不同分切打叶方式对片烟形状特征的影响
2022-12-09毕思强王国良周进华李新锋谷晓懂徐大勇范明登
毕思强, 杨 杰, 王国良, 文 武, 周 东, 刘 洋, 周进华,李新锋, 谷晓懂, 徐大勇, 范明登, 杜 薇*
(1.山东中烟工业有限责任公司 青州卷烟厂, 山东 青州 262500; 2.四川中烟工业有限责任公司技术中心,四川 成都 200082; 3.福建省龙岩金叶复烤有限公司, 福建 龙岩 364102; 4.中国烟草总公司 郑州烟草研究院, 河南 郑州 450001)
0 引言
【研究意义】片烟大小、形状是影响烟丝结构的主要因素[1-2]。近年来,烟草行业提出“降大片,提中片”的要求,片烟结构的控制理念已从传统的追求大片率和大中片率向控制大片率、提升中片率转变[3-4]。传统的烟片结构难以适应新时代卷烟治理控制要求。通过建立片烟形状表征方法,研究不同打叶方式对不同部位、不同等级烟叶形状特征和结构的影响,对有效提高打叶质量和卷烟加工质量具有重要现实意义。【前人研究进展】罗登山等[5]研究表明,影响叶片结构的因素主要有烟叶原料的物理特性、加工工艺和设备等。刘志平等[6]研究发现,大于12.7 mm叶片比例对3.2 mm以上叶丝比例有显著影响,小于12.7 mm叶片比例对1.4 mm以下叶丝比例有显著影响。娄元菲等[7]分析河南许昌、贵州毕节和福建三明3个烟叶主产地主栽烤烟品种力学与打叶特性发现,福建三明翠碧1号打叶耐打性较好,烟叶造碎较小。杨洋等[8]研究发现,下部叶采用“两段式”全叶加工、中部叶采用“两段式”去叶基加工、上部叶采用“三段式”全叶加工可提高打叶复烤烟叶的质量。徐大勇等[9-11]提出基于计算机视觉片烟形状测量方法,分别使用傅里叶描述子和分形维数2种方法对片烟形状进行定量描述;提供了片烟形状表征的新方法。【研究切入点】片烟结构的测定主要是利用筛分法,但此方法无法准确地描述不同区间内叶片尺寸的连续分布情况和均匀性。目前鲜见利用片烟形状表征方法分析不同打叶方式对打后片烟形状、大小及其均匀性影响的研究报道。【拟解决的关键问题】采用片烟大小及其分布检测系统,检测打后烟叶的片烟形状,分析不同分切打叶方式对不同等级片烟的紧致度和小岛法分维数的影响,为打叶复烤实时检测、即时调整打叶工艺参数提供参考依据。
1 材料与方法
1.1 材料
1.1.1 烟叶样品 福建B2F、福建B12F、福建C3F、福建C2FX与C3FX混样(下称福建C23FX)、福建X2F、福建X3F、陕西B3F与陕西B4F混样烟叶(下称陕西B34F)及福建三明尤溪X3F,福建中烟工业有限责任公司提供。在打叶后汇总皮带随机选取所需各等级烟叶样品,每个样品2 kg。
1.1.2 仪器 Retsch AS400筛分仪,德国Retsch公司;PL3001-S型电子天平(感量0.01 g),瑞士Mettler公司;CA8011型片烟大小及其分布检测系统,郑州烟草研究院提供。
1.2 方法
1.2.1 试验设计
1) 相同加工条件下不同部位片烟的形状特征。在同一生产线上,同一加工条件下,对具有代表性的上、中和下部烟叶分别分切成不同大小的片烟,参照文献[12]的方法将片烟面积划为不同区间(0~300 mm2、300~500 mm2、500~1 000 mm2、1 000~1 500 mm2、1 500~2 000 mm2、2 000~3 000 mm2、3 000~5 000 mm2及>5 000 mm2),然后对比分析不同部位片烟的片烟结构,即此面积区间烟叶占总烟叶面积的比例。
2) 不同分切打叶方式对片烟大小形状的影响。以福建B2F烟叶为样品,设4个处理,即对同一等级片烟在切把时分别切1刀(即在解把切把时将把烟平均分成2段,该法为常用方法)、切2刀(即将把烟平均分成3段)、不分切和分类打(切断后叶基与叶身分类)打叶。参照文献[13-15]的方法将不同分切打叶方式打后片烟的面积-周长作对数拟合计算其小岛法分形维数,以对比分析同一等级不同分切打叶方式片烟的形状分布特征。
3) 不同打叶参数对片烟形状的影响。打辊类型:对比耳座式打辊复烤线与圆盘式打辊复烤线对不同等级烟叶打后形状的影响,分析不同类型打辊对不同等级片烟紧致度的影响。框栏尺寸:在同一打叶机组上采用2组不同规格的框栏(表1)对不同等级烟叶进行打叶,检测打后片烟大小及形状。
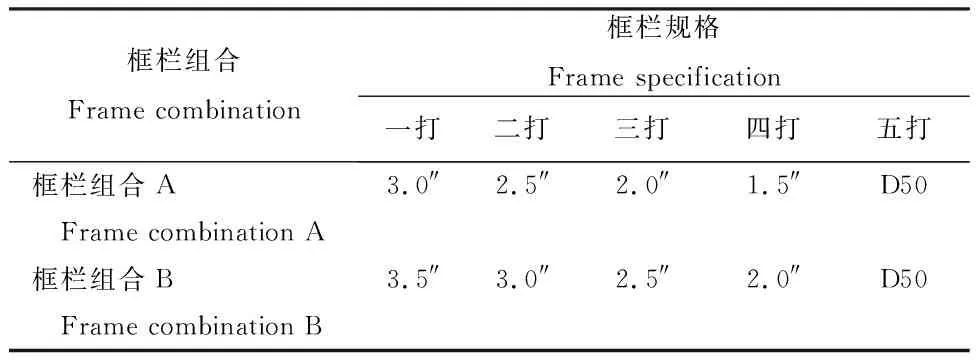
表1 不同规格框栏配置
1.2.2 指标测定
1) 片烟紧致度。紧致度(J)是周长(L)的平方与面积(A)的比值,用于描述形状的紧凑程度,紧致度越小形状越紧凑,紧致度越大形状越复杂。生产实践表明,形状紧凑的片烟切后烟丝造碎较少,有利于减少制丝过程中的损耗。根据YC/T 449—2012烟叶片烟大小及其分布的测定叶面积法进行片烟面积测量与数据处理[13]。利用片烟大小及其分布检测系统测试叶片面积[14-15]。

式中,a为常数,D为分形维数,L为片烟周长,A为片烟面积。
1.3 数据统计与分析
采用Execl 2010和Minitab 2017进行数据统计与分析,并绘图。
2 结果与分析
2.1 相同加工条件下不同等级各部位片烟形状特征
由表2可知,随片烟面积增加,各部位片烟紧致度均呈增加趋势。片烟面积越小,越接近于圆形。对于不同等级各部位片烟,片烟面积0~300 mm2时紧致度基本一致;随片烟面积增大,紧致度差异也增大,片烟面积≤1 000 mm2时,不同等级片烟紧致度差异不显著(福建B2F除外);片烟面积≥1 500 mm2时,不同部位片烟紧致度存在显著差异,平均紧致度上部烟(85.96)<中部烟(118.74)<下部烟(129.5)。说明,在相同加工条件下,上部烟最紧致,下部烟形状最复杂。通过片烟面积-周长对数拟合曲线得不同等级片烟的分形维数分别为福建B2F 1.26、陕西B34F 1.28、福建C3F 1.29、福建X2F 1.30及福建X3F 1.30,表现为福建X2F 1.30=福建X3F>福建C3F>陕西B34F>福建B2F,即分形维数上部烟<中部烟<下部烟。表明,不同部位分形维数与紧致度呈现相同变化趋势。

表2 不同等级各部位片烟的紧致度
2.2 不同分切打叶方式各级大小片烟结构及紧致度
2.2.1 各级大小片烟的占比 由表3可知,不同分切打叶方式对福建B2F片烟结构存在影响。切1刀与切2刀的打叶方式打后各级片烟结构差异不大,其差值在0.30%~4.82%;但切1刀与切2刀时350~1 300 mm2片烟结构高于不分切和分类打方式,较不分切方式分别高7.39%和6.82%,较分类打方式分别高31.51%和30.81%;0~200 mm2片烟结构较不分切方式分别低23.76%和23.09%,与分类打方式接近。4种分切打叶方式打后片烟结构随片烟面积增加均呈先降后升趋势。

表3 不同分切打叶方式打后片烟结构(福建B2F)
2.2.2 紧致度 由表4可知,随片烟面积增加,不同分切打叶方式福建B2F各级片烟的紧致度均呈增加趋势。片烟面积为0~400 mm2时不同打叶方式打后片烟的紧致度基本一致,为16.28~17.93,差异不显著;片烟面积为400~1 600 mm2和2 000~4 000 mm2时不分切打叶方式紧致度分别为44.38~59.69和68.85~82.23,显著大于其余打叶方式,其余打叶方式间差异不显著;片烟面积为4 000~5 000 mm2时不分切方式紧致度显著大于其余打叶方式,切1刀方式紧致度显著大于切2刀和分类打打叶方式,切2刀与分类打间差异不显著。表明,片烟面积越大紧致度差异越大;切1刀、切2刀与分类打打后各级片烟的紧致度基本一致;不分切打叶方式紧致度较大,打后片烟较不紧凑。

表4 不同分切打叶方式各级片烟的紧致度(福建B2F)
2.2.3 分形维数 不同分切打叶方式打后片烟分形维数为1.27~1.31,表现为不分切(1.31)>分类打(1.28)>切1刀(1.27)=切2刀(1.27),切1刀和切2刀与分类打的分形维数基本一致,不分切打叶方式较其余3种方式分形维数大,打后片烟最不紧致。
综上所述,分切打叶方式对打后片烟形状和大小均有一定影响,分切后打叶片烟形状更加紧致,但分切刀数对大小形状均无显著影响。
2.3 不同打辊类型和框栏尺寸处理片烟的形状特征
2.3.1 打辊类型 从图1看出,不同类型打辊打后各级大小片烟和各部位片烟的紧致度存在差异。
1) 各级片烟的紧致度。耳座式打辊和圆盘式打辊打后,随片烟面积增大,不同等级片烟紧致度逐渐增加。相同等级烟叶采用圆盘式打辊打后片烟紧致度小于耳座式打辊,平均低22.58%。
2) 各部位片烟的紧致度。打辊类型对片烟形状影响较大。耳座式打辊和圆盘式打辊打后片烟紧致度总体呈上、中部烟好于下部烟,其紧致度表现为下部烟>中部烟≈上部烟,耳座式打辊下部烟紧致度较中部烟和上部烟分别高18.34%和19.85%;2种类型打辊打后片烟紧致度存在明显差异,各部位片烟的紧致度均表现为耳座式打辊>圆盘式打辊,耳座式打辊上、中和下部烟紧致度分别较圆盘式打辊高47.48%、22.96%和29.56%,圆盘式打辊打后片烟形状更紧致。
2.3.2 框栏尺寸 为满足生产需要,上、中和下部烟叶应分别提高350~1 300 mm2、300~1 100 mm2和500~1 600 mm2的片烟结构,减少300 mm2以下片烟结构结构。从表5看出,不同框栏打后各部位烟叶不同等级片烟的结构不同。其中,采用框栏组合B打叶后,上部烟0~200 mm2和中部烟0~100 mm2片烟结构变化不大,但350~1 300 mm2和300~1 100 mm2片烟结构明显提高,分别较组合A提高13.29%和155.59%;下部烟采用框栏组合B打叶后,500~1 600 mm2片烟结构变化不大,但0~300 mm2片烟结构明显减少,较组合A减少28.51%。
不同部位烟叶采用不同框栏(组合A和组合B)打后片烟的分形维数表现为福建B12F分别为1.20和1.18,福建C23FX均为

表5 不同框栏组合打后各级片烟结构
1.21,福建X3F分别为1.27和1.25。表明,2组框栏打后片烟分形维数无显著差异,但下部烟分形维数较上、中部稍高,组合A下部烟较上、中部烟分别高5.83%和4.96%,组合B下部烟较上、中部烟分别高5.93%和3.31%。从图2看出,随片烟面积增加,不同框栏组合打后烟叶的紧致度均呈上升趋势;组合A下部烟平均紧致度较上、中部烟分别高108.25%和139.82%,组合B下部烟紧致度较上、中部烟分别高67.38%和33.88%;下部烟紧致度组合A较组合B高27.81%,组合A和组合B上中部烟叶紧致度基本无差别。说明对于不同框栏加工方式,下部烟较上、中部烟有不同的力学特性。
综上所述,在试验设计范围内,较大尺寸的框栏有利于打后叶片结构的优化,同时减少下部烟叶片形状复杂程度。
3 讨论
研究结果表明,不同分切打叶方式对福建B2F片烟结构存在影响,切1刀与切2刀的打叶方式打后各级片烟结构差异不大,但2种打叶方式350~1 300 mm2片烟结构高于不分切和分类打方式,<200 mm2片烟结构较不分切方式低,与分类打方式接近;4种分切打叶方式打后片烟结构随片烟面积增加均呈先降后升趋势。堵劲松等[2]采用灰色关联法分析烟丝结构分布与卷烟物理指标的相关关系发现,烟丝结构分布的最好长度应为2.00~4.75 mm,以获得较为理想的卷烟物理指标及其稳定性。赵佳成等[4]分析不同切丝宽度对成品烟丝结构及其分布稳定性的影响规律发现,不同切丝宽度对成品烟丝结构影响较大,成品烟丝中长丝率随切丝宽度增加而增加,但成品烟丝结构分布稳定性降低。罗登山等[5]认为,烟叶原料的物理特性、加工工艺和设备等是影响叶片结构的主要因素,不同尺寸叶片的比例变化对烟丝结构有影响,进而影响卷烟质量。刘志平等[6]研究叶片大小与叶丝尺寸的关系认为,在卷烟生产中,叶丝结构中>3.2 mm和<1.4 mm叶丝的比例是衡量制丝线加工水平的重要工艺参数,叶片>12.7 mm对>3.2 mm叶丝的比例有显著影响,叶片≤12.7 mm对≤1.4 mm叶丝的比例有显著影响。杨洋等[8]研究发现,分切加工方式对不同部分打叶复烤烟叶质量的影响存在差异,下部叶采用“两段式”全叶加工、中部叶采用“两段式”去叶基加工、上部叶采用“三段式”全叶加工可明显提高打叶复烤烟叶的质量。本研究结果与上述研究结果相似。
研究结果表明,紧致度和分形维数能更加精确地表示片烟形状特征,采用紧致度能细分相同等级不同面积片烟形状特征,利用分形维数和紧致度可描述不同部位片烟的形态特征。证明,分形维数和紧致度2种方法对片烟形状具有可靠的描述能力。根据结果看,紧致度和分型维数对片烟形状的表征效果基本一致。面积越大的片烟,紧致度越大,分形维数越大,形状越复杂,切丝时边缘越容易切出碎丝,为“降大片,提中片”提供了新的指导方向。下部烟紧致度和分形维数大于中部烟和上部烟,应是由于其物理指标(抗张力、断裂伸长量及叶质重等)较中上部烟更低所致。
目前研究仅关注不同加工条件、不同设备对片烟结构的影响,以及如何控制片烟的结构、调节片烟大小,未考虑片烟形状对后续加工生产的影响。同时研究发现,叶片的大小和形状存在耦合关系,未来如何实现2个因素的解耦控制,仍需要通过大量试验、特殊工艺的改进和设备改造进一步研究。
4 结论
加工条件相同时,平均紧致度上部烟(85.96)<中部烟(118.74)<下部烟(129.5),分形维数上部烟(1.27)<中部烟(1.29)<下部烟(1.30);上部烟最紧致,下部烟形状最复杂。分切打叶方式对打后片烟形状和大小均有一定的影响,分切后打叶片烟形状更加紧致,但分切刀数对各级片烟的紧致度均无显著影响。打辊类型对片烟形状影响较大,圆盘式打辊打后片烟紧致度小于耳座式打辊。尺寸较大的框栏能生产出结构和形状更符合制丝需求的片烟,同时对下部烟形状有明显影响。总之,可利用片烟大小及其分布系统测定不同打叶方式对片烟形状、结构及其均匀性的影响;引入紧致度和分形维数评价方法,不仅能够得到更接近真实烟丝尺寸的评价标准,还可为烟丝结构与片烟结构的模型关联研究打下基础。
