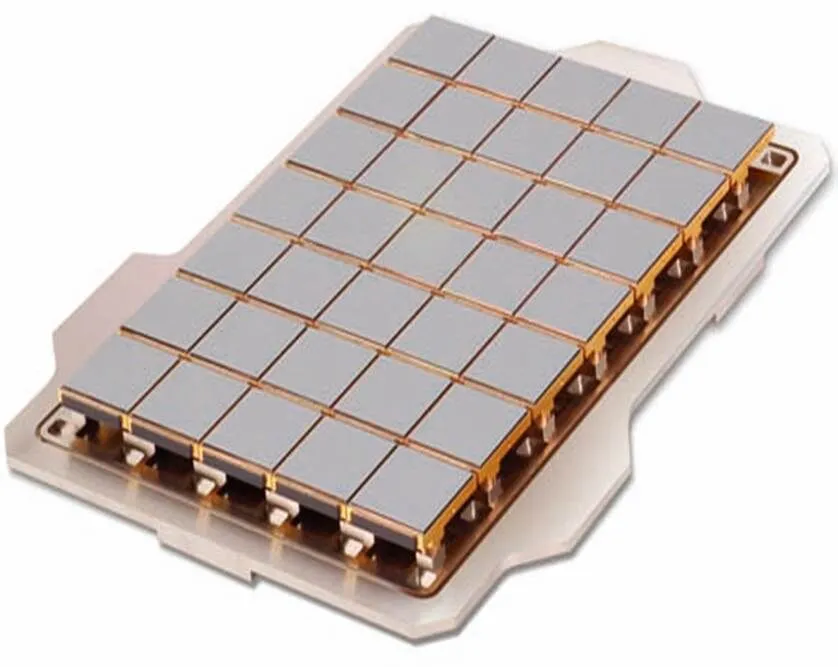
图4 Teledyne公司35个2k×2k碲镉汞拼接阵列[8]
图5 Selex公司8个HD1920×1080拼接阵列[9]
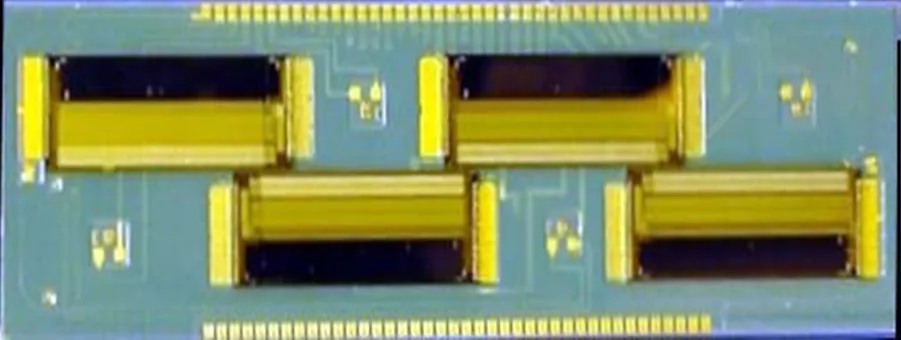
图6 2048×16探测器拼接结构[10]

图7 1500×1探测器拼接结构[12]
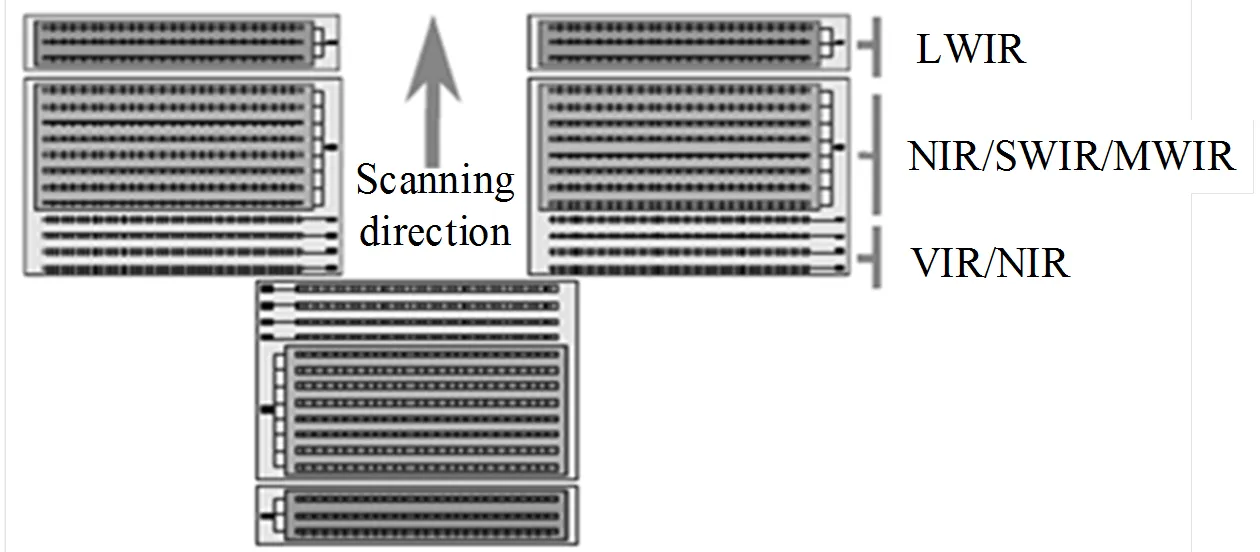
图8 MTI焦平面组件结构[13]
法国Sofradir公司的新一代拼接技术采用In柱互联工艺将5片MCT探测器芯片和10片读出电路连接到一片宝石连接衬底上,完成1500×2双色探测器芯片的拼接[14],图9为1500×2探测器拼接结构。
2.2 国内研究现状
国内开展大规模红外焦平面拼接与耦合技术研究较晚,主要单位有两家,分别是中国电子科技集团公司第十一研究所(后文简称十一所)与中国科学院上海技术物理研究所(后文简称技物所)。十一所已经开展了短波512×12×7探测器组件的拼接和长波5000×6的研制,如图10所示,以及以高分5号卫星用短中波3000×3×2、1500×3×2拼接探测器组件的研制[15]。技物所完成了2048×1探测器的拼接,如图11所示[16]。
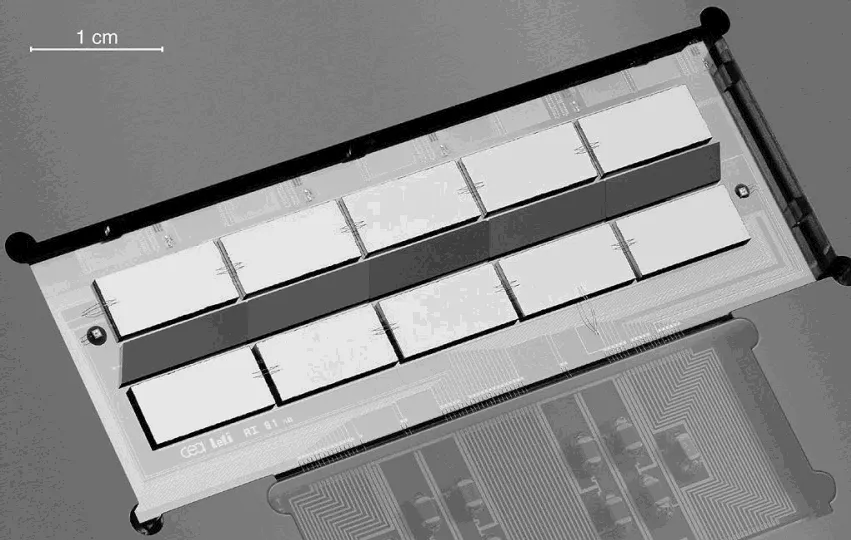
图9 1500×2探测器拼接结构[14]
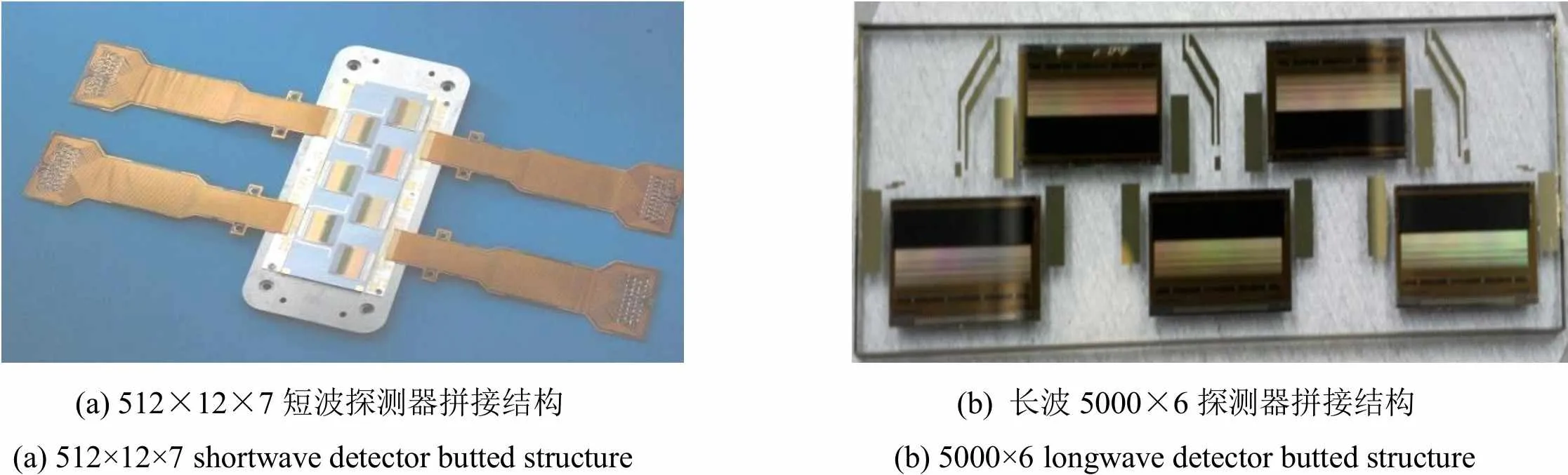
(a) 512×12×7短波探测器拼接结构(a) 512×12×7shortwave detector butted structure(b) 长波5000×6探测器拼接结构(b) 5000×6longwave detector butted structure
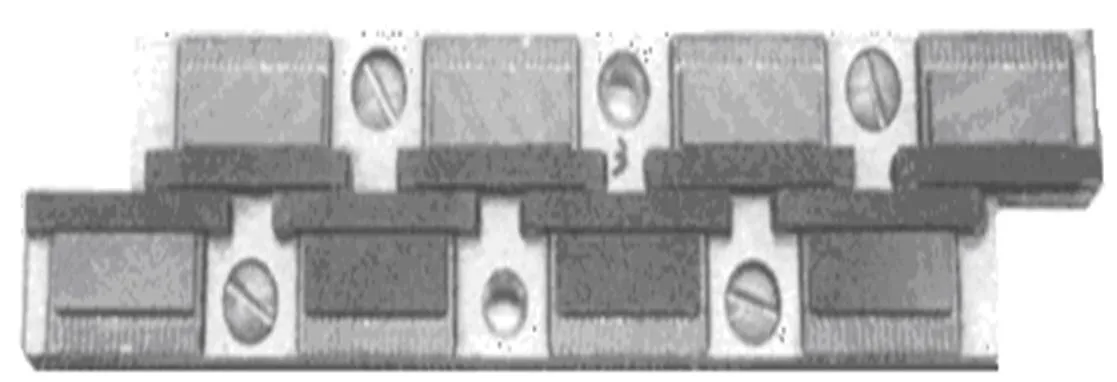
图11 2048×1探测器拼接结构[16]
3 拼接方式及特点分析
根据探测器模块封装形式和程度可以将拼接方式分为模块化拼接和共基板拼接。其主要的区别在于模块化拼接的探测器模块热、电接口通常是独立的,而共基板拼接探测器模块的热、电接口一般在基板上。
3.1 模块化拼接
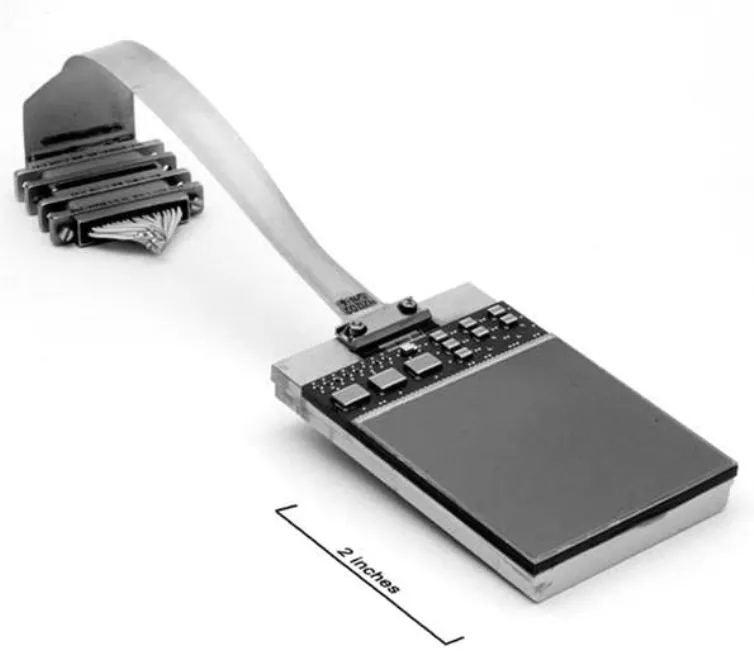
如图12所示,用于拼接的探测器模块包括光敏面与读出电路、基座、母板与引出线缆,每个模块能够独立工作,互不影响。图13为美国Raytheon公司生产的探测器模块化产品[17]。此种模块常用于超大面阵探测器的拼接,主要原因在于面阵探测器多用于凝视成像,中间拼缝要求尽量小,这种方式可以省去用于夹持的工艺边界,从而减小拼缝的距离。如图3(a)所示,拼接完成后的4k×4k探测器有效像素区的最小距离为1.5mm。
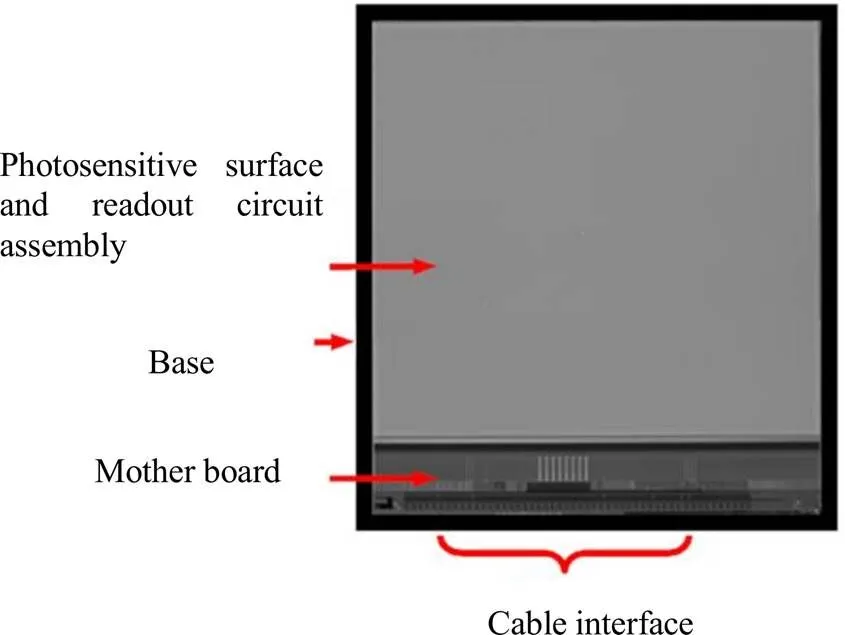
图12 模块化封装探测器模块示意图
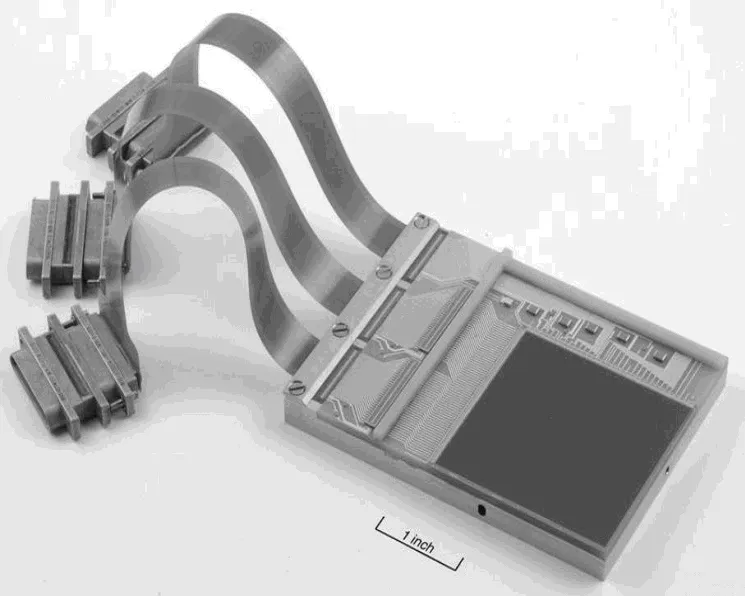
图13 Raytheon公司ORION 2048×2048 InSb探测器[17]
同时,通过对各个光敏面镀不同膜系、或者使用响应不同波段的光敏面可以实现多谱段探测,如图5所示的Selex公司2×2拼接探测器,其4个器件可镀4种不同的增透膜。通过对模块边界设计的优化,可以形成三边与四边都能用于拼接的结构,如图14所示[9]。
3.2 共基板拼接
共基板拼接的典型实现形式如图15[18]与图16所示。对于这种设计,结构都包括读出电路、光敏阵列、拼接基板3种结构件。两者的区别在于图15中结构读出电路与光敏阵列都互连到拼接基板,基板本身除了做支撑外,还要具有连线的功能。而图16中光敏阵列与读出电路互连后贴装到拼接基板上,基板只作为支撑使用,没有连线功能[18]。
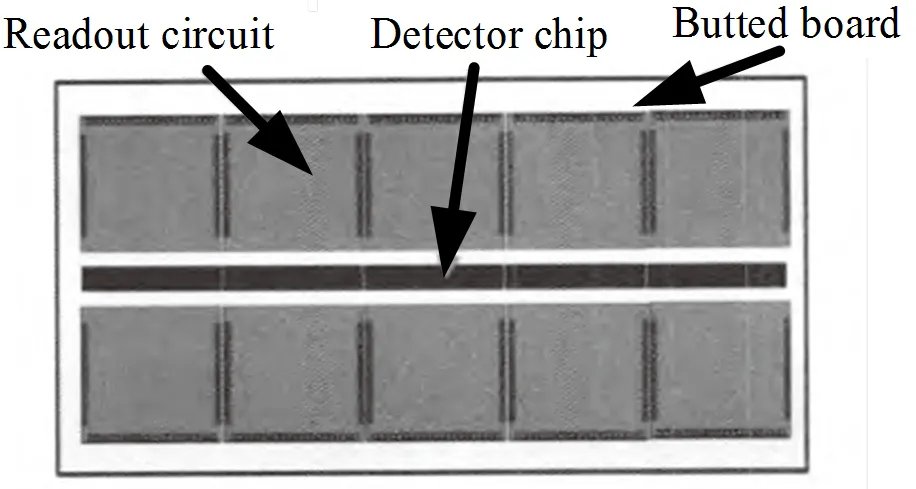
图15 公共基板作为引线与支撑[18]
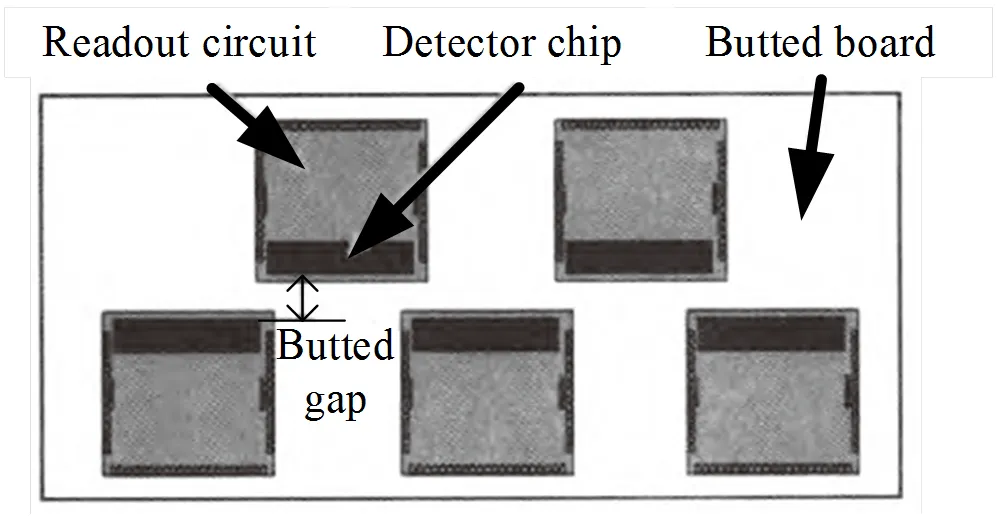
图16 公共基板仅作为支撑[18]
使用图15拼接方式的有法国早期中波1500×2产品,法国Sofradir新一代拼接技术采用In柱互联工艺将5片MCT探测器芯片和10片读出电路连接到一片宝石连接衬底上,完成1500×2双色探测器芯片的拼接,由于采用的是倒装定位工艺,因此拼接精度能保证在1mm,这种拼接方案的技术基于其无损伤划片技术,才能保证相邻两片探测器首尾无盲元。中国电科十一所的短波512×12×7探测器组件采用了图16的拼接方式。
3.3 本章小结
独立封装模块拼接和共基板拼接两种方式各有优劣。采用模块化封装模块进行拼接可以实现大规模探测器阵列,并且探测器阵列各单模块可独立替换。但是其缺点是封装模块的设计、工艺相对复杂。且单模块结构复杂、体积增大、柔带数量增加等会导致组件重量、功耗上升、可靠性降低。共基板拼接的方法拼接精度较高,且探测器阵列封装尺寸小。但是这种方法拼接的探测器阵列,每个探测器芯片或者单模块的可互换性差,难以实现大规模探测器拼接。
模块化封装模块常用于超长线列探测器的拼接。主要原因在于线列探测器多用于扫描成像,光敏阵列在扫描方向规模较小,而在垂直扫描方向规模较大,只要保证在扫描方向不漏扫即可满足要求。因此通常将探测器拼接成“品”字结构,在每个探测器垂直扫描方向的边缘互相交叠部分像元,实现无缝扫描。而每相邻两片探测器在扫描方向的距离,可以通过几何校正进行补偿。另外,对于超大规模面阵探测器,如5×5甚至更大规模的焦平面阵列一般也采用模块化模块进行拼接。其主要优势在于探测器单模块的可替换性好,通过模块化设计,能够更容易实现工作温度下的结构热卸载或热适配,并且探测器阵列组件的可维修性好。
4 关键技术
探测器拼接过程可概括为探测器模块设计、拼接方式确定、探测器拼接实现3个环节。对于探测器模块,读出电路设计是影响拼接质量的主要方面。拼接方式已在第3章中进行了介绍。探测器拼接实现是指在探测器拼接生产环节,保证拼接质量的方法和技术。
4.1 读出电路技术
国际上主流的红外焦平面探测器均采用了光敏阵列与硅读出电路芯片倒装互连的方式制备,如图17所示,读出电路除了要保证基本的电学性能与热匹配外,还要考虑拼接的需求。读出电路上的标记起到了将光敏阵列位置传递与模块相互定位的作用,读出电路的引线方式与四周工艺边界的大小决定了拼缝的大小,分别介绍如下。
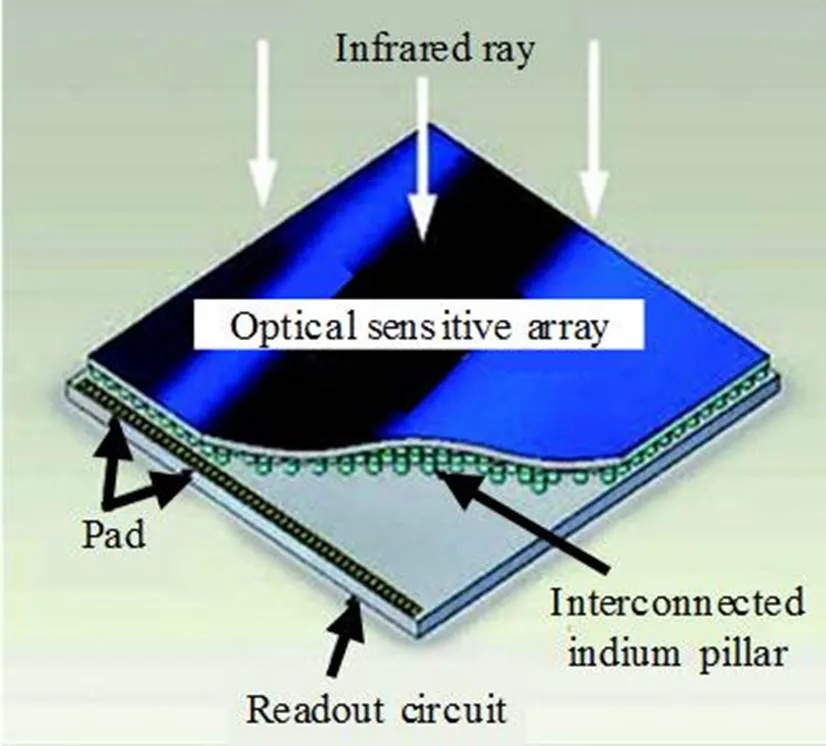
图17 红外探测器结构
首先是定位精度,定位精度包括光敏阵列传递到读出电路的定位精度和模块与模块间的定位精度。光敏阵列传递到读出电路的定位精度决定了实际光敏元的位置,这主要是由于光敏阵列的定位标记在倒装互连后无法观测,需要依靠与读出电路相应定位标记的关系进行推算;模块与模块间的定位精度决定了拼接后组件模块之间的距离、平行度等参数,如图18所示。目前航天工程用红外探测器的光敏阵列和读出电路的定位精度很高,一般优于5mm。而模块间的定位精度取决于拼接设备和拼接标识的精度,在4.3节中进行讨论。
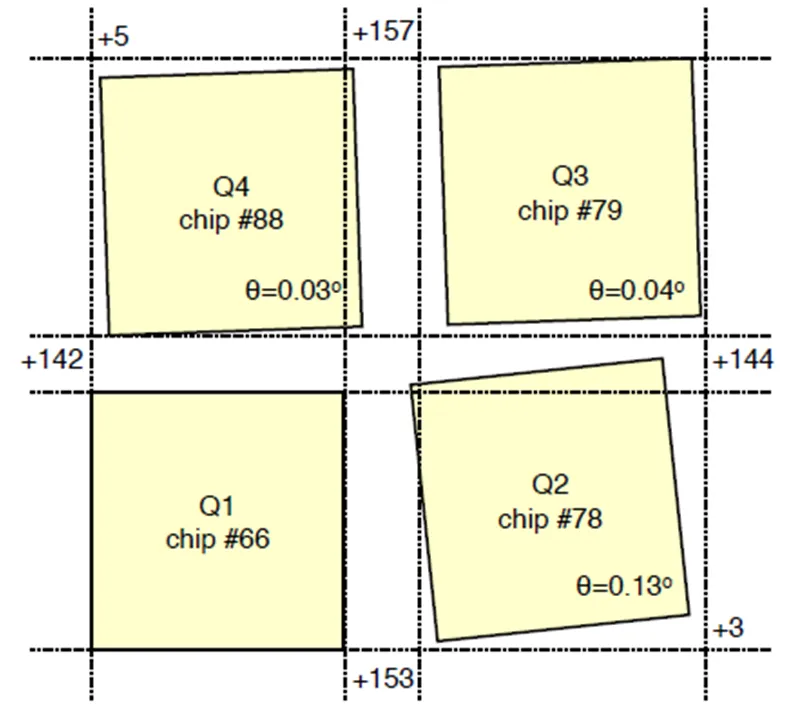
图18 模块间的位置关系示意图
其次是引线方式与边界,面阵拼接时需要拼缝尽量小,两边、三边及四边用于拼接结构示意图如图19,两边结构局限性在于只能拼接成2×2面阵,因此读出电路可以在相临边进行引线,别外两边减小突出光敏面外的边界,以减小拼缝,三边结构相对于两边结构有所改进,可以形成2×面阵[19]。因此读出电路只能在单边引线,别外三边减小突出光敏面外的边界,而四边结构扩展性最好,可以形成×的大面阵,因此对读出电路要求最高,四边都不能用于引线,需要使用3D引线技术。而在线列拼接时,只要保证一面的位置关系,如图20所示,另外3个边界没有特殊要求,因此对读出电路的要求相对宽松。
4.2 模块化封装与共基板技术
在面阵拼接时,每个模块都有模块化封装,包括光敏面与读出电路、基座、基板与引出线缆,如图21所示,基板通常采用多层陶瓷或者宝石结构,为光敏面和基座之间提供热匹配,为读出电路和引出电缆之间提供电学过渡,同时表面可以贴装加热器、温度传感器、电阻和电容。基座通常使用低膨胀系数的因瓦合金。这种结构被设计成便于集成的“即插即用”式操作,结构有3个简单接口:机械接口通过基座的精度保证、与向的精度;电学接口通过柔带与外部接插件相连;热接口使用冷链与基座下部相连[20]。
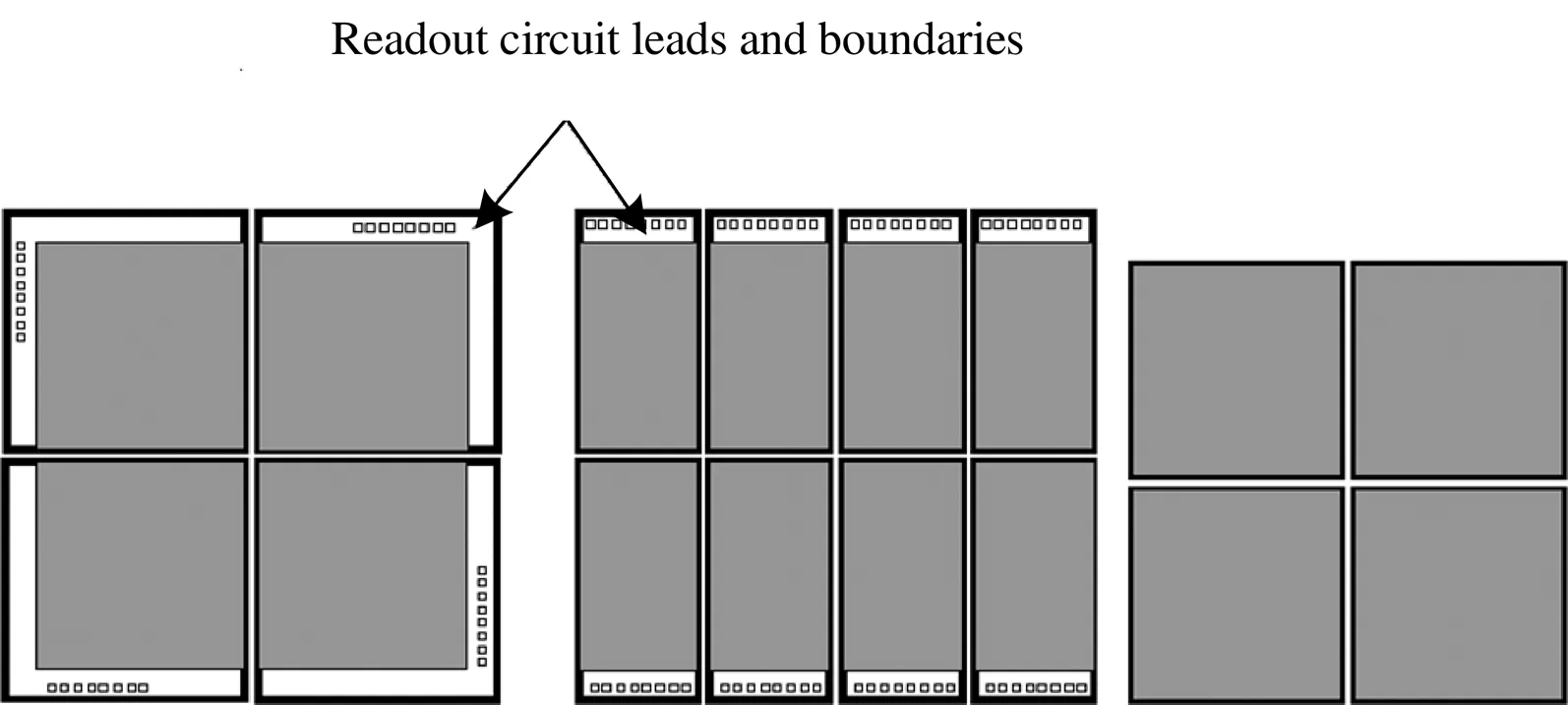
图19 面阵两边、三边及四边用于拼接结构示意图[19]
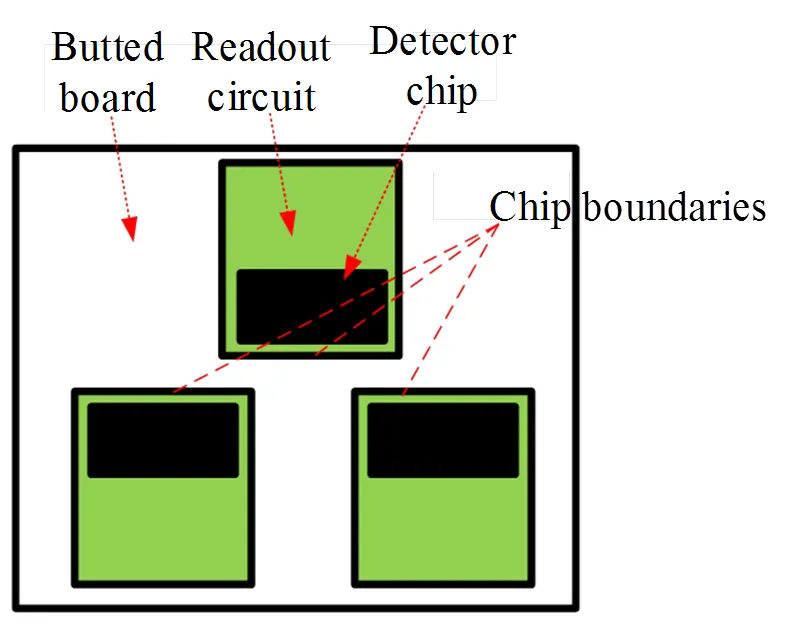
图20 线列拼接重要边界示意图
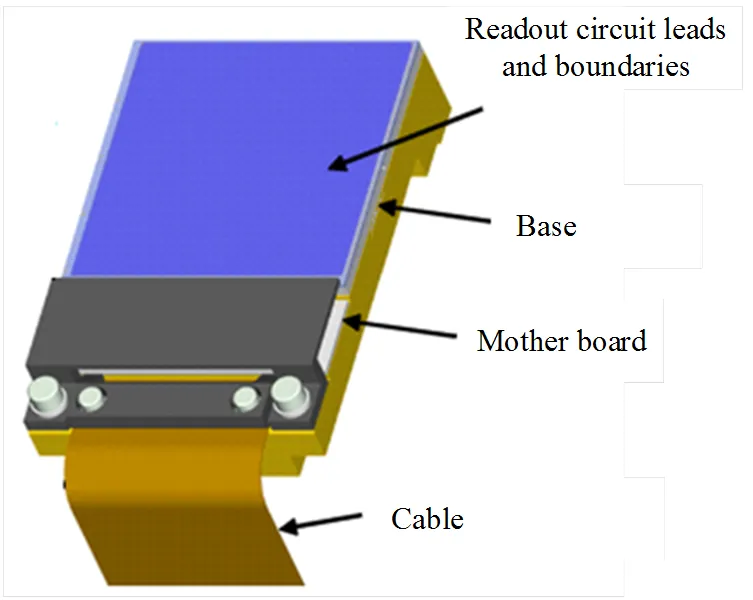
图21 模块化封装组成示意图[20]
在线列拼接时,通常使用光敏面与读出电路总成作为单模块,不再进行模块化封装。将多片单模块在公共基板上进行拼接,拼接工艺的拼接精度关键在拼接设备的放片精度和拼接衬底定位标识的加工精度以及读出电路上定位标识的边缘分辨率。在拼接设备精度保证的前提条件下,读出电路上的定位标识为标准工艺制备,精度能够保证,因此拼接衬底基板的定位标识精度就成为了对准精度的关键。公共基板平整度、结构稳定性要求很高,同时还要考虑拼接基板与子模块和冷板之间的热膨胀系数的影响,选择适应的材料保证制冷效果。此外,需要考虑组件在工作温度下的热变形与常温拼接时的位置的变化,避免出现错行误差[21]。因此采用精密控温技术进行拼接组件的热设计是十分必要的[22]。
读出电路设计和封装形式选择是决定机械拼接时相邻探测器像元距离(拼缝)大小的核心因素。红外焦平面阵列机械拼接的拼缝通常在1.5~5.5mm之间。读出电路与光敏阵列的尺寸差距越小、定位精度越高,探测器模块封装尺寸越小,则探测器阵列拼缝越小。但是,采用机械拼接时无法完全消除拼缝。对于拼缝敏感的应用领域,如天基导弹预警领域,必须采用光学拼接与机械拼接结合方式消除拼缝[23]。拼缝也有用视场(弧度)的方式进行表述和推算的,如JWST望远镜的短波红外拼接焦平面拼缝为4²~5²[24]。
4.3 高精度拼接技术
航天工程应用对视场和空间分辨率较高,模块间的、方向位置误差直接影响地面目标的定位位置,而子模块间方向误差则直接影响成像质量,同时拼接子模块本身均具有几何参数离散性。在面阵拼接时,探测器采用模块化封装,可以前期筛选性能与几何参数相近的模块用于拼接,由于面阵光敏面不允许吸附,因此采用专用的工装进行夹持,如图22所示。在拼接过程中,精度由基座保证的同时,每完成一块探测器的拼接,就由测量显微镜进行测试,如果不满足要求,需要及时调整。对于采用激光定位的拼接设备,设备精度一般在5~20mm。
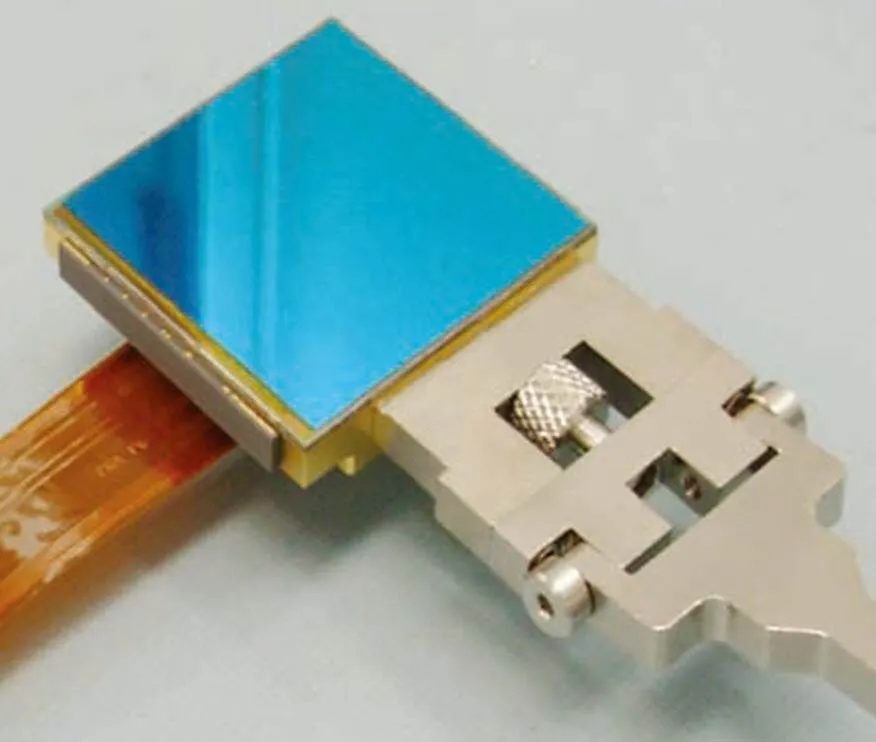
图22 面阵专用工装
在线列拼接时,采用将多个光敏阵列与读出电路总成单模块,按照一定顺序拼接到公共基板上,因此通常精密拼接设备进行正向贴片工艺。首先将探测器芯片模块夹持在专用的工装上,软件定义出位置坐标,利用显微视频系统记录下定位标识;完成成像转换后,将探测器芯片的定位标识与拼接衬底基板的标识对准,加压加热固定,图23为拼接工艺示意。这种拼接工艺对准精度依赖于设备的精度,目前已知对准精度优于±2mm,拼接精度优于±5mm。

图23 拼接工艺示意图
4.4 本章小结
和单模块探测器相比,拼接探测器除了要关注每个探测器芯片的性能外,更需要关注拼接组件的性能指标,比如拼接精度、拼接后面形、系统功耗等。根据相机总体指标分解后的探测器指标,决定了用单模块(单芯片)确定的位置进行拼接。拼接后的精度、像元对准要求、拼缝宽度等是读出电路设计时必须要考虑的工程影响因素。而拼接规模、组件功耗(冷量)、电学设计要求等边界决定了拼接组件使用模块化封装或共基板技术。最后,拼接时的工艺规范、拼接设备、测试设备,以及拼接结构和辅助工装的设计决定了最终的拼接精度和质量。
5 结束语
在大规模面阵和长线列探测器拼接领域,国外基本掌握了其关键技术,且产品也已应用在空间对地观测遥感器及天文望远镜上。我国在本领域起步较晚,现有技术水平尚不足以支撑航天工程应用时分解至拼接探测器组件的相关指标实现。基于航天器系统工程的设计思路,以材料(元器件)的可获得性作为出发点,即基于有飞行经历的探测器单模块开展大规模探测器拼接组件研制和技术攻关是最可靠的实现途径。这就需要对3个方向寻求技术突破。在读出电路技术方面,应开展对不同拼接技术路线的适应性改进,并针对大规模拼接和海量数据传递处理的需求开展数字化技术研究。在模块化封装与共基板技术方面,应开展低温弛豫过程研究,对深低温下材料本构特性、结构设计、电子学特性开展研究,并开展力、热、电耦合研究。对于高精度拼接技术,需要针对设计、研制、试验、储存4个方面开展全流程分析,研发自动化、高精度的拼接辅助工装,制定相应的工艺规范,将整个研制过程中材料、器件、设备的自主可控,建立相应的产品保证规范文件体系,才能确保拼接探测器组件的研制质量和进度按期实现。
[1] 刘兆军, 周峰, 李瑜. 航天光学遥感器对红外探测器的需求分析[J]. 红外与激光工程, 2008, 37(1): 25-29.
LIU Z J, ZHOU F, LI Y.Demands analysis of IR detectors for space remote sensor[J]., 2008, 37(1): 25-29.
[2] 邱民朴, 马文坡. 空间红外推扫成像系统探测器光学拼接方法[J]. 航天返回与遥感, 2019, 40(6): 51-58.
QIU M P, MA W P. Optical butting of linear infrared detector array for space pushbroom imaging systems[J]., 2019, 40(6): 51-58.
[3] Gert Finger, James W Beletic. Review of the state of infrared detectors for astronomy in retrospect of the June 2002 workshop on scientific detectors for astronomy[C]//, 2003, 4841: 839-852.
[4] Philippe Tnbolet, Philippe Chorier. Large infrared focal plane arrays for space applications[J/OL]. [2002-01]https://www. researchgate. Net /publication/228975841_Large_Infrared_Focal_Plane_Arrays_for_Space_Applications.
[5] Peter J Love, Alan W Hoffman, Ken J Ando, et al. 2K×2K HgCdTe detector arrays for VISTA and other applications[C]//, 2004, 5499: 68-77.
[6] Reinhold J Dorn, Gert Finger, Gotthard Huster, et al. The CRIRES InSb megapixel focal plane array detector mosaic[C]//, 2004, 5499: 510-517.
[7] Hall D N B, Luppino G, Hodapp K W, et al. A 4K×4K HgCdTe astronomical camera enabled by the James Webb Space Telescope NIR detector development program[C]//, 2004, 5499: 1-14.
[8] Thomas Sprafke, James W Beletic.High-performance infrared focal plane arrays for space applications[J]., 2008, 19(6): 22-27.
[9] Thorne P, Gordon J, Hipwood L G, et al. 16 megapixel 12μm array developments at Selex ES[C]//, 2013, 8704: 87042M-1-87042M-9.
[10] Tom Chuh, Markus Loose, David J Gulbransen, et a1. Astronomy FPA advancements at Rockwell scientific[C]//, 2006, 6265: 62652K-1-62652K-14.
[11] M Zucker, I Pivnik, E Malkinson, et a1. Long mid-wave infrared detector with time delayed integration[C]//, 2003, 4820: 580-592.
[12] Tribolet P, Chatard J P, Costa P, et al. Progress in HgCdTe homojunction infrared detectors[J]., 1998, 184-185: 1262-1271.
[13] Robert W Besuner, Christopher J Bebek, Gunther M Haller, et a1. A 260 megapixel visible/NIR mixed technology focal plane for space[C]//, 2011, 8155: 81550D-1-81550D-14.
[14] Michael Dahlin. Advanced focal plane array systems for next-generation scanning remote sensing instrument[C]//, 2003, 4820: 406-417.
[15] 王成刚, 东海杰, 刘泽巍, 等. "高分五号"卫星多谱段集成TDI线列红外探测器[J]. 航天返回与遥感, 2018, 39(3): 80-84.
WANG C G, DONG H J, LIU Z W, et al. Development of multispectral TDI linear infrared detector for GF-5 satellite[J]., 2018, 39(3): 80-84.
[16] 李言谨, 陈路, 胡晓宁, 等. 长波红外2048元线列碲镉汞焦平面器件[J]. 红外与毫米波学报, 2009, 28(2): 90-92.
LI Y J, CHEN L, HU X N, et al.Long-wave infrared 2048-elements linear HgCdTe focal plane array[J]., 2009, 28(2): 90-92.
[17] Alan W Hoffman, Elizabeth Corrales, Peter J Love, et al. 2K×2K InSb for astronomy[C]//, 2004, 5499: 59-67.
[18] 王成刚, 东海杰. 超长线列碲镉汞红外探测器拼接方式对比分析[J]. 激光与红外, 2013, 43(8): 920-923.
WANG C G, DONG H J. Butted manner analysis of long linear infrared focal plane detectors of MCT[J]., 2013, 43(8): 920-923.
[19] Thorne P, Weller H, Hipwood L G. 12 μm pixel pitch development for 3-side buttable megapixel MW FPAs[C]//, 2012, 8353: 83532J-1-83532J-9.
[20] Peter J Love Alan, Hoffman W, David J Gulbransen, et al. Large-format 0.85-2.5 micron HgCdTe detector arrays for low-background applications [C]//, 2004, 5167: 134-142.
[21] 梅强, 曹学强, 张博文, 等. 空间光学相机焦面拼接热变形对图像配准影响[J]. 航天返回与遥感, 2021, 42(5): 31-38.
MEI Q, CAO X Q, ZHANG B W, et al. Analysis of the effect of butting assembly thermal deformation on image registration[J]., 2021, 42(5): 31-38.
[22] 郭楠, 于波, 夏晨晖, 等. 空间光学相机焦面拼接基座高温度稳定性控制[J]. 航天返回与遥感, 2020, 41(4): 64-73.
GUO N, YU B, XIA C H, et. Temperature control with high stability for the assembly base of space optical cameras[J]., 2020, 41(4): 64-73.
[23] 周峰, 刘冰, 王成刚, 等. 一种红外探测器超大面阵复合拼接方法: CN106813781A[P]. 2017.
ZHOU F, LIU B, WANG C G, et. A Composite Splicing Method for Super Large Array of Infrared Detectors: CN106813781A[P]. 2017.
[24] Rieke G H. NIRCam Detector Overview[EB/OL]. [2017-07-13]. https: // jwst-docs.stsci.edu/jwst-near-infrared-camera/nircam-instrumentation/ nir- cam- detector-overview.
Infrared Detector Butted Technology for Space
LYU Weidong1,DENG Xuguang1,WANG Qianwei2,LIAN Minlong1,ZHANG Jiushuang1,CHEN Ming2,GU Deyu1,TIAN Dacheng1
(1.,100081,; 2. PLA No.32011,100081,)
To meet the demand for wide field of view, high-resolution, and multispectral detection in space applications, more large-scale bands and infrared focal plane arrays will be the future trend in space remote sensing. Currently, the scale and band of massive array detectors are limited by the sizes of detector materials and processing technology of silicon; thus, they are unable to meet the space requirements for wide field of view, high-resolution, and multispectral detection. Obtaining large-scale and multiband detectors through butting is a practical solution. In this paper, several butting techniques are discussed, and their properties, key technologies, and capabilities are presented.
large-scale infrared detector, butted technology, multi-spectral, ROIC
TN219
A
1001-8891(2022)10-0999-10
2022-07-17;
2022-09-14.
吕玮东(1990-),男,博士,研究方向是低温光学技术。E-mail:lvweidongcasc@163.com。