微米级灵菌红素的制备及在织物染色中的研究
2022-11-22屠成超刘晓侠任佳栋胡博远
屠成超,刘晓侠,任佳栋,胡博远
(嘉兴学院 生物与化学工程学院,浙江嘉兴 314001)
在全球绿色环保浪潮的影响下,天然染料因安全性高、无毒且有一定的药理保健作用而深受关注.[1]目前,天然染料主要从植物中获取,但由于植物中色素含量较少,大量采摘和砍伐必然对生态环境造成破坏.[2]因此,开发新型高性能、高附加值的染料,探索新的天然染料来源,开发染料的清洁生产工艺,逐步建立节能减排的技术支撑体系,已成为纺织行业发展中迫切需要解决的问题.
灵菌红素(prodigiosin,PG)是多种微生物的次级代谢产物,包括来自土壤和海洋的细菌、放线菌等.[3-4]灵菌红素具有三吡咯环甲氧基的基本结构,具有抗癌、免疫抑制、抗菌及抑藻等重要的生物活性.[5-8]近年来,灵菌红素作为生态染料在纺织染色方面也有报道,[9-10]初步研究表明,灵菌红素对羊毛、腈纶等织物具有较好的染色效果.但因灵菌红素菌株产量较低,生产和使用过程需要使用有机溶剂,限制了它的推广和应用.本文采用高产灵菌红素的菌株,通过发酵优化制备微米级生态染料,对纺织品直接进行染色,有利于加快灵菌红素作为生态染料的应用进程.
1 材料与方法
1.1 材料
1.1.1 菌种
大肠杆菌 (EscherichiacoliATCC 8099)、白色念球菌(CandidaalbicansATCC 10231)以及金黄色葡萄球菌(StaphylococcusaureusATCC 6538)购自美国典型微生物保藏中心,沙雷氏菌(SerratiamarcescensGX-1)由本课题组实验室保藏.
1.1.2 培养基
种子培养基:牛肉膏3.0 g·L-1,蛋白胨10.0 g·L-1,NaCl 5.0 g·L-1,琼脂粉18 g·L-1,pH值为6.5;
原培养基:蛋白胨13.0 g·L-1,甘油20.0 g·L-1,甘氨酸2.0 g·L-1,硫酸镁 1.2 g·L-1,NaCl 5.0 g·L-1,pH值为6.5;
废蛋白培养基:甘油20 g·L-1,蛋白胨8 g·L-1,废蛋白 40 g·L-1,硫酸镁1.2 g·L-1,甘氨酸2.0 g·L-1,脯氨酸1.0 g·L-1,乙酸钠0.1 g·L-1,硫酸锰0.25 g·L-1,pH值为6.5;
花生培养基:花生20 g·L-1,废蛋白10 g·L-1,硫酸镁1.2 g·L-1,甘氨酸2.19 g·L-1,甘油24.3 g·L-1.
1.1.3 织物
标准涤纶织物、真丝织物(浙江嘉欣丝绸股份有限公司赠).
1.2 方法
1.2.1 发酵条件优化
首先考察3种不同的发酵培养基,[11]进而考察培养条件:pH值分别为5.5、6.0、6.5、7.0、7.5;装液量分别为25 mL/250 mL、50 mL/250 mL、75 mL/250 mL和100 mL/250 mL;不同浓度的表面活性剂脂肪醇聚氧乙烯醚(AEO)、仲烷基磺酸钠(SAS)和聚氧乙烯脱水山梨醇单油酸酯(吐温-80)在150 rpm、200 rpm和250 rpm摇床转速下对灵菌红素产量的影响.
1.2.2 菌种发酵培养
采用平板划线法活化菌种S.marcescensGX-1,挑选单菌落接入液体培养基,放入37 ℃、180 rpm摇床中培养12 h得到扩大培养液.按发酵培养基装液量的5%将其接入发酵培养基,在28 ℃的摇床中培养48 h.
1.2.3 灵菌红素产量的测定
用pH值为3的酸性丙酮适当稀释发酵液,在波长535 nm下测定其吸光度.根据标准曲线y=0.0326 Ax计算灵菌红素的产量,其中y代表灵菌红素产量(g·L-1),A代表稀释倍数,x代表波长535 nm下的吸光度.
1.2.4 色素胶束粒径的测定
在上述最高产量的发酵液中添加表面活性剂后,放入Scientz-IID超声波细胞粉碎机处理,再使用Litesizer 500 nm粒度及Zeta电位分析仪测量其粒径的大小和分布.
1.2.5 染色工艺
称取1 g织物投入pH值为8.0的微米灵菌红素的染液中,浴比为1∶50,调整染色温度至100 ℃,染色10 min后,将织物取出,在60 ℃温水中清洗两次,最后将其晾干备用.
1.2.6 染色性能测定
取染色后的织物试样50 mm×200 mm两块,标准摩擦棉布50 mm×50 mm一块,用铜环固定在摩擦头上,参照国标GB/T3920-2008测定其耐摩擦色牢度.
取染色后的织物试样50 mm×70 mm与两块标准贴衬织物50 mm×70 mm沿一短边缝合,参照国标GB/T3921-2008测定其耐皂洗色牢度.
1.2.7 抗菌性测试
参照国标GB/T20944.1-2007,取未经染色的布样与染色后的布样,裁取直径为5 mm的圆形试样,用无菌镊子将其分别放在含有大肠杆菌、白色念球菌及金黄色葡萄球菌的培养皿中,并均匀按压使两者接触良好,再放入37 ℃ 的培养箱中培养24 h,观察其抑菌效果.
2 结果与讨论
2.1 发酵工艺优化结果与分析
2.1.1 单因素实验对灵菌红素含量的影响
分别考察3种不同的发酵培养基配方、初始pH值和装液量对灵菌红素产量的影响,结果分别见图1、图2和图3.

图1 发酵培养基对灵菌红素产量的影响

图2 初始pH值对灵菌红素产量的影响
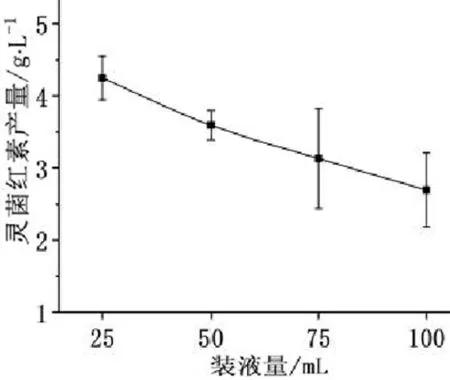
图3 装液量对灵菌红素产量的影响
由图1可知,花生培养基为最优培养基,在成本上相比原培养基降低60%,同时,由于花生中含有大量的不饱和脂肪酸,为灵菌红素的合成提供了前体,[12-13]大大提高了灵菌红素的产量.
由图2可知,pH值在5.5~7.5之间,对灵菌红素产量影响不显著,这与重组大肠杆菌灵菌红素缩合酶PigC表达所需的最优pH值有所不同,[14]这可能与宿主菌不同有关.由图3可知,最优的装液量为25 mL/250 mL,这与灵菌红素合成途径中的相关酶在有氧条件下活性较高有关.[15]
表面活性剂可以改变膜的通透性,在一定程度上解除反馈调节.本文考察了表面活性剂的种类、浓度以及摇床转速对灵菌红素产量的影响,结果见图4和图5.
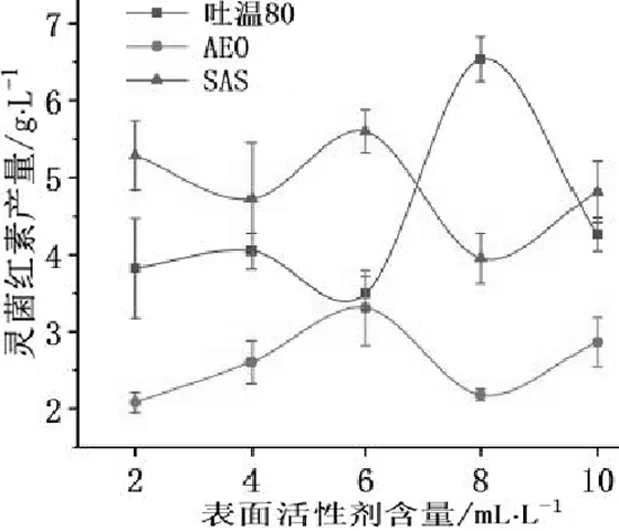
图4 表面活性剂对灵菌红素产量的影响
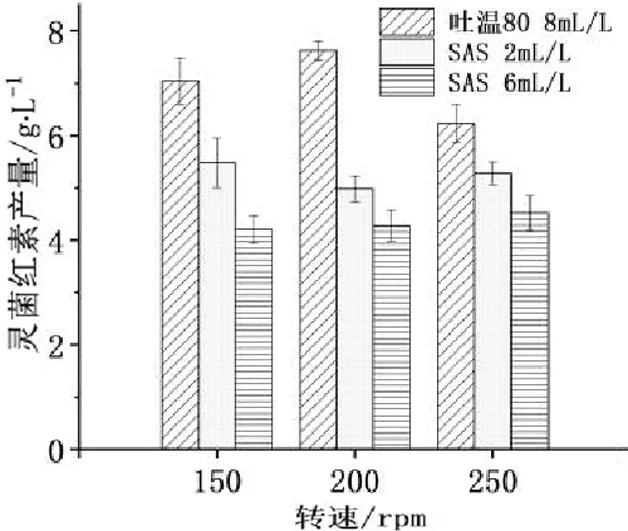
图5 摇床转速对灵菌红素产量的影响
如图4所示,添加不同浓度的3种表面活性剂AEO、SAS、吐温-80,对灵菌红素的产量均有影响.其中添加8 mL·L-1(V/V)吐温-80和2 mL·L-1(V/V) SAS,灵菌红素产量较高,但随着表面活性剂添加量的增大,产量反而有所下降,可能菌体生长受到影响,这有待进一步研究;当吐温-80添加量为8 mL·L-1时,灵菌红素产量可达6.54 g·L-1.由图5可知,采用花生培养基,当转速为200 rpm,在装液量为25 mL/250 mL、pH值为6.5、吐温-80为8 mL·L-1时,灵菌红素产量可高达7.62 g·L-1.
2.1.2 超声处理对色素胶束粒径的影响
在发酵液中添加适量的表面活性剂,有望制备微米级灵菌红素分散液.微米级的色素分散液可以保证分散液的稳定性,进而保证染色织物染色均匀.[16]在转速为200 rpm的发酵液中添加8 mL·L-1吐温-80,所测灵菌红素的平均粒径为2249.7 nm;放入输出功率为240 W的超声波细胞粉碎机,工作5 s,间歇3 s,共处理5 min,色素的粒径明显降低,达到718.7 nm.
2.2 染色性能的测定
使用真丝织物和涤纶织物进行染色测定,结果见表1.
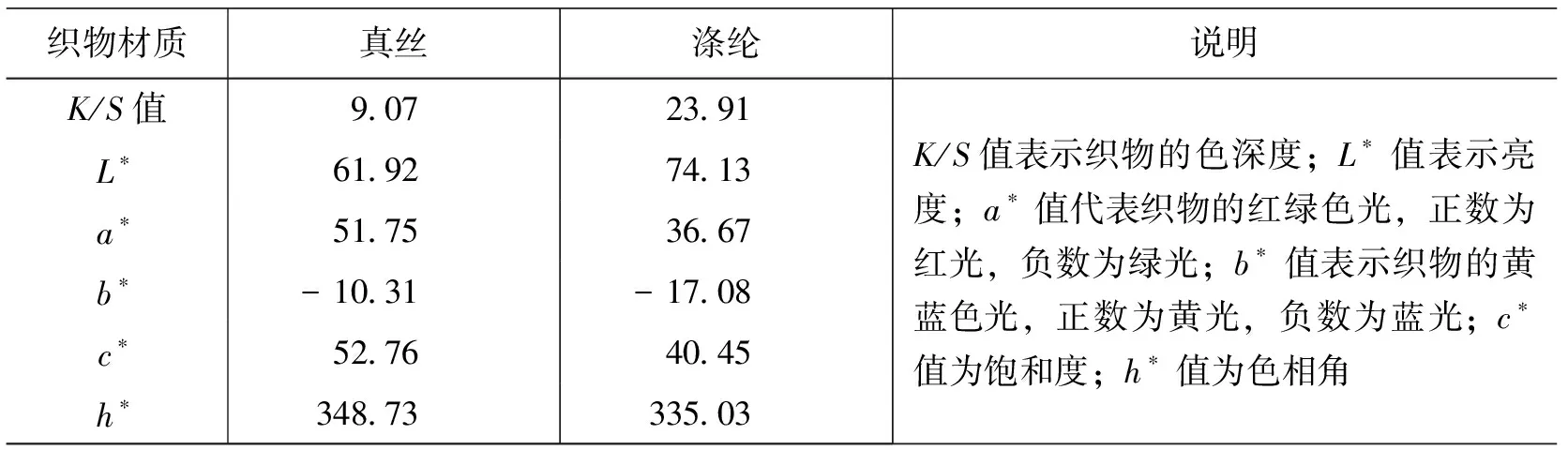
表1 纳米级灵菌红素染色织物的表观颜色
由表1可见,两种织物均具有较好的色深度,且有明显的红光和较弱的蓝光.
由表2可知,在耐皂洗色牢度和耐摩擦色牢度测试中,染色的真丝织物和涤纶织物均有良好表现,皂洗色牢度和摩擦牢度均为4~5级.

表2 微米级灵菌红素染色织物的色牢度
2.3 抗菌性测试
灵菌红素染色后真丝对大肠杆菌(ATCC 8099)、白色念球菌(ATCC 10231)以及金黄色葡萄球菌(ATCC 6538)的抑菌效果如图6所示.
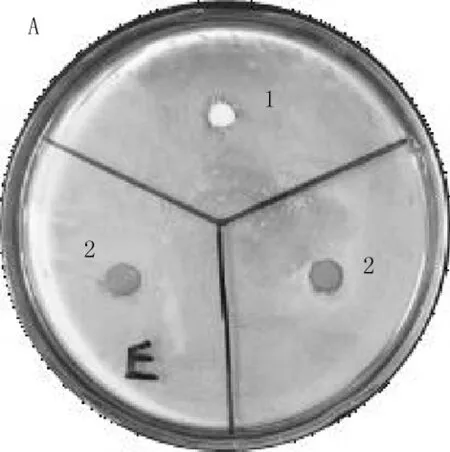
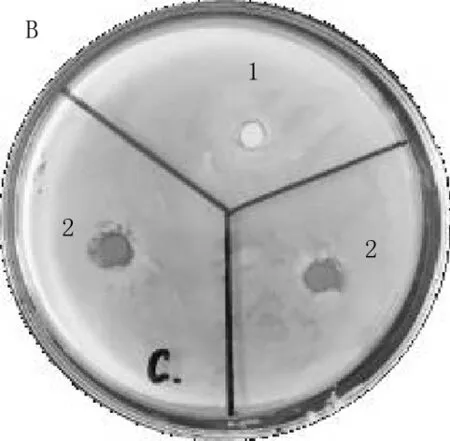

图6 染色真丝织物对多种微生物的抑制结果
由图6可以看出,染色后的真丝织物均有抑菌圈(直径<1 mm)且在染色试样下无微生物生长,而未染色对照织物试样下有微生物生长,说明灵菌红素染色的真丝织物抑菌效果良好,这与已报道的结果一致.[16]
3 结论
花生培养基在发酵条件为装液量25 mL/250 mL、pH值为 6.5、转速为200 rpm时,添加8 mL·L-1(V/V)表面活性剂吐温-80,灵菌红素产量最高可达7.62 g·L-1,较优化前提高80.14%;采用该微米级染色液对涤纶、真丝织物进行染色,染色后的涤纶、真丝织物鲜艳亮丽,耐摩擦及耐皂洗色牢度均达4~5级,且对多种微生物具有优良的抑菌效果,该研究表明灵菌红素具有广阔的应用前景.
