09CuPCrNi-A 钢焊接接头显微组织分析
2022-12-07刘学
刘 学
(吉林工业职业技术学院机械与汽车技术学院,吉林吉林132013)
1 引言
动力性能良好的高速动车转向架是高速列车得以发展的关键技术之一。中国中车长春轨道客车股份有限公司生产的高速动车转向架构架用钢是S355J2W 耐候钢,与S355J2 等系列钢一样,都是欧盟标准结构钢,具有合金含量低、力学性能高等特点,因此对母材的化学成分和力学性能都有着近乎苛刻的要求[1-2]。由于这些钢全部依赖进口,从技术和成本角度考虑,亟需找到可以替代其产品性能且适应更高速度以及轻量化发展方向的产品。
09CuPCrNi-A 钢作为上海宝钢集团公司生产结构钢,其力学性能与欧盟进口的S355J2W耐候钢接近[3-4]。为了早日实现高速动车转向架构架国产化,本文将对09CuPCrNi-A 钢焊后接头的微观组织及成分对其性能分析进行试验,以期对相关研究提供理论参考。
2 试验
2.1 试验材料成分及性能
本试验所用母材为我国上海宝钢集团公司生产的09CuPCrNi-A 钢,该材料厚度为10±0.1 mm;焊丝选用半径0.6 mm 的H08MnSiCuCrNiⅡ实芯焊丝。母材和焊丝的具体化学成分如表1 所示[5]。

表1 试验母材及焊丝化学成分(质量分数,%)
1.2 试验设备
本试验所用焊接设备是MOTOMAN 自动电弧焊接机器人,主要由焊接变位机、焊接控制器和焊接电源等部分组成。观察焊接接头内部显微组织结构时,所用设备是金相显微镜。
1.3 试验方案及焊接工艺参数
本试验采用MAG 焊接方法,其保护气体为Ar∶CO2=4∶1 的混合气体;焊接母材试板尺寸为350 mm×150 mm×10 mm±0.1 mm,并对其开V 形坡口做预变形处理,预变形角度约为单侧3.5°角、V 形坡口开90°角;焊接方法为单面焊接双面成形,焊接间隙1 mm、钝边1mm,电弧焊焊接工艺参数如表2 所示[6]。
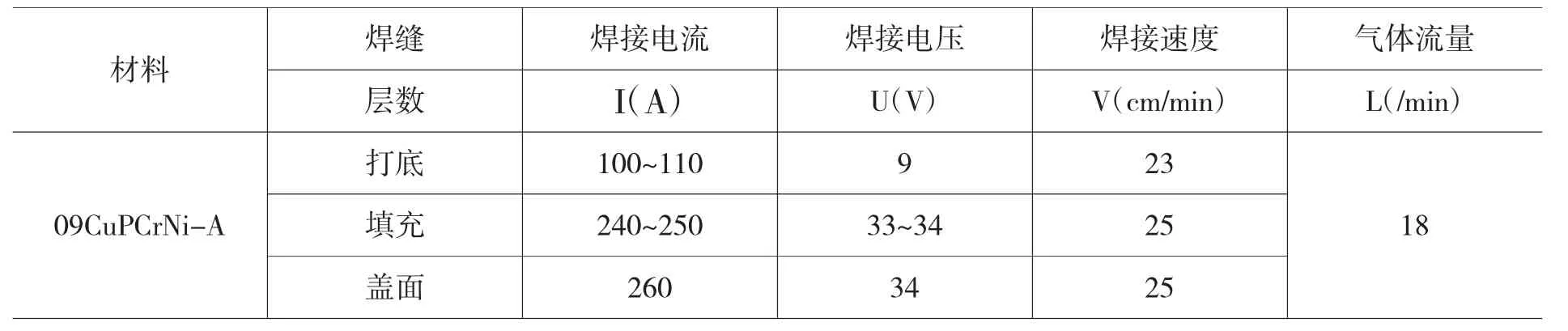
表2 电弧焊焊接工艺参数
2 试验结果及分析
2.1 母材显微组织
母材在经过研磨、抛光与硝酸酒精溶液浸蚀并放大100 倍后,在金相显微镜下观察到的显微组织如图1 所示(见封三)。母材为铁素体和少量珠光体的混合组织,不仅混合比例均匀,而且镶嵌完好,这得益于母材经过正火的热处理。
2.2 不完全结晶区显微组织
焊接过程在本质上就是金属材料的热处理过程。金属在短暂时间内经过高温加热而后又经历温度骤降的过程中,当焊接温度在Ac1~Ac3之间时,由于母材中部分组织发生相变,珠光体和铁素体则开始向奥氏体转变,此过程形成了细小的奥氏体,也就是奥氏体化的过程。
图2 为不完全重结晶区组织放大250 倍的显微组织(见封三),随着热源前移,由于母材经历Ac1~Ac3 之间的温度骤降,其中未奥氏体化的部分组织就以粗大的铁素体和珠光体形态保留下来。
2.3 细晶区显微组织
正火作为—种改善钢材韧性的热处理方式,是将母材加热到Ac3 温度以上30~50℃后,保温一段时间后,出炉经过空冷室温的过程。
图3 为母材细晶区放大100 倍的显微组织(见封三),经过正火处理的母材组织由均匀分布的粒状铁素体和珠光体组成。由于此温度区间的晶粒并未长大,晶粒细小且均匀,这正是是相变重结晶区具有良好塑性和韧性的原因。
2.4 过热区显微组织
过热区是指金属材料加热温度范围在固相线与1 100℃之间,由于该区域加热温度偏高,导致金属处于过热状态,铁素体与珠光体在奥氏体化过程中会存在晶粒急剧长大的过程,故此区域也称为粗晶区。
图4 为过热区放大250 倍的显微组织(见封三),晶粒粗大使得组织致密性与紧凑性差,组织多为粗大的块状和条状先共析铁素体,力学性能较差、易发生脆化,在应力作用下易产生裂纹并发生脆断现象,因此该区域是焊接接头的一个薄弱区域,在拉伸试验过程中易出现拉伸变形和断裂。
2.5 熔合区显微组织
熔合区是介于焊缝与热影响区之间相当窄小的过渡区,由部分熔化母材和部分未熔化母材组成,其微观组织、化学成分和力学性能非常不均匀,因此导致焊接接头强度与塑韧性下降,增大了脆断倾向。
图5 为熔合区放大100 倍的显微组织(见封三),上方与下方区域分别为焊接接头的焊缝区和过热区。其中,熔合区域是界限并不清晰的窄小区域,形成了因母材与焊缝交替生长而参差不齐结合面。由于该区域温度高,造成先共析铁素体晶粒粗大且过热,S、P 等杂质元素极易聚集,故该区域较为危险,常为热裂纹、冷裂纹和脆性相的发源地,也是焊接接头的薄弱区域之一。
2.6 焊缝区显微组织
本试验采用了多层填充焊接的方式,后一层焊接过程的实质是对前一层焊道的热处理,而前一层焊接过程又对后一层焊接起到了预热作用,因此多层焊接过程的热循环较为复杂。
焊缝凝固组织的特征之一是形成柱状晶,其生长具有明显的方向性,一般垂直于熔合线而向散热方向生长。由于后一层焊接的热循环使得已结晶的柱状晶发生相变而变成细小的等轴晶,部分杂质元素导致的粗大晶粒则会被细小晶粒夹在其中而交替生长,因此焊缝组织主要由柱状晶区、粗晶区和细晶区组成。
图6 为焊缝区放大100 倍的显微组织(见封三),其主要成分为沿柱状晶晶界分布的带状和块状铁素体、沿着晶界向散热方向生长的针状铁素体,以及晶内的珠光体和少量粒状贝氏体。
3 结语
通过试验,并对焊接组织进行观察与分析,得到如下结论:
(1)本试验中焊丝含有的Mn、Si、Cr、Ni 等合金元素有助于生成针状铁素体,因此焊缝中针状铁素体组织较多。
(2)在多层焊接过程中,后一层焊接相当于对前一层焊接进行了热处理过程,减缓其冷却速度,在一定程度上促进了珠光体和少量粒状贝氏体的生成。
(3)采用打底多层焊道焊接,填充层对上一层重新进行回火处理;焊缝组织晶粒细小且分布均匀,是由部分柱状晶晶粒破碎形成的带状和块状铁素体、针状铁素体与少量珠光体。
