预制式设备安装系统在输水盾构隧洞的研究应用
2022-11-18李阳
李 阳
(广东省水利电力规划勘测设计研究院有限公司,广东 广州 510220)
1 概 述
珠江三角洲水资源配置工程从广东省内西江水系取水,向珠江三角洲东部地区尤其是粤港澳大湾区供水,主要供水目标是深圳市、东莞市和广州市南沙区的缺水地区。
工程的主要的起始点取水口和提水泵站位于佛山市顺德区西江的鲤鱼洲岛,采用过江交通隧洞的方式与主体工程连建,鲤鱼洲交通隧洞盾构段全长2.134 km,隧洞内径6 m,采用泥水平衡盾构工法单线盾构,该盾构段下穿西江主水道,水深2.5~14.2 m,地质条件较为复杂,外水压力大。隧洞底部为3.8 m宽度车道,车道两侧为0.59 m高度的检修及人行通道,隧道两侧按照不同高程依次布置生活供水管道,消防供水管道,排水管道,强电供电电缆,监控及安防等弱电电缆,照明及指示牌,顶部设有通风排烟等设备及其支架。
盾构隧道或交通隧洞设备安装工程[1]常规施工方法是在隧道土建施工完成后,各专业设备的安装工人进场打孔安装化学锚栓或膨胀螺栓,安装设备支架,从而完成各专业设备管线的安装。该方法大量依赖人力,效率低精度差,特别是对于该项目中的过江隧洞地质复杂,外水压大,机电设备数量繁多,打孔量大,密集的打孔容易造成管片结构的破坏,带来后期管片渗漏,破损等后果。
为实现高效快速的设备安装,又不破坏盾构管片,预制式安装技术能有效解决现有技术中的上述问题。该技术将合金低碳钢滑槽与盾构管片[2]在预制阶段就安装在一起,盾构隧道完成后,可利用滑槽作为挂点灵活的安装设备支架,该方案较好的解决了后期打孔安装的问题,实现了预制式安装,但实际应用中发现滑槽本身的耐腐蚀性能难以满足盾构隧道100 a的使用寿命要求,由于无法精确定位后期设备安装点位,因此需要全环预埋槽道,材料浪费较大,建设成本较高,对于管片的受力结构也有一定的影响。因此,新型预制式设备研究对提高盾构隧洞设备安装质量和施工效率,降低施工风险和成本具有重要意义。
2 新型预制式设备研究
鲤鱼洲过江交通隧洞作为国内首次采用盾构施工的水利交通工程,预制式设备安装成为主要的科研创新突破口,在国内首次设立了基于预埋套筒的水利交通盾构隧洞全预制式设备安装系统研究课题。
2.1 结构特点
研发并采用工业级316L或304不锈钢材质的专用混凝土管片专业预埋套筒[3],解决交通隧洞工程所使用的预埋件耐腐蚀、长寿命、高强度的问题。
经过大量研究和实验数据比对,该项目选取了对沿海气候及盐雾耐腐蚀性能最佳,同时力学强度高的316L材质不锈钢套筒,预埋套筒结构大样、实物图见图1。

图1 预埋套筒结构大样、实物图
研究并采用了基于盾构隧道管片拼装角度模数的理论作为预埋套筒位置布局的依据。盾构管片的错缝拼装是按照一定的拼装点位规律由盾构机掘进时同步完成的,经过深入研究,如果全环套筒的数量能按照管片错缝拼装角度的模数比(1/2,1/3或1/4)来选择全环适当的套筒数量及等间距进行分布,在管片拼装成型后,全环等套筒的标高和位置就可以保持一致,实现环向等距、纵向固定等高,利于外挂槽道的安装,也为后期设备利用套筒进行直接安装创造了有利条件,可节省外挂槽道使用量,也大大简化了安装工序和整体成本。

图2 错缝拼装示意图
如图2所示,所述管环内侧圆周面上绕所述管环Ⅰ的轴线等间距设有若干预埋套筒Ⅲ,相邻所述预埋套筒Ⅲ之间的夹角与相邻管环Ⅰ间错缝拼装的角度为整数倍数关系,例如,错缝拼装的角度为θ,则相邻预埋套筒Ⅲ之间的夹角为α=θ/n,其中n为正整数且2≤n≤9,即n为2、 3……8或9。在一个实施例中,错缝拼装的角度θ为22.5°,n为3,则相邻预埋套筒Ⅲ之间的夹角为7.5°,一个管环Ⅰ上的预埋套筒Ⅲ上的数量为48个。这种设置方式下,同一高度下的预埋套筒Ⅲ在隧道纵向S上呈一直线排列,可以保证安装的设备支架也呈直线。
预埋套筒Ⅲ的环向C线路选择需避开盾构管片Ⅱ内主钢筋、吊装孔、盾构管片Ⅱ连接螺栓位置且距离需大于5 cm以上,避免预埋套筒Ⅲ与主钢筋笼冲突,或后期安装支架与吊装孔、连接螺栓的埋放位置冲突。预埋点距离管边界也应大于5 cm,避免预埋套筒Ⅲ位于盾构管片Ⅱ强度薄弱的边缘。
根据以上拼装模数理论,该项目的盾构隧洞内径6 m,盾构隧洞环向由六个盾构管片(一个封顶块,两个相邻块,三个标准块)拼装组成,环间采用错缝拼装方式,错缝角度为22.5°,该项目选取了错缝拼装角度的1/3(7.5°)作为错缝拼装模数比,并以此计算出全环等间距预埋套筒数量为48个,套筒等分弧长间距392.7 mm,套筒埋深90 mm。该套筒间距的选择有利于套筒的全环分布,也有利于利用套筒安装外挂槽道,也可以在两个套筒上直接安装支架。管片衬砌环构造图见图3。

图3 管片衬砌环构造图
预埋套筒分布轴线为管片中心轴线偏上15 cm,以避开管片主钢筋,吊装孔及管片连接螺栓,距离管片左右边缘需大于5 mm,且不可与钢筋直接接触。
2.2 预制施工工艺
预制施工是本技术最重要的环节,盾构管片是在管片预制工厂自动化生产线高效生产完成,预制工艺流程为:
管片模具准备及放入钢筋笼-混凝土浇筑及振捣-蒸汽硬化-管片脱模-水池养护14 d-吊装运输-隧道盾构拼装。
预埋套筒全程将经历高温、高压和高碱和振动的冲击,在不改变管片厂主要工艺流程和增加工作量的基础上,如何实现套筒的高效率预埋预制,同时确保套筒预埋定位的精确性,倾斜度合格,套筒内部不漏浆,还能经过吊装运输盾构机拼装后不损伤预埋套筒,管片模板可长期重复使用,是该项目的主要科研课题。
在大量科学研究和工厂实验的基础上,本项目在预埋预制工艺上也做技术创新,采用在管片钢模上打出高精度的定位孔,利用独特设计的复合材料定位端头起到了定位和固定作用,实现了快速安装施工和脱模,并且能保证不锈钢套筒的预埋质量,能达到设计要求的精确度和预制质量,且能适应规模化工厂预制管片的生产,并以此预制工艺技术申请了相关专利。
2.3 安装方式
外挂槽道与预埋套筒直接安装相结合的安装方式,能利用预埋套筒直接安装设备的区域则直接安装在预埋套筒上,其余部分则采用外挂槽道进行灵活安装,采用了锚点预埋与外挂滑槽相结合的技术,解决了点线面的各类型安装需求,在隧道环向和纵向均可灵活地解决所需的挂点,包括未来新增的挂点均可提供,可根据需求灵活使用有利于节省工程成本。
2.4 结构性能
2.4.1 力学性能
新型基于预埋套筒的预制式安装系统作为隧道结构性挂件,预埋套筒与盾构管片同步预制施工制作完成,作为盾构管片的组成部分,具有非常良好的力学性能。M12的预埋套筒极限拉拔测试值远大于80 kN以上,而打孔安装的M12规格化学锚栓或者膨胀螺栓仅能达到15-30 kN。预埋套筒力学性能见表1。
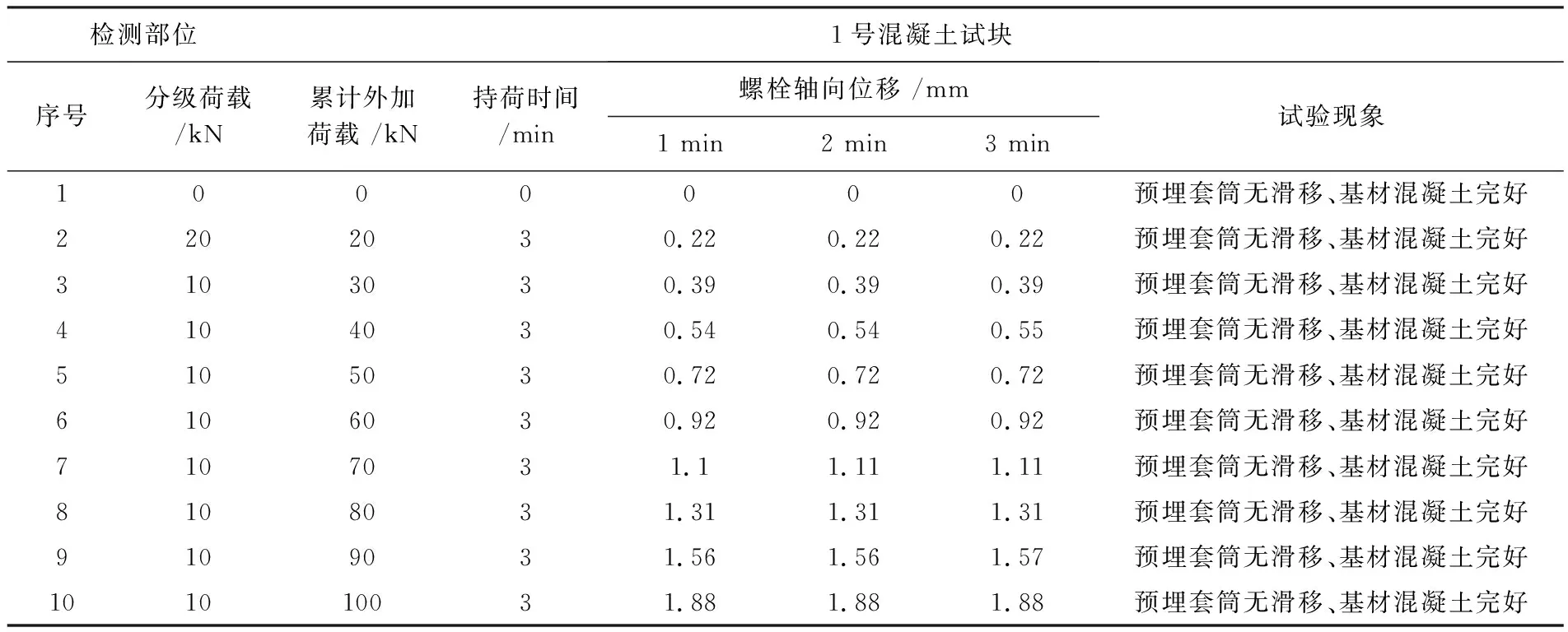
表1 预埋套筒力学性能表
此外,在防震防松方面做了大量的测试也证明其具有非常良好的性能,基于预埋套筒的预制式安装系统对于隧道设备的安全提供了非常有利的保障。
2.4.2 耐久性能
预制式套筒选用316L工业级不锈钢是目前国际上公认的具有非常优秀的防锈耐腐蚀和盐雾性能的不锈钢材料,具有与盾构管片相同的使用寿命。测试用盾构管片及其316L不锈钢预制套筒,露天存放6 a后,除了表面有少量污迹之外,仍然完好如初,证明预埋套筒具有非常优秀的防锈蚀、耐高温、湿热、水雾、酸碱盐雾等性能。
预制式安装系统解决了传统打孔安装的锚栓设备,只具有20 a使用寿命的问题,大大拓展了盾构管片及其安装设备的使用寿命,节约了建设和维护更换资金。
2.4.3 对盾构管片的保护性能
盾构隧道采用的打孔安装工艺以及前期建设期和运营期的临时和固定设备安装,每环管片的打孔量有60个左右,每公里达到40 000个左右,因打孔造成打断钢筋,或者重新钻孔,管片崩块裂缝,渗水透水,孔位倾斜等问题较为严重。
采用新型基于预埋套筒的预制式安装系统很好地解决了这个问题,每环48个预埋套筒等间距分布,每公里32 000个预埋套筒,可为隧道内任意位置的设备安装提供预制式锚点,避免了打孔安装带来的各种破坏。
相较于全预埋槽道[4]方案,每环管片48个套筒在管片内占用的体积只有全环预埋槽道的20%,避免了预埋槽对盾构管片的受力结构的影响。
不锈钢套筒的使用寿命可达到与盾构管片同样的寿命,避免了其他工艺20 a左右需要重新更换基于普通碳钢的预埋挂件的锈蚀风险。
综上所述,基于预埋套筒的预制式安装系统和工艺对于盾构管片起到了良好的保护作用,在全寿命周期内把对盾构管片的影响降低到了最小。
2.5 工程影响
2.5.1 施工效率
隧道机电施工中阻碍安装效率提升的主要工序是在盾构管片上打孔并安装化学锚栓或者膨胀螺栓,每公里工作量工时由4 300 h,采用新技术将其前移到管片预制工厂后,隧道地下施工现场可直接安装支架设备,可大大简化和减轻隧道现场工作量。
由于采用了非常简洁可靠的预制工艺[5],预埋套筒的预制仅仅在预制厂增加了公里工作量约300 h,隧道现场由4 300 h打孔安装锚栓的工作量减少到400 h左右,现场工作量只有原来的1/10左右,可整体节约全线进度约1个月左右,大大加快了工程建设的速度。
根据下图现场测算,一个工人现场安装速度每天平均可达100环以上,常规打孔安装锚栓的速度约为10环左右,工效提升明显。
2.5.2 工程质量
结合BIM从设计端开始设计套筒的布局和机电设备管线的分布位置,精度可达毫米级别,全流程精细化设计和施工,提升了工程质量。管片生产工厂完全按照国家环保标准建设和管理,现代套筒的预埋和管片的预制工厂整洁干净,工艺先进自动化设施齐全,工作环境宽敞明亮,预制式机电设备安装实现了工厂化标准化生产,改变了原来现场安装的各种弊端,为工程质量的提升做出了有力保障。隧洞成型效果图及预制式设备投入使用见图4、5。

图4 隧洞成型效果图

图5 预制式设备投入使用图
2.5.3 节能减排
传统打孔安装工艺,由于隧道工作面狭窄,无水无电无空调,通风照明条件差,噪音高且粉尘飞扬,工人劳动强度大,严重影响工人健康,同时由于工程普遍存在赶进度的情况,不同专业交叉施工,密集作业容易引发工伤事故,还有大量的支架设备是依靠现场切割和焊接等特殊作业完成,也容易带来火灾隐患和人身伤害。随着老龄化社会的到来,依靠人力为主的施工现场难以维系,实现自动化和工厂化生产才是最终的解决方案。
新型预制式安装系统的隧道现场工地整洁干净,无噪声粉尘污染,无需交叉施工赶工期,无需动火用电,标准化的外挂槽道安装后避免了支架焊接切割等特种作业,所有工序按照固定标准执行避免了人为因素干扰,真正实现了文明施工,绿色施工,保护了自然环境和生态环境,减轻了工人劳动强度和职业病风险,减少了工伤事故的发生。对于施工单位而言,可以实现标准化科学管理,提升了工厂和施工现场管理水平,有利于改善工人的劳动条件,身体健康,减少了工伤事故风险,减少了劳保和事故赔偿支出。
另外,相比较全预埋槽道工艺每公里70 t左右的钢材使用量,基于预埋套筒的预制式设备安装系统仅需要预埋8 t左右的不锈钢套筒,大大节省了钢材使用量,整体成本造价也得到了降低,通过精确定位,科学布点实现了节能减碳,降耗增效。
3 结 语
预制式设备安装技术采用全新技术填补了水利系统盾构隧道预制式设备安装领域的空白,将后期设备安装工序前置,无需在隧道现场打孔,通过在管片预制工厂采用基于管片模板设计的预埋预制技术,即可快速地进行管片及其预埋套筒的大批量预制生产,结合外挂槽道和设备支架的安装使用,从而实现了隧道设备快速安装,大大加快了地铁盾构隧道设备安装的进度和提高了工程质量,保护了盾构管片免受打孔植筋造成的破坏。现今该盾构隧洞已提前完工并通过整体验收,事实证明此盾构隧道预制式设备安装系统在应用中取得了非常好的应用效果。
