等长切刀对不同等级配方卷烟物理指标的影响分析
2022-11-24汪律杨涛张富坤余明陈昌盛
汪律,杨涛,张富坤,余明,陈昌盛
红塔烟草(集团)有限责任公司昭通卷烟厂,云南昭通,657000
0 引言
本论文通过实验论述原料配方等级对等长切刀的应用会产生的影响。实验包含烟叶结构实验以及成品卷制质量检测。选取这两个实验,是因为二者最终会影响成品感官以及外观质量,是消费者产品关注的重点[1]。也因为推断等长切刀的应用,对结构以及卷制质量的影响会比较大。
1 材料与方法
1.1 材料与仪器
高等级配方、普通等级1配方、普通等级2配方生产成品烟支;SODIM全功能综合测试台(法国Sodim Instrumentation公司);水分与密度分布图测量仪(TEWS Elektronik Hamburg Germany);MT204型电子分析天平(感量0.0001g,瑞士Mettler公司);YQ-2型烟丝振动分选筛(郑州烟草研究院);Passism8K卷接机;Protos-M5卷接机;KT2-L125型切丝机[2]。
1.2 方法
1.2.1 试验方式
在工艺环境相同的条件下,对平刀切丝和等长切丝的生产批次分别取样进行各项指标检测,对平刀切丝和等长切丝的生产批次分别进行工艺测试。工艺测试严格按《卷烟生产过程工艺消耗测试技术规范》要求执行;按12%含水率折算标准重量。本文中A、B、C为烟叶配方,配方等级A>B>C。
1.2.2 测定项目
(1)平刀切丝与等长切丝的烟丝结构变化率。使用YQ-2型烟丝振动分选筛测定平刀切丝与等长切丝烘丝后烟丝结构与填充值,评价等长切丝对烟丝结构的影响。
(2)烟支卷接质量。对使用平刀切丝与等长切丝的批次分别取样,取样点为4台Passism8K卷接机处、4台Protos-M5,分别取样60支,使用水分与密度分布图测量仪(TEWS Elektronik Hamburg Germany)对烟支密度进行检测,并做人工端面检测和烟支重量检测。分别收集平刀切丝与定刀切丝一个月的废烟剔除量数据[3]。
2 结果与分析
2.1 等长切刀对烟丝结构的影响
使用等长切刀工艺后烟丝长度分布区间更加集中于中丝。接下来以等长切丝对烟丝结构的影响为基础,研究烟丝结构变化对卷接的影响。

表1 切丝机刀片改前改后数据对比统计表
2.2 等长切刀对烟支卷接质量的影响
2.2.1 烟支结构系数的计算
烟丝特征尺寸d50是指在一定筛分条件下,烟丝经筛分后,筛上累积质量百分数为50%所对应的筛网孔孔径尺寸,可以用来说明不同结构烟丝的整体尺寸的大小,d50值越大,表示烟丝的整体尺寸越长。其计算方法为:将各层筛网上烟丝质量百分数的测试结果转化为筛上累积质量百分数,按烟丝尺寸分布特性方程F=exp(-BXc)进行拟合,其中F为烟丝筛上累积质量百分数;B、C为方程参数[4]。然后计算烟丝特征尺寸:
以方差分析各批次烟丝结构的离散程度,得出烟丝结构均匀性系数C,烟丝结构均匀性系数C越大,烟丝结构尺寸分布离散程度越大。
求出所有测试批d50均为>3.35,则以>3.35数据的筛网质量比-50,为方程参数B。在以F=B/C为烟丝尺寸系数。烟丝尺寸系数F越大,烟丝整体尺寸越大。分析结构见表2—烟丝结构分析表(a为平刀切丝工艺、b为等长切丝工艺)。

表2 烟丝结构分析表
2.2.2 烟支结构与烟支重量的线性回归分析
2.2.2 .1 长丝率与烟支重量的关系
根据图1、图2分析可知,长丝率不能直接控制烟支中烟丝重量。填充值与重量为正相关关系;说明长丝率虽然与重量有关,但是不完全控制填充值,烟丝过长或过短都会降低填充值,进而填充值直接影响烟支重量;所以通过数据分析可知,长丝率不能直接控制烟支中烟丝重量[5]。
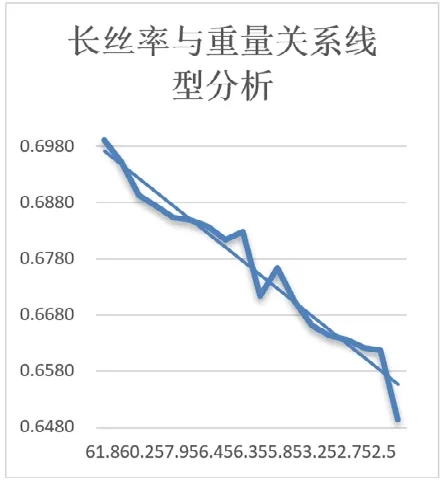
图1 长丝率与重量关系线型分析
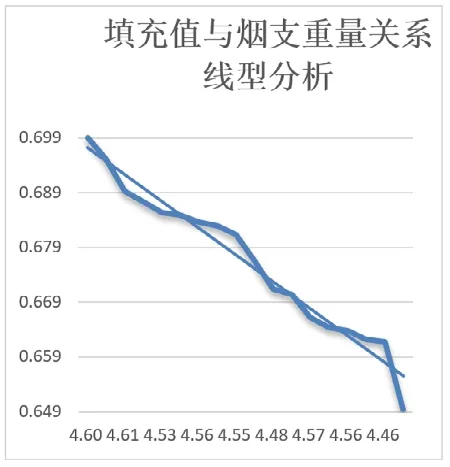
图2 填充值与烟支重量关系线型分析
2.2.2 .2 碎丝率与烟支重量的回归分析
由图3分析可知,碎丝率与重量关系不存在明显的关联性,与理论不符(烟丝过长或过短都会降低填充值)。分析原因为,制丝环节的碎丝,在经过风送环节时,碎丝会被除尘系统吸走;而经过吸丝成形会产生新的质量随机的碎丝[6]。所以得出结论,烟丝结构分析中,碎丝率与烟支卷接重量无明显相关关系。
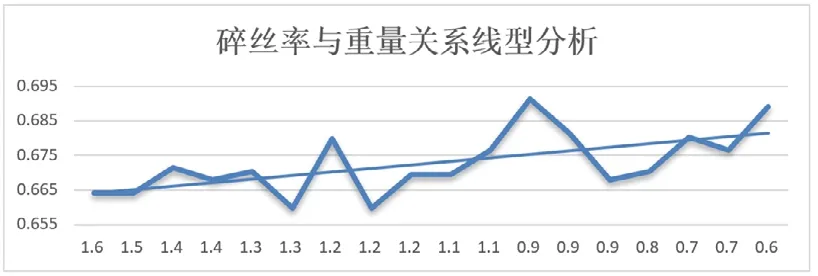
图3 碎丝率与重量关系线型分析
2.2.2 .3 烟丝尺寸系数F与烟支重量的回归分析
见图4,等长烟丝可以降低烟丝结构分布的离散程度,使整批烟丝的总体尺寸降低,从而提升烟丝填充值,降低烟支中烟丝的重量。

图4 F与烟支重量线型
2.2.2 .4 碎丝率与含末率的回归分析
见图5,在试验范围内,碎丝率与含末率无明显相关关系,只是根据趋势线分析含末率随碎丝率降低略有降低;分析原因,同碎丝率与烟支重量回归分析原理相同,风送环节的除尘会送走大部分碎丝;在烟支卷接的吸丝成形时产生的烟丝结构变化才能控制含末率;烟丝尺寸系数F与吸丝成形的结构直接相关,所以推断烟丝尺寸系数F能控制含末率[7]。
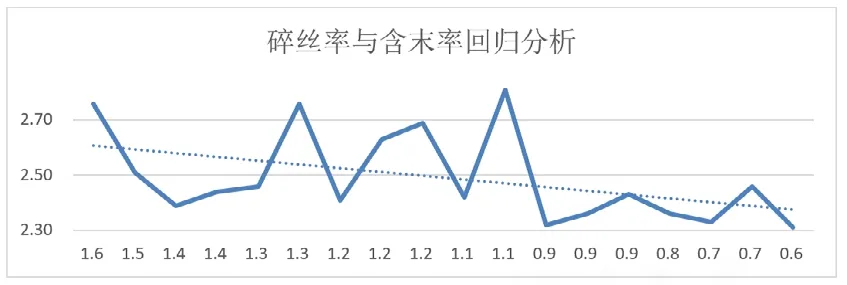
图5 碎丝率与含末率回归分析
2.2.2 .5 烟丝尺寸系数F与含末率的回归分析
见图6,在试验范围内,烟丝尺寸系数F与含末率成负相关关系,F越小含末率越高,在F低于0.28时,含末率成爆发式增长;所以与含末率相关的是整体烟丝尺寸,分析其中烟末产生的原因是,短丝(低于2.8)在吸丝成形环节结构变化形成新的烟末进入卷烟。等长切丝工艺会降低F所以等长切丝工艺比平刀切丝工艺含末率更高,但是将F控制在0.28以上,含末率增加就能控制在0.1%[8]。
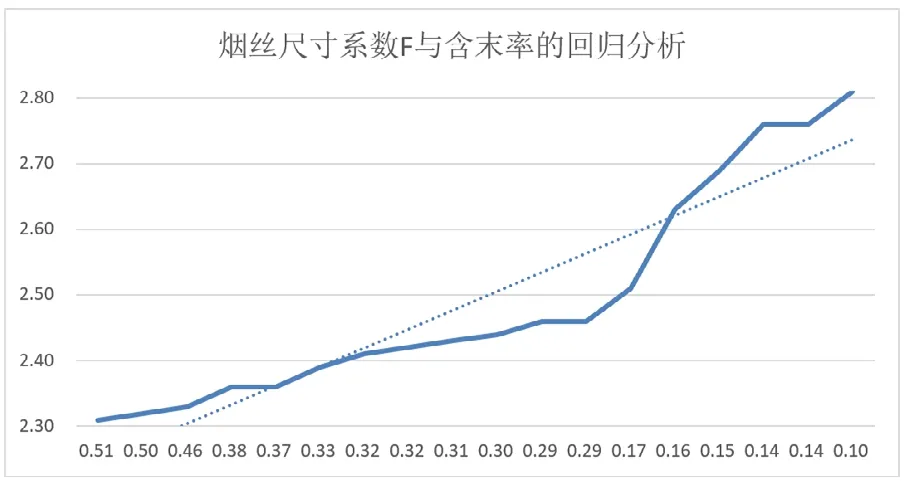
图6 烟丝尺寸系数F与含末率的回归分析
2.3 等长切刀对烟丝在烟支中密度分布均匀性影响
见图7,使用b工艺的批次,烟丝结构均匀性系数C更小,烟丝结构的均匀性更好,烟丝的长度更集中。理论上烟支密度分布更均匀。吸丝成形环节烟丝密度更加均匀,长丝率减少也减少了密度的波动[9]。
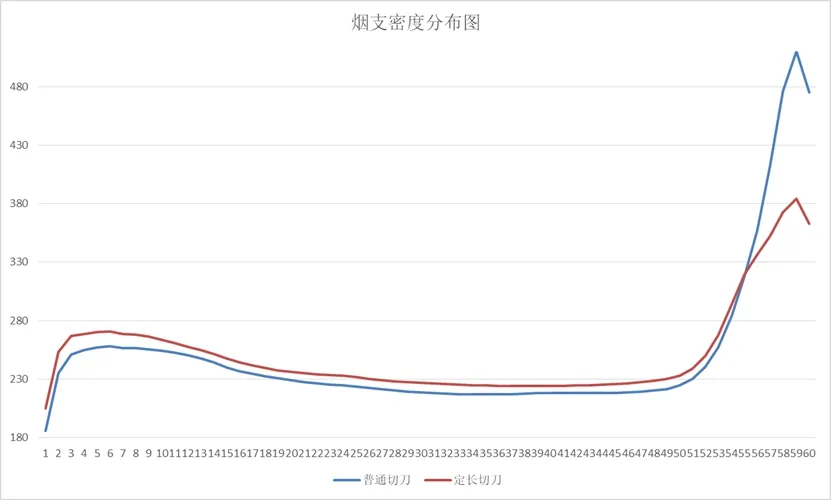
图7 烟支密度分布图
3 结论
等长切刀切丝工艺的使用,核心功能是降低烟丝总体尺寸和提高批次叶丝的长度均匀性,在降低烟丝总体尺寸的过程中会增加碎丝(<1.0),等级越高的原料效果越显著。等长切刀切丝的使用,会提高烟支中烟丝密度的均匀性。
