地浸工艺钻孔开窗切割方法应用研究
2022-12-10邱化村马玉君李溪清
邱化村,马玉君,李溪清
(核工业二一六大队钻探工程院,乌鲁木齐 830011)
核工业二一六大队钻探工程院在新疆伊犁蒙其古尔地区长期从事地浸工艺钻孔施工,积累了丰富的钻探施工技术和施工组织管理经验。本文紧密结合伊犁地浸工艺钻孔施工案例,就钻孔开窗切割的施工方法展开讨论。
1 开窗式切割钻孔概述
开窗式切割钻孔是指在钻孔裸孔内安装硬聚氯乙烯(UPVC)井管,将井管外环空全部揭露地层用水泥封死,然后在井管内将矿层段切开并安装内置过滤器的钻孔。该钻孔施工分为一次成井和二次成井两部分,其中一次成井采用Φ244 mm 钻头开孔,施工至含矿含水层顶板位置,更换Φ215 mm 钻头施工至设计孔深进行综合测井,根据设计要求,安装UPVC 井管,在井管内部下入Φ50 mm 注浆管,进行逆向水泥固井,直到孔口返浆,完成一次成井。钻孔候凝10~15 d后,在井管内部下入Φ60 mm 钻杆连接切割器进行矿层段开窗切割施工,钻孔开窗切割完成后依次进行清渣冲孔、测井、内置过滤器安装、逆向填砾、洗井工序,最终完成二次成井[1]。开窗式切割钻孔结构如图1所示。
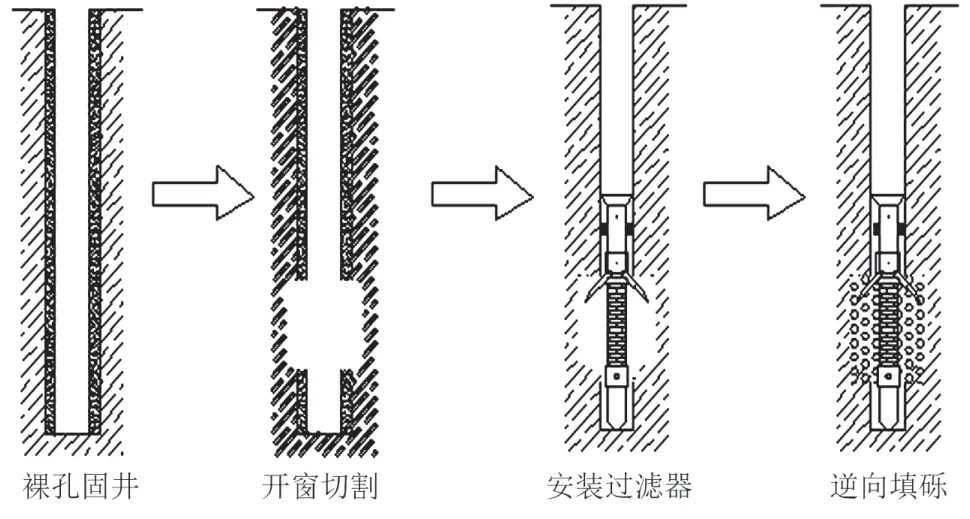
图1 开窗式切割钻孔结构
2 施工设备与材料的选择
2.1 切割钻机的选择
钻孔开窗切割工艺施工需要通过钻机带动Φ60 mm钻杆在井管内回转,为切割器提供动力。根据钻孔开窗切割技术要求,选择岩心立轴式钻机较为适合,其优点为钻塔可立钻杆柱,配有拧管机,提下钻方便快捷,钻机配有足够仪表,利于掌握孔内情况,操纵手柄少且布局合理,操纵灵活可靠。转速级数多,低速扭矩大,钻机卡盘采用液压柱销式,夹紧可靠,设备整体质量较小、可拆性好,便于搬迁,满足钻孔开窗切割工序的技术要求。推荐使用XY-5、XY-6N、XY-6B 等型号钻机。
2.2 切割泥浆泵的选择
目前,地浸工艺钻孔切割位置深度为450~650 m,采用NBB 系列泥浆泵较为合适。该种泥浆泵为曲柄连杆结构、三缸单作用的卧式活塞泵,活塞为唇形自封式,由橡胶及尼龙保护垫压制而成,配有抗震压力表及必要的备件、拆装工具等,可变多种流量。
2.3 切割器的选择
选择使用TYD-114/300 型液压偏心单刀切割器[1-2]。
2.3.1 结构
该切割器主要由5 部分组成,上部为偏心缸,下部为偏心刀架,侧面为偏置刀片,中间为偏心推杆(齿杆)和复位弹簧,如图2 所示。
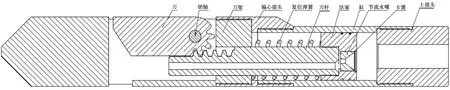
图2 TYD-114/300 型液压偏心单刀切割器结构
2.3.2 工作原理
缸内活塞与推杆相连,推杆下端带齿条,通过齿条与刀片齿轮相啮合,刀片用销轴固定在刀架上,从活塞至刀杆底端有水孔贯穿。工作时,泥浆泵输送的高压水推动活塞向下运动,活塞进而推动推杆(齿杆)向下运动,推杆推动刀片垂向旋转,使刀片从刀架内伸出,然后旋转刀片实现切割[3-4]。
2.3.3 工作参数设计
最大工作压力为4 MPa,最大液压推力为20 kN,刀头最大压力为4.72 kN。节水嘴直径为6 mm,最大过水量为260 L/min。
2.3.4 强度设计
刀片材质为42CrMo 合金钢,其屈服强度为930 MPa,即9 300 kg/cm2。钻机最大扭距(蹩车时)为5 000 N·m,刀片力臂长度为6 cm,所受最大扭力为83.33 kN,割刀截面积为23 cm2,刀片最大剪应力为362 kg/cm2,考虑冲击载荷30%,最大剪应力取470 kg/cm2。
2.4 冲洗液的配制
主剂可选羧甲基纤维素钠、聚乙烯醇、聚丙烯酰胺、水解聚丙烯腈钠、羟丙基瓜胶和植物胶等,辅剂可选硼砂、腐钾和食盐等,其配比为主剂的0.2%~0.5%,黏度为5~10 mPa·s,漏斗黏度为18~20 s[5]。主剂加入水中要充分散开,可装在筛网筒里晃动撒入。搅拌机搅制的冲洗液入池前,要用过滤筛滤渣。
3 开窗切割方法及对比
3.1 开窗切割方法
开窗切割方法主要有3种,一是回转切割,二是螺杆钻具切割,三是复合切割。
3.1.1 回转切割
回转切割是利用钻机立轴回转带动钻杆转动,为切割器提供动力,达到钻孔开窗切割的目的。由于UPVC 井管强度较低,为避免钻杆转动损坏井管而出现漏水点,只能采用低挡速进行切割施工,以XY-6B 型岩心钻机为例,1 挡转速仅为80 r/min,切割效率较低。回转切割钻具有:主动钻杆(Φ65 mm)+钻杆(Φ50 mm/Φ60 mm)+滑动扶正器(Φ90 mm/Φ100 mm)+切割器;短杆若干,长度有0.3 m、0.6 m、0.9 m、1.2 m。
3.1.2 螺杆钻具切割
螺杆钻具是一种把液体的压力能转换为机械能的能量转换装置。高压液体进入钻具,迫使转子在定子中滚动,马达产生的扭矩和转速通过万向轴传递到传动轴和切割器上,从而达到钻孔开窗切割的目的。螺杆带动切割器转动时,由于PVC 井管、水泥环、矿层切割阻力易导致钻杆反转,造成钻杆卸扣脱落等井内事故,单靠螺杆转动(转速60 r/min)的切割效率较低。螺杆切割钻具有:主动钻杆(Φ65 mm)+钻杆(Φ50 mm/Φ60 mm)+螺杆(Φ102 mm)+切割器;短杆若干,长度有0.3 m、0.6 m、0.9 m、1.2 m。
3.1.3 复合切割
复合切割是利用钻机立轴回转带动钻杆转动,同时泥浆泵通过高压泥浆带动螺杆传动轴转动,二者一起为切割器提供动力,达到钻孔开窗切割的目的。切割转速可达到140 r/min,切割效率相对提高。复合切割钻具有:主动钻杆(Φ65 mm)+钻杆(Φ50 mm/Φ60 mm)+自制滑动扶正器(Φ90 mm/Φ100 mm)+螺杆(Φ102 mm)+切割器;短杆若干,长度有0.3 m、0.6 m、0.9 m、1.2 m。
3.2 开窗切割方法优缺点
通过对比回转切割、螺杆钻具切割和复合切割,将3 种切割方案优缺点总结,如表1 所示。

表1 不同开窗切割方法对比
4 开窗切割存在的问题及应对措施
开窗切割主要存在两个问题。一是刀具有磨损,开窗切割速度慢。通过对切削柱的形状改进,利用切削柱棱角对UPVC 管进行开窗处理,加快了UPVC 管开窗速度,缩短开窗时间,降低切削柱的磨损,提高了刀具的使用效果。二是随着切割空间增大,切割腔水流速度降低,泥浆携带能力变差,导致塑料片返渣不畅。可增加清孔返渣钻具清孔时的泵量,清渣钻具上加装捞渣筒捞渣,采用Φ108 mm 岩心管加工制作,捞渣效果较好。
5 结论
本文通过梳理开窗式切割钻孔施工工艺流程,总结切割钻探设备选择、冲洗液配制与开窗切割施工的方法,分析施工过程中面临的主要问题,提出相关应对措施。研究表明,钻孔开窗切割施工适宜选择XY-5 型岩心立轴式钻机,搭配NBB260/7 型或NBB390 型泥浆泵,配制无固相冲洗液;开窗切割宜采用复合切割方式,该切割方法通过加装扶正器控制井管损坏程度,切割效率较高;改进切割刀片,加快了UPVC 井管开窗速度,缩短了开窗时间,降低了切削柱的磨损,提高了刀具使用效果。自制捞渣筒简单方便,捞渣效果较好,能满足切割钻孔捞渣要求。