热连轧工艺制备TC4钛合金无缝管材组织及力学性能研究
2022-11-24辛社伟郭荻子
屈 磊,辛社伟,李 婷,杜 宇,邹 磊,应 扬,郭荻子,王 晓
(1.西北有色金属研究院, 陕西 西安 710016)(2.西安秦钛智造科技有限公司, 陕西 西安 710016)
近年来,随着我国钛冶炼技术的提高和钛合金生产系统的改善,钛合金管材质量不断提高,成本有效降低,推动了其市场需求[1]。据中国有色金属工业协会钛锆铪分会统计,我国钛加工材产量已连续7年增长,2021年我国生产各类钛加工材135 941 t,同比增长40.1%,其中管材产量为15 402 t,同比增长62.3%,占全年钛加工材产量的11.3%[2]。相对传统钢管、不锈钢管、铜合金管等,钛合金管材的耐腐蚀性更好、比强度更高,被大量应用于化工、海洋工程、核电、舰船及航空航天等领域[3-5]。
目前,钛合金管材的制造工艺已经较为成熟。管坯制造工艺主要有钻孔挤压和斜轧穿孔,再通过轧制、拉拔、旋压等方法制备出不同规格和用途的成品管材[6]。此类方法存在工艺流程长、成材率低、难以获得超长管材等缺点,且成本较高[6-9]。2000年以来,现代热连轧管机组的穿孔、轧管和定(减)径工序在技术装备上取得了长足发展,例如穿孔机由过去的桶式(曼式)和带导盘桶式穿孔机发展到现在的锥形辊(菌式)穿孔机;在轧管方面由过去的7~8机架、二辊全浮动芯棒或限动芯棒连轧管工艺发展到现在的5~6机架、三辊与二辊限动芯棒连轧管工艺;在定(减)径方面由过去的定(减)径发展到现在的三辊张力减径机。热连轧管机组以其生产效率高、产品质量好、金属收得率高等特点,成为世界无缝钢管主要生产企业的首选机型[10]。目前,热连轧管机组已成为我国热轧无缝钢管生产的第一主力机型,产能约占51%,可生产规格为φ(38~460)mm×(3.0~40.0)mm的钢管,主要品种有油井管、高压锅炉管和管线管等专用管材[11]。高强度特种钢管的热连轧工业化生产现已完全成熟,有效解决了高强低塑性管材的内部缺陷问题,为中高强度钛合金管材的大规模批量生产奠定了基础。但鲜有此工艺用于制备TC4钛合金管材的报道。
本研究采用热连轧管机组,通过穿孔、轧管和定(减)径工序的工业化流水线式的热连轧工艺实现TC4钛合金无缝管材的批量生产,并对热连轧管材的组织性能进行分析,以期进一步缩短管材的加工流程,提高材料利用率,降低中高强度钛合金无缝管材的生产成本。
1 实 验
选用西北有色金属研究院生产的φ200 mm TC4钛合金棒坯(相变点为983 ℃),在1080 ℃加热2 h后,通过热连轧机组的穿孔、轧管和定(减)径工序实现工业化流水线式生产,获得规格为φ108 mm×14.5 mm×L的无缝管材。对热轧无缝管材进行920 ℃/2 h/AC+520 ℃/6 h/AC热处理。
沿TC4钛合金无缝管材横向和纵向切取金相试样,采用Olympus PMG3光学显微镜观察显微组织。如图1所示,在无缝管材头部至尾部选取5个位置,各位置沿无缝管材周向每90°切取拉伸试样。采用Instron 1185试验机进行室温拉伸性能测试。
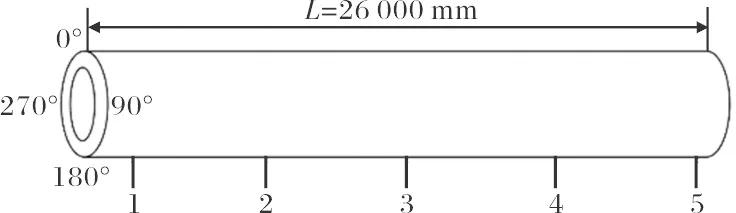
图1 TC4钛合金无缝管材取样位置示意图
2 结果与讨论
2.1 热轧态无缝管材显微组织
图2为热轧态TC4钛合金无缝管材横向及纵向的显微组织。由图2可见,热连轧后无缝管材的横向组织主要由大量扭曲的片层状α相以及少量未完全破碎的β晶界组成。纵向组织晶内α片层呈网篮状交织形貌,β晶界被破碎且部分区域呈球状,整体形貌呈现为扭曲变形的过渡组织形态。

图2 热轧态TC4钛合金无缝管材的显微组织
热轧态TC4钛合金无缝管材变形组织形成原因在于合金坯料斜轧穿孔起始温度超过合金相变点约100 ℃,加之变形热的作用,致使管坯斜轧穿孔和热轧变形温度高于相变点,管坯呈现β单相区变形组织,粗大的片层组织在加工过程中形变、扭曲,冷却后形成取向混乱的α片,β晶界被一定程度破碎。同时,热成形过程中晶界处发生了动态再结晶,冷却后形成了更为细小的等轴α相和细小α片。整个热连轧过程坯料变形量较大,β晶粒尺寸不大,且β晶界被破碎呈不连续分布,晶内片状α相较细,这种组织有利于提高管材的综合性能。
2.2 热轧态无缝管材力学性能
表1为热轧态TC4钛合金无缝管材不同部位的拉伸性能。从表1可以看出,无缝管材抗拉强度≥926 MPa,屈服强度≥810 MPa,延伸率≥12.5%,力学性能良好。同时,沿无缝管材周向不同位置取样测试结果相近,证明无缝管材在热加工过程中旋转拉伸时受力变形均匀,各位置组织状态相似。热轧态无缝管材为破碎变形组织,内部存在交错的条状α相,这种排列方式的α相会阻碍位错滑移,增大合金的变形抗力而使得其强度略高于其他状态的组织,但组织内的α/α相界和α/β相界数量较多,容易形成微裂纹的形核质点,局部应力会诱发位错塞积,从而导致其塑性相对较低。

表1 热轧态TC4钛合金无缝管材不同部位的室温拉伸性能
2.3 热处理态无缝管材显微组织
图3为TC4钛合金无缝管材经920 ℃/2 h/AC+520 ℃/6 h/AC固溶时效热处理后的横向、纵向显微组织。从图3可以看出,经热处理后,无缝管材组织由热轧态的不均匀变形组织(图2)变为了比较均匀的组织,晶内α相长大,由不规则扭曲的α片层变为条棒状,晶界α相发生再结晶形成球状α相,无连续晶界。固溶时效处理显著改善了无缝管材的组织均匀性。
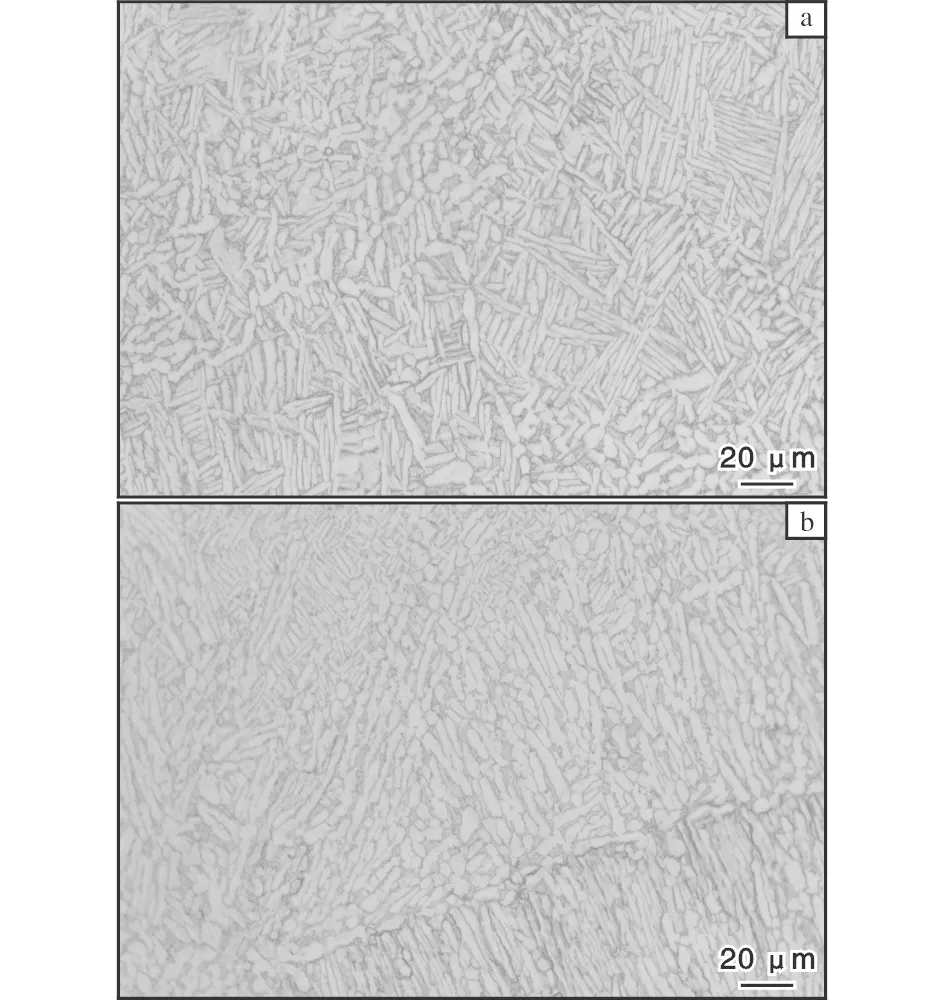
图3 TC4钛合金无缝管材热处理后的显微组织
2.4 热处理态无缝管材力学性能
图4为TC4钛合金无缝管材的室温拉伸性能。从图4可以看出,热处理后无缝管材的抗拉强度≥995 MPa,屈服强度≥931 MPa,延伸率≥15%,相比热轧态明显提升,综合性能优异。同时,热连轧TC4钛合金无缝管材的力学性能指标明显优于传统锻造挤压工艺制造的TC4钛合金管材[12]。

图4 TC4钛合金无缝管材的室温拉伸性能
采用工业化流水线式的热连轧工艺制备TC4钛合金无缝管材,相较钻孔挤压工艺制备中高强钛合金管材,无需去芯棒,材料损耗少,同时生产效率高,综合成本显著降低。
3 结 论
(1) 采用热连轧工艺制备出规格为φ108 mm×14.5 mm×L的TC4钛合金无缝管材。与传统钻孔挤压工艺相比,该工艺无需去芯棒,具有材料损耗少、生产效率高、成本低等特点。
(2) 热轧态TC4钛合金无缝管材的综合力学性能良好,组织主要由大量扭曲变形的片层状α相以及未完全破碎的β晶界组成,整体呈现为扭曲变形的过渡组织形态。
(3) 经固溶时效热处理后,TC4钛合金无缝管材组织中不规则扭曲的α片层变为条棒状,晶界α相发生再结晶形成球状α相,其Rm≥995 MPa,Rp0.2≥931 MPa,A≥15%,综合性能优异。