在用燃气聚乙烯管道熔接设备质量管控
——企标《燃气用聚乙烯管道熔接设备定期检验规则》的编制
2022-11-30上海燃气有限公司
上海燃气有限公司 徐 宁
据资料统计,聚乙烯(PE)管焊接接头是 PE管道系统中最易损坏的部位。目前,PE管道的连接一般是采用热熔和电熔2种方式,对应的熔接设备(以下简称“焊机”)分别是热熔焊机和电熔焊机。不管哪一类焊机,在长期使用后将存在以下隐患,严重影响焊接质量:
(1) 硬件设施受到各种损伤。
(2) 各类传感器、计量单元的输出特性和计量特性发生性能的漂移。
定期对在用焊机进行性能检测和校准能及时消除上述隐患,或将性能无法达到作业要求的焊机强制进入淘汰流程,从施工源头保证燃气管道的质量安全。
目前上海燃气有限公司(以下简称上海燃气)对工程在用焊机有年度检验的要求。检测服务方按照国标自行制定了检验规程,其中的检验项目、性能要求及报告内容等各不相同。因此企业制订检验规则、统一检验项目和检验方法,对在用焊机进行定期的检测和校准是十分必要的。
1 调研及分析
1.1 国内外相关标准
国外PE管道熔接设备方面涉及的标准为ISO 12176-2017《塑料管材和管件 聚乙烯系统熔接设备》,主要规定了熔接设备的分类及性能要求。GB/T 20674-2020《塑料管材和管件 聚乙烯系统熔接设备》对上述标准是修改采用,规定了设备的主要性能要求、试验方法和检验规则。GB/T 20674-2020增加定期检验的部分要求,但存在要求不全面、检测方法不合适等不足。
另外,虽然安全技术规范 TSG D2002-2006《燃气用聚乙烯管道焊接技术规则》和行业标准CJJ 63-2018《聚乙烯燃气管道工程技术标准》对燃气PE管道熔接设备的使用性能提出了相关要求,并对在用设备需要定期检验作出明确规定,但对于检什么,怎么检、怎么判等内容缺少操作的具体检验要求。
国内还没有统一、合适的关于燃气PE管道熔接设备的定期检验标准,但部分地区已经拥有了地方性的焊机年检标准,比如:DB 44/T 1992-2017《燃气用聚乙烯管道熔接设备定期检验规则》(广东)、DB 37/T 3701-2019《聚乙烯燃气管道熔接设备定期检验规则》(山东)。
1.2 在用焊机性能现状
目前已在上海燃气下属各单位备案、在所辖区域PE管道工程中使用的焊机约350台。表1为某检测机构焊机年检情况统计,从检验合格率可看出在用焊机的性能并不十分理想。焊接检验合格除了一次合格外,还包括维修后合格,即部分性能有所欠缺,但现场可以维修,修复后再次检验合格。
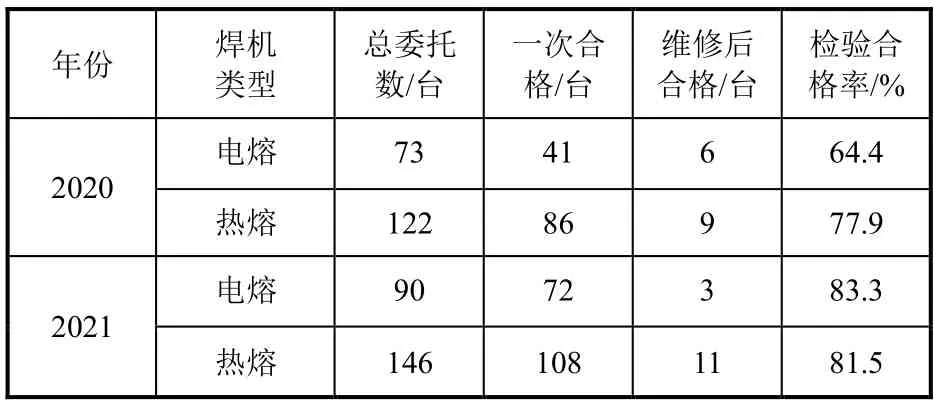
表1 某检测机构年检情况统计
1.3 性能变化分析
现场施工环境对PE焊机性能变化的影响主要体现在以下几个方面:
(1) 施工场地不固定。焊机需经常搬运和挪动,可能造成:机架、加热板、外壳等变形;夹具、传感器、各类接插件等损坏;电缆线、数据线、信号线的破损或中断;加热板表面划伤等。
(2) 焊接操作地面不平。焊机摆放不平,可能会造成机架的变形和泵站异常振动。
(3) 环境温度过高或过低。可能造成:电器元件的加速老化;影响传感件的计量特性;影响热熔焊机的压力系统工作等。
(4) 现场湿度过大。可能会造成电器元件受潮,加速老化。严重受潮时,造成电器短路,损伤设备。
(5) 现场灰尘多。灰尘进入电气系统内,容易造成断路;附着在运动部件上,容易造成运动部件摩擦力加大,引起过量磨损;灰尘进入液压系统,造成液压油污染,影响液压系统的工作;灰尘粘附在加热板/铣刀上或进行电熔连接时,污染熔接面,造成焊接接头不合格。
(6) 现场离市供电网较远。输入电压不足,会造成设备不能正常启动;热熔焊机泵站压力上不去,加热功率不足;电熔焊机输出电压达不到要求。
除了使用环境情况的影响,随着时间的推移,焊机的性能也会发生变化。主要表现在:运动部件的磨损和锈蚀、计量单元输出特性的漂移、电器元件性能的下降、液压系统的污染和机械磨损、控制操作部件的失灵、漏电保护和过压保护失灵等。
1.4 在用焊机应具备性能
通过剖析多起案例,详尽分析了焊接接头典型缺陷和焊机故障的形成原因,确定了在用焊机应具备性能的分类如下:
电熔焊机主要包括:
(1) 外观。
(2) 功能特性,包含了:数据输入功能(扫描枪功能)、输出特性(输出电压、电流值)、测电阻功能、环境温度测量功能、计时准确性。
(3) 焊机能完整完成一个焊接流程,并在焊接过程中遇到开路、短路、断路、输入电压异常、外电路阻值异常等意外状况时能及时报警中断焊接。
(4) 焊接信息记录保存功能,焊机能按照说明书中介绍的功能来保存、导出焊接数据,焊接数据中包含焊机标准中所要求的必要信息。
热熔对接焊机主要包括:
(1) 外观。
(2) 液压系统,包含焊机拖动压力、焊接压力、保压能力,液压系统有无漏油现象等功能。
(3) 加热系统,包括了热板涂层、热板尺寸、热板热均匀性和准确性。
(4) 焊机能够顺利完成一个完整的焊接流程。计时器计时准确。在焊接流程中,热板的温度、焊接的压力以及时间等要素出现异常时,焊机能及时报警并中断异常的焊接进程。
(5) 焊接信息记录保存功能,焊机能够达到焊机标准中对焊机信息记录功能的要求,具备必要的焊接信息存储与导出能力。
2021年起,要求焊机除以上功能外,还应能在移动端操作焊接全流程以及具备移动端数据传输功能。
2 标准主要组成
通过对焊机使用现状分析、故障分析以及性能变化分析,研究了在用焊机应具备的性能、检测方法、判定准则,形成了上海燃气企业标准《燃气用聚乙烯管道熔接设备定期检验规则》。
该标准主要组成为基本要求、设备要求、检验方法、结果评价、报告与问题处理以及附录6个部分。
(1) 基本要求。主要包括设备定期检验周期(分一般、缩短和立即,其中对新设备投入使用前的检验不作强制规定)、检验机构(资质、责任、检测设备和人员)、送检要求(待检设备状态和资料)。
(2) 设备要求。主要包括在用设备应具备性能的技术要求,及相应的检验项目和检验方法等。电熔焊机部分设备性能要求示例见表2。

表2 电熔焊机设备性能要求(部分)
(3) 检验方法。针对(2)要求的内容一一提出检验方法(含检测设备要求)。
(4) 结果评价。对检验结果给出评价:任一关键项项目不合格时,评定为“不合格”;一般项项目超过3项不合格时,评定为“不合格”。
(5) 报告与问题处理。规定报告的内容和格式,提出不合格设备的处置方式以及修复后重新检验、检验结果信息管理要求。
(6) 附录。将检验项目属性划分作为规范性附录,检验报告格式作为资料性附录。
3 标准成果创新点
3.1 充分考虑在用焊机特点
使用一段时间后,焊机的外观和部分性能可能有所变化,难以与出厂时相提并论,因此对在用设备的性能要求应进行适当调整。合理确定在用设备应具备的性能要求,是本规则制订过程中的重点。
确定在用设备应具备性能时,以不影响正常使用为原则,参考GB/T 20674-2020和其他省标,对外观及部分要求进行调整。如热熔焊机液压系统的负载保压性能要求:保压状态下,与机架一起,10 min压力降≤10%;对热熔焊机加热板涂层的要求,参照射线检测评片标准的方法,采用“在任意10 mm×10 mm评定框内脱落面积不得大于30%”。
对使用中不可能发生变化的性能,如夹具层数、复圆功能、热传导、变压器、暂载率、冲击性能、振动性能等,因供应商型式检验中已具备相关证明,在本标准中不作要求。
对部分性能的检验要求进行简化。如:降低电熔焊机的电阻值测量精度、降低热熔焊机加热板温度测量点数要求和减少能量输出检验的重复检测次数等。
3.2 明确检验方法
焊机的性能要求分为:外观要求、技术参数要求和功能性要求。对外观要求以目视检测的方法进行,对技术参数要求采用计量仪器和设备进行,对功能性要求以开机实施程序运行、模拟各种现场情景、试焊接等方式,验证各功能的符合性。
因焊机对熔接参数需具有自动测量功能,技术参数要求中提出了其计量方面的要求,增加了计量校准方法。如:电熔焊机的电阻值测量精度、输出电压测量精度和熔接时间控制精度等,热熔焊机的压力检测精度和温度控制精度等。
过程控制检测方法是:选择任一规格的管材/管件进行熔接。在熔接过程中进行观察,对熔接后的接头进行检查。按设备使用操作说明进行熔接过程的模拟操作,逐一检查过程控制的符合性;熔接后,检查熔接记录信息;模拟熔接过程异常中断,检查系统是否及时给出正确的启示或警示。
3.3 合格判定规则
3.3.1 项目属性划分
虽然焊机的每项性能对熔接质量都有一定的影响,但作为在用设备,以完全符合所有项目要求作为判定“合格”较难达到,也不经济。因此,考虑对各检验项目进行属性划分,将对焊接质量有严重影响的项目作为关键项,其他作为一般项。
3.3.2 电熔焊机
电熔焊机检测项目中输出插头、输出电压控制精度、过程控制和智能化功能等4项对焊接质量有严重影响,应作为关键项。
(1) 输出插头。用于与电熔管件上接线柱的连接,若输出接头损坏或承插口太松,连接时将出现接触电阻太大或断路,使设备实际施加在电熔管件上的电压小于规定输出电压或无电压,造成焊接能量不足或无焊接能量,形成冷焊或假焊(未焊接)。
(2) 输出电压控制精度。输出电压过大会造成过焊。相控阵检测图像中呈现特征线远离电阻丝,严重时电阻丝发生游离和熔合面出现孔洞;剥离试验时可发现电阻丝错位、有孔洞出现,熔合面呈脆性剥离。输出电压过小则造成冷焊。相控阵检测图像呈现特征线紧靠电阻丝;剥离试验时可发现熔合面呈脆性剥离。
(3) 过程控制。过程控制是设备对熔接过程实施过程监控、过程确认和过程记录。过程中任何一环节出现问题,将不能获得合格的焊口和完整的焊接记录。
(4) 智能化功能。包括人员身份识别、施工现场坐标获取、自动信息采集、施工图片获取、数据远传和远程管理等6大功能。由于智能化功能可远程、实时地对现场量进行有效管理,提高质量管理水平和效率,现已成为公司施工质量控制和管理的必要手段。
3.3.3 热熔焊机
移动摩擦力、加热板表面涂层、加热板温度、压力控制、过程控制和智能化功能等6项对焊接质量有严重影响,应作为热熔焊机检验关键项。
(1) 移动摩擦力。设备移动行程上各处移动摩擦力不一样,其测量偏差直接影响到实际焊接压力。尤其是焊接小径管时,会造成实际焊接压力偏差百分比很大。
(2) 加热板表面涂层。加热板表面涂层的作用是防止加热熔融的PE与加热板发生粘黏。涂层材料通常为聚四氟乙烯,当出现起皮、破损、脱落等情况时,将影响熔融的PE从加热板上顺利脱开,造成对接面上熔融物部分缺失而严重影响焊接质量;粘黏的熔融物若不及时清除,会影响下一焊口的焊接;起皮的涂层发生脱落会造成焊接接头严重的夹杂缺陷。
(3) 加热板温度。实验证明,PE低于180℃时,即使熔化时间较长,也不可能取得质量好的接头。2020年某 DN160PE100管道穿越项目施工中,R06-07号焊口在转弯处发生断裂。检查其他焊口,发现翻边宽度过大;使用该焊机重新焊接,同样翻边宽度过大。现场发现:该焊机加热板实测温度已达到 301℃,远超过 215~230℃的设定区间,由此造成焊口端面过焊,对接时熔融物挤出过多,熔料不能充分融合,从而使焊接接头的强度大大降低,拖管时受到外部应力发生断裂。
(4) 压力控制。压力控制主要是控制对接压力。对接压力是待焊端面加热后实施对接所需的压力。对接压力过大,将会使熔融物挤出焊接端面,不能形成良好的焊接接头,焊接接头外观表现为翻边尺寸过大。对接压力过小,不能充分排除气孔或气体夹杂物;熔融物分子间不能充分流动、扩散、互相缠绕而融为一体;不能有效补偿塑料材料收缩,导致收缩孔的出现而增大结构的缺陷和残余应力。
另外,热熔焊机和电熔焊机一样,过程控制和智能化功能也很重要。
3.3.4 合格判定
对焊机性能检测项目合格判定的步骤为:
(1) 先根据检测结果,对每一项检测项目进行符合性评价,评价结论分为“符合”与“不符合”2种。
(2) 按检测项目的属性,确定某不符合项是“关键项”或“一般项”。
(3) 统计关键项“不符合”的数量和一般项“不符合”的数量。
(4) 检验结论分为“合格”和“不合格”2种。出现下列情况时,检验结论判定为“不合格”:(a) 存在任一关键项“不符合”时;(b) 存在 3项以上一般项“不符合”时。
关键项的性能对熔接质量有着严重影响,因此检验结果不符合时应进行一票否决。此外,热熔焊机有一般项15项,电熔焊机有一般项12项,经多方论证商定:存在3项及3项以上一般项“不符合”时,焊机也判定为不合格。
另外,对“不符合”项采取灵活的处置方式。对存在某单项“不符合”的设备,如现场有条件进行维修或更换零部件时,可进行现场处理。处理后,再对该项及其关联性项目复检,均符合要求时则可视作“符合”。
3.4 统一报告格式
目前上海地区焊机年检检测机构出具的报告均为自行设计,报告格式和内容存在很大的差别。
该企业标准的制订,统一了报告格式和内容,有利于报告上传至单位管理系统后集中管理,方便系统进行识别、归档、分类,以及督促和检查。
4 建议和展望
为了更好地贯彻实施本企业标准,建议:
(1) 标准发布后采取有效措施进行组织宣贯。
(2) 加强标准执行力度,对标准的执行进行严格的督促、检查。
(3) 执行过程中定期对标准内容进行评审和修订,确保标准的适用性。
(4) 与符合要求的检测机构协商确定合理的年检费用、修理或更新零部件收费标准,降低焊机使用单位的负担。
该企业标准的实施,能够规范在用焊机定期检验,及时发现并消除设备隐患,对性能无法达到作业要求的设备,通过检验实施淘汰,避免了年久失修、性能无法达标的问题焊机长期带病运行的情况,从源头控制施工机具的质量。同时,通过规范的定期检验,有利于进一步推动设备管理的规范化,为施工中获得合格熔接接头提供了设备保障,有利于提高燃气PE管网建设质量,提高管网的运行安全性和使用寿命,具有重大的经济效益和社会效益。