大型薄壁罐体制作的质量控制要点
2022-11-27刘彦昌
刘彦昌
(凉山矿业股份有限公司,四川凉山 615146)
0 引言
2017 年初,动力车间接到一项工作任务,制作3 个大型圆柱形储水罐,储水量为120 t,主要用于落凼矿区深部采矿工程建设单位兴安公司工程队驻地房屋建设施工、工作人员的生产和生活用水的供应。储水罐安装地点为距离驻地上方30 m 的20 m2平台,吊装等作业设备无法进行辅助作业,通往安装地点的道路仅能通过宽度为2 m 的轻卡货车。
1 储水罐设计图纸和技术要求
储水罐的外形结构如图1 所示,各尺寸误差为20 mm。罐体的设计压力为0.1 MPa,即能够承受10 m 高的水柱压力,使用前经过压力试验无泄漏。

图1 储水罐
2 储水罐的质量控制
(1)质量控制要点1:上下底面和侧面之间的接触部分焊接,确保焊接质量,达到无泄漏的要求。上下底面的直径比筒体直径大20 mm,底面超出筒体10 mm 部分作为焊接的连接位置,有效增加了焊缝的截面积,使焊接质量容易控制,强度得到保障。
(2)质量控制要点2:使用钢管支撑架,确保罐体各部位的尺寸变形量小于20 mm。支撑架全部采用Φ114 mm×4 mm(壁厚)普通电焊钢管焊接制作,钢管之间的连接采用完全焊接,钢管与罐壁钢板接触部分采用100 mm 长焊缝的断续焊接。
(3)质量控制要点3:制作筒体的钢板之间的立缝对接和焊接。按照焊接要求,对接时钢板之间的缝隙宽度为2 mm,误差为1 mm,确保焊接时能够焊透、焊牢固,立缝之间的距离均匀,上下立缝层均匀交错隔开,避免应力集中造成变形或开裂。
(4)质量控制要点4:筒体的圆弧度。要确保筒体的圆弧度在20 mm 误差范围内,必须在制作底面第1 层钢板时,准确控制筒壁和底面接触部分的外形在误差范围内,依次控制好第2层、第3 层的圆弧度在误差范围内,避免误差累计较大造成层间平缝、层的立缝宽度不均,焊接时容易产生变形及应力集中现象。
3 罐体制作用专用吊具
为了克服现场的运输、安装及制作等施工困难,满足质量控制要点3 和要点4 的要求,根据罐体的外形尺寸,设计制作罐体制作专用吊具(图2)。吊具的应用效果良好,制作的罐体达到了技术和使用要求。罐体制作专用吊具的技术方案:
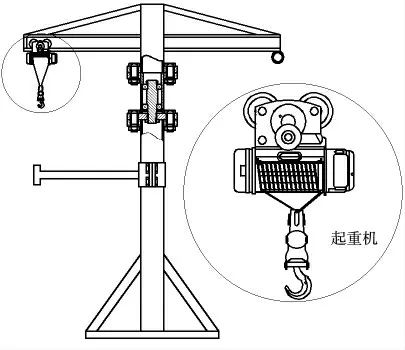
图2 罐体专用吊具
(1)采用1 台MD1 型0.5 t 钢丝绳双速电动单梁起重机和2副深沟球轴承,钢丝绳双速电动单梁起重机,运行电压为380 V,运行轨道为16-28b 工字钢,提升速度为快速8 m/s 和慢速0.8 m/s(图2)。
(2)加工上部结构(图3):起重机运行轨道为16 号工字钢(高160 mm,腿宽88 mm),立柱为普通电焊钢管Φ219 mm×6.5 mm,两边斜拉部分为电焊钢管Φ60 mm×3.5 mm。

图3 上部结构
(3)加工下部结构(图4):立柱为普通电焊钢管Φ219 mm×6.5 mm,四周的4 根斜支撑部分为电焊钢管Φ60 mm×3.5 mm,底盘为20 mm 厚的钢板,使用时将底盘固定牢固,下部结构为罐体制作专用吊具的主要支撑部分,图中所有Φ32 mm 的孔均使用M30 的螺栓连接。
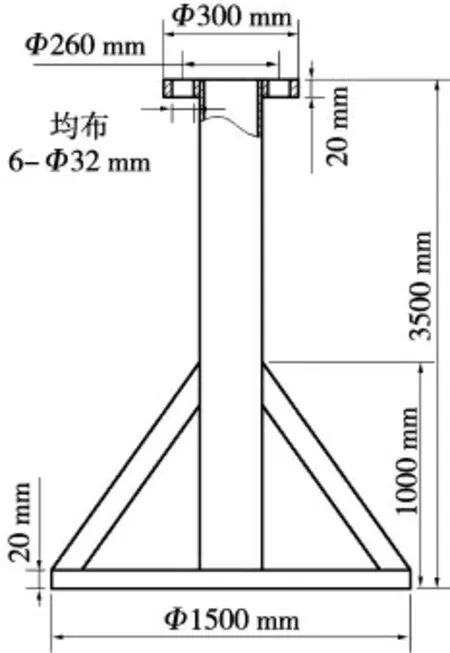
图4 下部结构
(4)加工罐体半径移动定位杆(图5):使用直径Φ220 mm规格的钢制抱箍和电焊钢管Φ60 mm×3.5 mm 焊接组成,安装固定在下部结构的立柱上,根据罐体制作的高度,上下调节位置,准确固定罐体的1900 mm 半径位置,也可根据罐体的半径,制作相应规格的罐体半径移动定位杆。
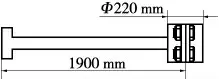
图5 罐体半径移动定位杆
(5)加工上部结构旋转轴(图6):旋转轴的Φ80 mm 尺寸位置安装在旋转轴固定座中心孔Φ80 mm 内,作用为支撑上部结构,并作为上部结构的旋转中心轴。
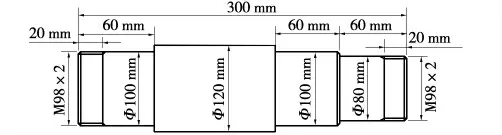
图6 上部结构旋转轴
(6)加工上轴承锁紧螺母(图7a)):安装在上部结构旋转轴尺寸M98×2 位置,通过拧紧螺母,锁紧安装在旋转轴上部的轴承,防止轴承内圈和旋转轴之间松动而产生磨损。
(7)加工上轴承垫圈(图7b)):安装在上轴承锁紧螺母下面,与轴承内圈和锁紧螺母接触,防止拧紧锁紧螺母时磨损轴承的内圈。

图7 上轴承锁紧螺母与垫圈
(8)加工旋转部件轴承座(图8):使用M30 的螺栓将尺寸Φ300 mm 位置和上部结构相应的尺寸位置连接牢固,尺寸Φ180 mm×300 mm 位置安装2 副深沟球轴承。
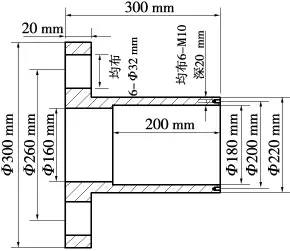
图8 旋转部件轴承座
(9)加工旋转部件下轴承压盖(图9):轴承的外形尺寸为Φ180 mm×Φ100 mm×34 mm,外圈固定在旋转部件轴承座内Φ180 mm 位置,内圈固定在上部结构旋转轴Φ100 mm 位置,通过外圈转动,带动旋转部件轴承座和上部结构转动,达到吊装罐体四周的制作材料。
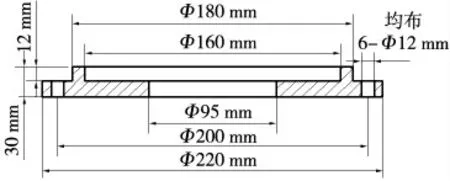
图9 旋转部件下轴承压盖
(10)加工旋转轴固定座(图10a)):使用M10 的螺栓,通过尺寸Φ12 mm 的孔,安装固定在旋转部件轴承座尺寸Φ220 mm 位置,尺寸Φ180 mm 的突出部分压紧轴承的外圈,防止轴承松动或滑落。
(11)加工旋转轴锁紧螺母(图10b)):使用M30 的螺栓将旋转轴固定座连接在下部结构的Φ300 mm 的法兰上,Φ8 mm 内孔安装上部结构旋转轴。
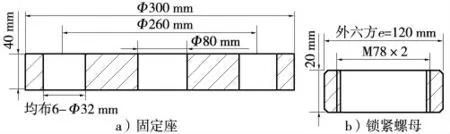
图10 旋转轴的固定座与锁紧螺母
(12)将各构件进行组装。
罐体制作专用吊具的优点和作用:①罐体制作专用吊具结构简单、制作安装简便、成本低廉、操作使用方便、无需大型设备辅助、占用场地面积小、安全系数高、少量人员就能完成大型薄壁罐体的制作;②通过罐体半径移动定位杆进行定位,准确控制罐体直径,误差小,接缝处对齐情况良好,容易控制焊接质量;③专用吊具适用于高4 m、直径4 m、罐体仓壁厚6 mm 的储水罐;④由于在安装现场进行制作,有效消除了很多不利的制作和安装因素,节约制作、运输、安装成本。
4 结语
通过罐体制作专用吊具的设计和实际运用,解决了大型薄壁罐体制作的质量控制难点。根据不同罐体的外形尺寸,可以灵活改变罐体制作专用吊具各构件尺寸,增加或减小上部结构工字钢运行轨道、罐体半径移动定位杆的长度,适用于不同直径的罐体制作,增加或较小下部结构高度,适用于不同高度的罐体制作。
