消除马口铁连退卷取内圈松卷和溢出的新方法
2022-11-23王天顺柴佐华
王天顺,刘 蓉,柴佐华
(1.上海梅山钢铁股份有限公司冷轧厂,江苏 南京210039;2.中国重型机械研究院股份公司,陕西 西安 710018;3.中冶陕压重工设备有限公司,陕西 西安 710119)
0 前言
马口铁是厚度0.1~0.5 mm的冷轧低碳钢薄板[1-6],镀锡后的马口铁对空气、水、水蒸气、特别是食品、果酸等有较高的耐腐蚀能力,以及其无毒和很好的可深冲性,使得马口铁广泛应用于制作各种罐头食品的包装盒。马口铁对其退火后的钢卷质量有非常高的要求,特别是T2~T5级镀锡板和DI罐用镀锡板,对其来料的卷形、错层、内圈质量以及层间张力都要求非常高[7]。
常见的马口铁连续退火机组出口使用助卷皮带包裹的方式自动助卷带钢进入卷取机,助卷过程中助卷皮带的张力保持恒定[8-9],通过PLC程序和传动参数控制卷取机卷筒的线速度和带钢速度同步,这种方案能够成功的把带钢助卷到卷取机的套筒上。但是由于带钢与套筒之间以及带钢内圈之间摩擦系数非常小,助卷过程很容易产生打滑的现象[10-15],同时随着进入角度的变大带钢与卷取机上套筒的摩擦力也变大,那么相同的皮带张力施加给带钢上的张力是一个不可控的变化值,这种变化给卷取内圈带来了错层和溢出的缺陷,大大降低了带钢的合格率。
1 传统的马口铁连退机组出口卷取工艺流程
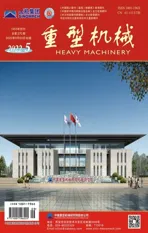
出口段卷取的工艺布局如图1所示[16-17],出口转向辊摆动伸缩导板起辅助导向带钢穿带作用,助卷皮带包裹卷取机上的套筒辅助实现带钢卷取。
传统的出口卷取方案步骤:
(1)将套筒放置在卷取机卷筒上,卷取机轴头支撑抬起。
(2)出口转向辊摆动伸缩导板摆起、伸出。
(3)助卷器大臂进入。
(4)助卷器小臂抱紧并包裹卷筒,助卷皮带加载张力。
(5)机组联动,出口转向辊夹送带钢经由摆动伸缩导板进入助卷皮带与套筒之间。
(6)机组继续联动,卷取2~3圈。
(7)出口转向夹送辊打开,伸缩摆动导板缩回,助卷器小臂打开同时大臂退回原位,机组出口段继续联动生产。
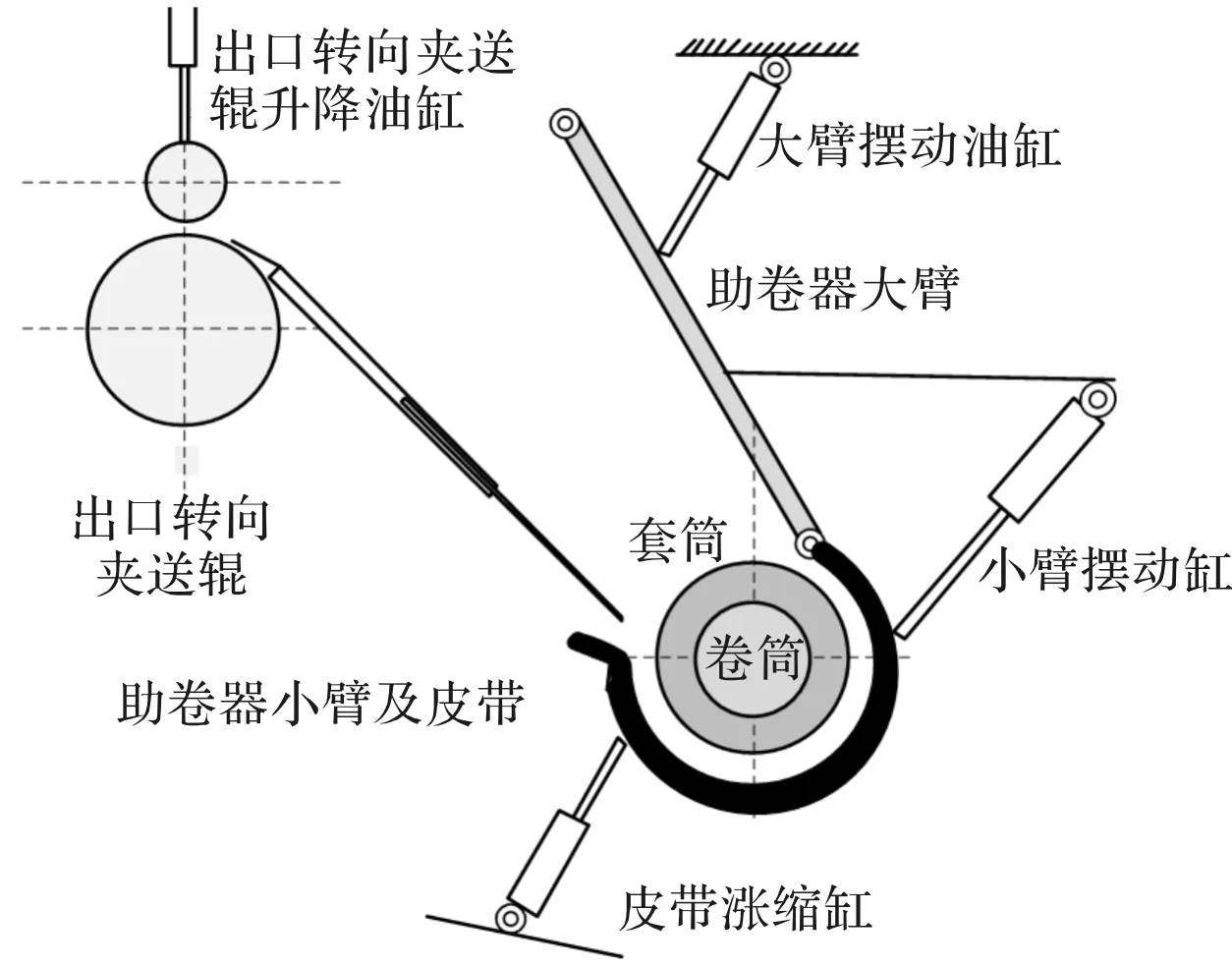
图1 出口段卷取的工艺布局
2 传统的马口铁连退机组出口卷取控制方案
在控制方案上,助卷皮带采用恒张(拉)力控制,卷取机控制分为两种[18]。一种是速度控制模式,同时设置电流和扭矩限幅。带头进入助卷皮带之前卷取机采用纯速度控制模式,给定线速度同机组穿带线速度相同,当带头进入助卷器后卷取机增加一个速度的激励值,同时对卷取机电流和扭矩进行限幅。另一种是转矩控制模式,带头进入助卷器之前和之后,卷取机都采用电流和力矩限幅的工作模式。
卷取机控制的两种工作模式中,第一种模式的缺陷是:卷取机在助卷过程中需要进行工作模式切换,而且工作模式由速度模式切换成扭矩模式后,施加给带材上的实际张力变化非常大,这种变化直接影响了内圈带钢的卷取质量。第二种模式的缺陷是:带头进入助卷器之前卷取机反馈扭矩根本达不到限幅扭矩,带头进入助卷器后一两圈卷取机实际扭矩在不停变化,增加了带头内圈打滑的风险,内圈打滑也会直接带来内圈质量缺陷。
3 皮带助卷器对带钢的力能分析以及对带钢进入卷取机的作用
助卷皮带的皮带张紧力由张紧油缸提供,用于在助卷时将皮带张紧,这种张紧力在助卷过程中施加给带钢,从而使带钢紧紧的缠绕在卷筒的套筒上[19-20]。
带材在刚进入助卷器阶段,皮带施加给带钢的带头部分一个压力,该压力的一部分用于带钢头部产生弹塑性形变,另一部分通过带材传递施加给套筒一个正压力,该正压力进而转化为摩擦力,帮助带钢在套筒上缠绕。如图2所示,F1为皮带施加给带钢头部的一个压力,该压力部分通过带钢传递给套筒,F2为套筒施加给带钢一个作用力,这个作用力和带钢施加给套筒的正压力是一组平衡力。F3为F2转换的摩擦力。
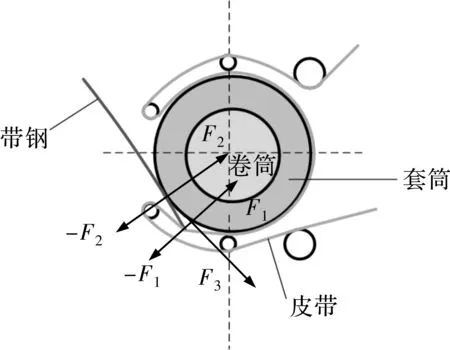
图2 带材带头进入卷取机的受力分析
随着带材继续运行进入助卷器,带材在卷筒上的缠绕面积越来越大,皮带施加给套筒的正压力也越来越大。此时带钢的受力由两部分组成,一部分是卷取机通过套筒施加给带材上表面的正向摩擦系数,一部分是皮带施加给带材下表面正压力转换的反向摩擦系数。
图3 带材继续进入卷取机的受力分析
常规模式下,皮带给带材施加的正压力是一个恒定值。卷取机输出的扭矩,一部分通过套筒施加给带材产生摩擦力,一部分带动皮带旋转被皮带消耗掉。而随着卷取进程的进行,最终施加给带钢上的张力是一个变化值。正是这个变化值让整个带钢在带头的卷取过程不稳定,从而产生内圈松卷和溢出的质量缺陷。
4 助卷皮带变张力配合卷取机变频器恒扭矩输出的方法
在助卷过程中根据卷取机变频器和卷取机电机测速编码器反馈的信息,适时的调整皮带助卷器的助卷力,使得带钢受到的张力恒定,从而使得整个助卷过程的系统控制稳定性得到提高。通过助卷力的调整解决卷取内圈松卷和溢出的问题。具体方法:
(1)带头进入助卷器之前,卷取机给定速度为带材联动穿带速度叠加速度激励值(一般为穿带速度的5%左右),对卷取机变频器进行电流和扭矩限幅,限幅值一般为正常生产张力的60%左右,皮带助卷器控制皮带张紧油缸张紧力100%设计张力。这时卷取机变频器反馈的电流值、扭矩值以及卷取机编码器反馈的转速值都是恒定的。
(2)通过带头位置测量编码器检测带头从进入助卷器开始,直到缠绕一圈,继续对卷取机实时反馈电流和扭矩以及卷取机电机编码器反馈转速进行监控。当卷取机反馈电流增大至限幅值的50%时候,或者卷取机电机编码器反馈的转速开始下降并开始消耗速度激励值以后,以梯度减少形式对助卷器皮带的张力设定值进行调整,当卷取机反馈扭矩增大至限幅80%以后,或者卷取机电机反馈的速度已经完全消耗掉速度激励以后,迅速调整卷取机力矩限幅值至100%,调整联动穿带速度叠加速度激励值为10%,并且助卷器皮带的张力设定值为0。
(3)通过带头位置测量编码器检测带头在卷取机套筒上卷取的长度超过1.5圈以后,助卷器发出助卷完成指令。机组进入正常联动生产。
经过梅山钢铁冷轧厂连续退火机组现场实际测试,结合实时数据测量分析软件PDA,对比卷取机力矩、速度的给定和反馈,得到卷取机扭矩和速度曲线的测量曲线如图4所示的。卷取内圈的现场照片如图5所示。
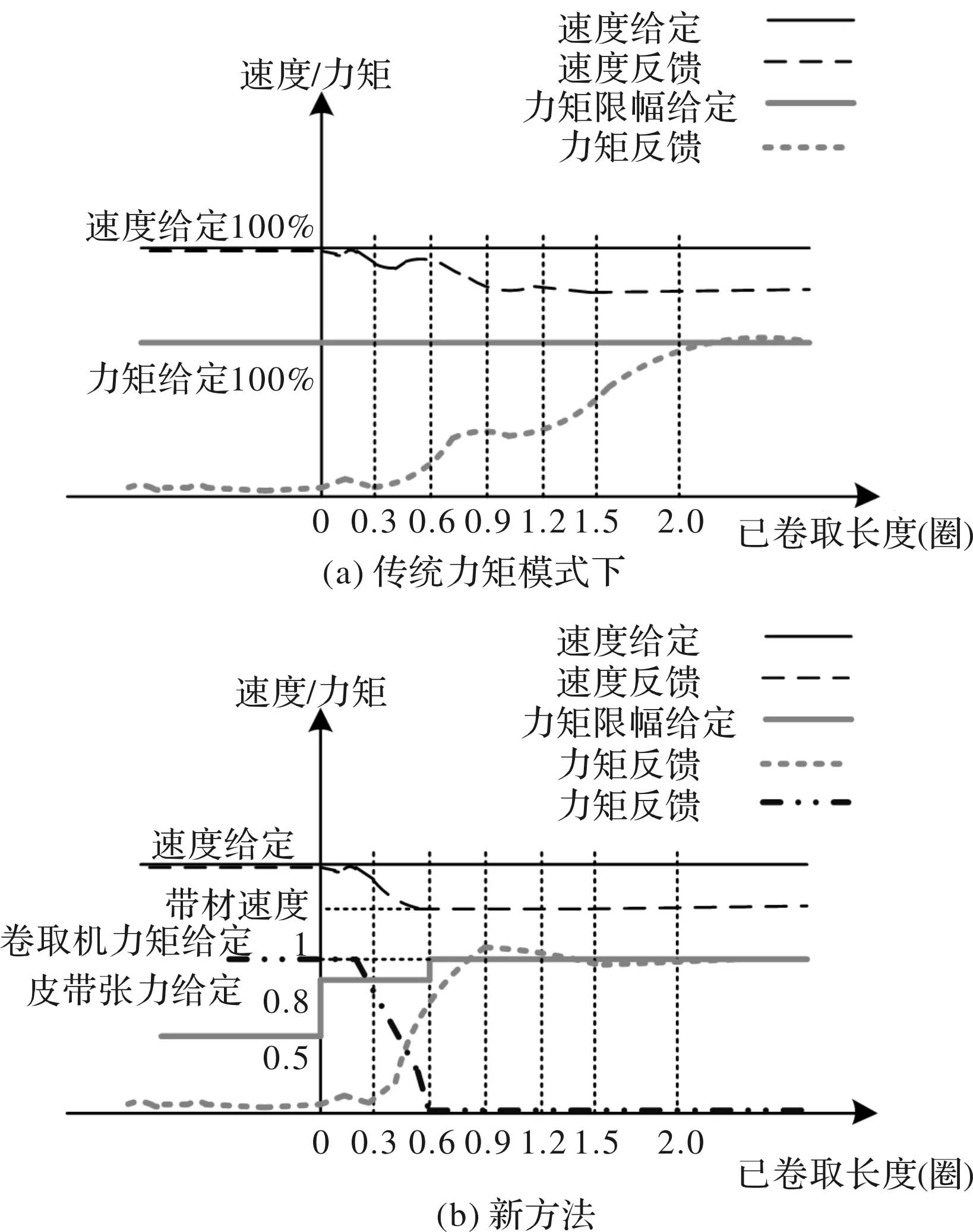
图4 卷取机扭矩和速度曲线
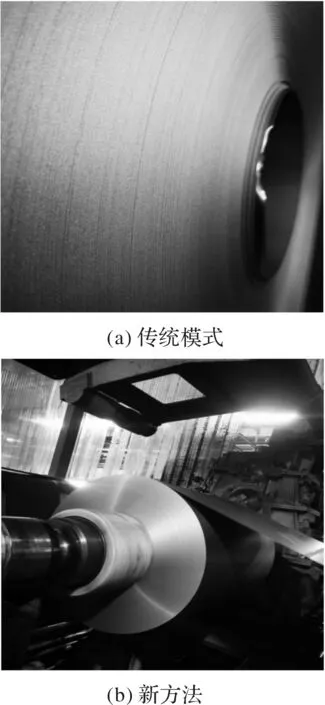
图5 卷取内圈的现场照片
通过PDA曲线和现场实际应用情况对比,充分验证了该种方法的有效性,该方法的优势是通过调整助卷皮带的张力,使得助卷过程中卷取机施加给带钢上的最终张力能够保持相对恒定和稳定。
这种卷取过程中前几圈施加给带钢的张力稳定正是解决内圈松卷和溢出的主要原因。也只有前几圈质量的保证,才能很好的保证更多内圈的卷形。同时,该方法大大提高了助卷的效率,通过张力曲线可以看出加张完成时机从原来的2圈多降至现在的1.2圈。
5 结束语
本文提出的依靠助卷皮带变张力配合卷取机变频器恒扭矩输出的方法,通过检测卷取机变频器电流和扭矩的变化值,以及监控带头进入助卷器的长度,适时的梯度调整助卷皮带的张力,使得助卷过程中皮带和卷取机施加给带钢的合力保持稳定。该方法成功地解决了卷取内圈的松卷和溢出缺陷,也提高了助卷过程中的加张效率,使得加张时机从2圈多减少至1.2圈。同时,该方法也能缓解卷取内圈打滑的问题。