基于SIMATIC IOT2040的智能产线次品分拣人机交互系统设计*
2022-11-17蔡言秀
任 琪 , 蔡言秀
(1.长沙民政职业技术学院电子信息工程学院,湖南 长沙 410004;2.长沙市鹏扬教学设备有限公司,湖南 长沙 410004)
0 引言
智能制造作为工业4.0的组成部分之一,智能生产线与办公信息系统之间的人机交互方式日新月异。但不同制造商以及不同时间、不同技术水平生产的机器设备,存在着通信协议不统一等问题[1]。这就给远程监控设备运行状态和管理员根据现场生产情况调整方案带来极大不便。
针对此类情况,课题组设计了一种人机交互系统,上位机可以实时监控现场的生产运行状态,管理员也能够根据监控到的设备运行状态手动发送生产操作指令。该系统采用西门子SIMATIC IOT2040智能网关,首先完成智能产线、控制器、上位机等不同数据源的数据采集和处理;再通过腾讯云平台,将采集到的数据转发给“腾讯连连”小程序,实现对设备的实时远程监控。SIMATIC IOT2040智能网关支持多种通信协议,因而该方案能够应用于不同产商生产设备的通信。
1 产线功能分析
智能产线次品分拣系统选用PLC控制,能够自动完成对产品工件的高度检测。系统包含自动运行、单步运行、复位三种模式,为了安全生产,只有在急停状态下才能实施工作模式的选择和切换。当急停按钮被按下时,无论系统处在哪种工作状态,将立即停止所有执行机构;当安全隐患排除后,如需再次运行设备,系统要求按钮复位到初始位置,方可运行[2]。
系统在自动或单步运行状态下,释放急停按钮,按下启动开关;当上料点物料检测传感器检测到有工件后,同步带驱动直流电机带动传送带将工件送至高度检测点;高度检测组件中的红外测物料高度传感器HG-C1050便会对工件高度进行检测,并转换为与高度成比例的标准电信号0 V~5 V输出;该电信号通过PLC模拟量输入模块实现A/D转换,转换为0~27 648的数字量信号,存储到PLC的模拟量寄存器中;最后传送带会将工件搬运到右侧工件出货点。此时,PLC将模拟量寄存器中的值与正品标准值进行比较,如果超出标准值范围,则PLC判断其为不合格工件,排料气缸动作将物料排出;如果在标准值范围内,则PLC判断其为合格工件。在接收到下一工作站的空闲信号后,升降气缸带动推料向下一站气缸下行,推料向下一站气缸动作完成推料,实现产品的自动分拣。推料完成后,升降气缸带动推料向下一站气缸上行,电机M1开始反转,同步带输送组件回到搬运初始位置,准备下一个工件的分拣[3]。
2 系统硬件设计
2.1 元器件选型
智能产线次品分拣人机交互系统硬件体分为PLC控制系统和智能网关系统两部分[4-5]。其主要元器件有控制器、信号检测机构、执行机构、上位机、智能网关等。具体的元器件选型如表1所示。
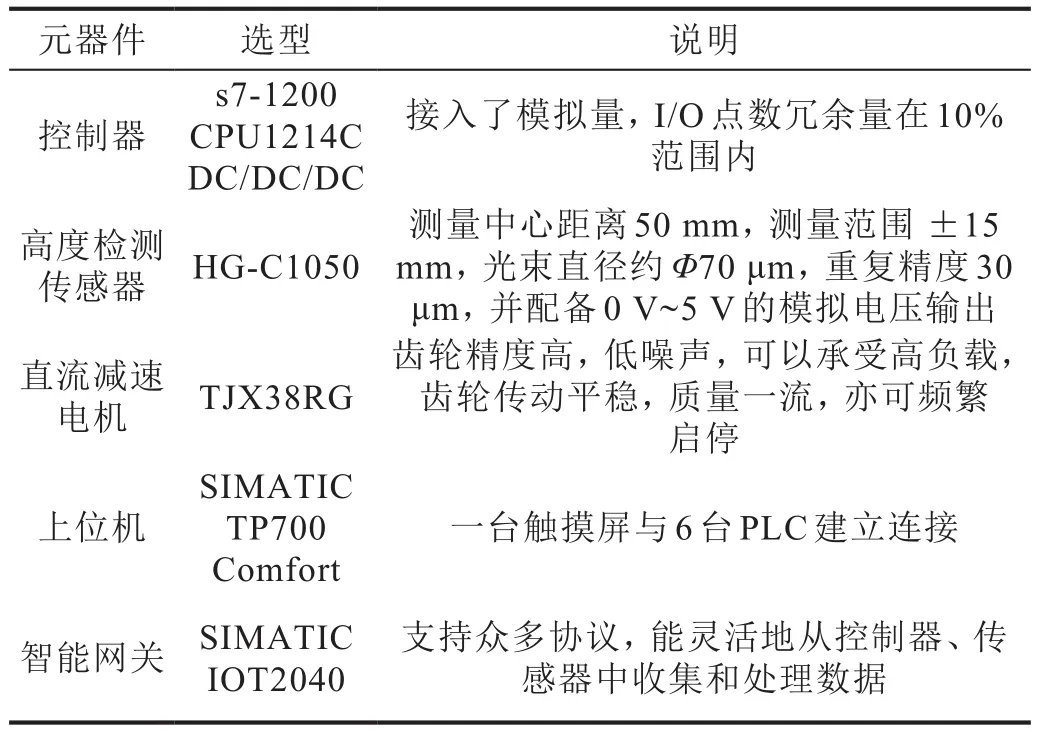
表1 元器件选型
2.2 主电路设计
调速直流电机拖动传送带完成产品搬运工作,电机控制电路如图1所示。中间的继电器K1实现电机使能控制,当K1线圈通电,K1常开触点闭合,电机得电启动。中间的继电器K2控制电机正反转,电机正转时拖动传送机构将产品搬运到目标位置,电机反转时将传送结构送回初始位置。限位开关是防止传送机构越位的机构,当传送机构到达目标位或初始位时,限位开关常闭触头断开,调速直流电机断电,传送机构停止运行,保护传送机构不会因越位而撞坏其他机械部件。
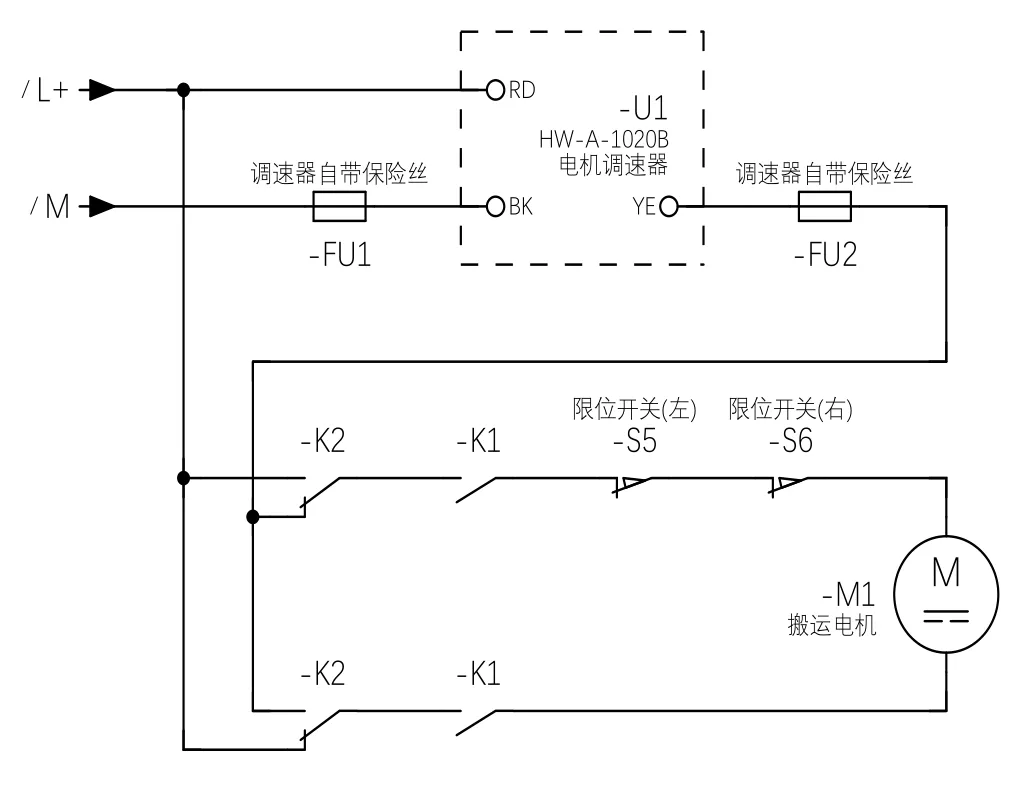
图1 电机控制电路图
3 系统人机交互设计
3.1 HMI上位机界面设计
HMI人机控制界面可以有效提高人机交流的便利性以及系统的灵活性。根据设计功能要求,将HMI界面设计成多个层级窗口,如图2所示,其中包括用户登录界面、分拣状态查看界面、生产数据总览界面、设备 I/O 测试界面等[6]。

图2 HMI界面设计
1)登录界面可以防止非专业人员的错误操作以及保护某些设置参数,在组态画面时引入了用户管理系统,不同用户拥有不同的操作权限。
2)分拣状态界面可以实时监控智能产线工作时的状态。通过按键,手动控制切换功能得以实现,整个控制系统的实用性得以提高。
3)生产数据界面可以查看当前的生产数据,如当前产品总数、目标产品数量、废料数量等。当系统复位后,点击面板上的产量清零按钮可以清空目标产量和当前产量,输入新的目标产量点击开始生产就可以继续新的生产。只要保持物料的供给,产线即可自动运行,直至运行到当前产量等于目标产量为止。
4)I/O 测试界面可以显示设备当前工作状态,包括手动控制信号状态、自动检测信号状态、电机运行状态和气缸动作状态。其中手动控制信号状态包括自动运行状态、手动运行状态、停止状态、复位状态、急停状态等。自动检测信号状态如表2所示。

表2 自动检测信号状态
3.2 设备远程监控设计
为保障智能产线上不同数据源的数据传输稳定,解决设备运行状态数据、控制器、上位机和云平台各通信系统各自为战以及通信协议、数据格式不统一等问题[7]。本系统采用支持多种协议的SIMATIC IOT2040智能网关,通过以太网通信方式,可以灵活地从控制器、传感器、上位机上收集和处理数据。其网络拓扑结构如图3所示。

图3 网络拓扑结构
3.2.1 智能网关及运行环境配置
IOT 2040智能网关配备两个网口,将X1P1 LAN网口对应的网卡Eth0以DHCP方式自动获取动态IP,连接到网络;X2P1 LAN网口对应的网卡Eth1设为静态IP,这样IOT 2040智能网关与控制器、触摸屏、计算机就处于同一网段。
登录Putty,连接到IOT 2040智能网关,在Putty命令行中输入node /usr/lib/node_modules/node-red/red &启动Node-RED,即可在浏览器中打开网关IP地址的1880端口进入到Node-RED界面。
Putty连接到IOT 2040智能网关后,使用NPM安装节点,或者在Node-Red开发界面的节点管理中安装所需要的节点。例如Node-Red自带的48个节点、Dashboard节点、S7节点、MySQL节点、腾讯云Iotexplorer节点等[8]。
3.2.2 智能网关、PLC间数据采集
次品分拣智能网关、PLC间数据采集具体过程如下:“s7 in”节点是基于 S7 协议,从SIMATIC PLC读取布尔量数据,使用Dashboard中的text节点将布尔量数据的“true”和“false”状态显示在Node-RED Dashboard中。浮点型数据可以用chart节点展现。反之,“s7 out”节点是将Node-RED Dashboard中的布尔量数据写入PLC。这样,智能网关便实现了与PLC输入输出数据的实时传送[9]。
报文中无法识别的布尔量数据的“true”和“false”,则通过Dashboard平台自带的function节点编辑程序,转换成设备端请求报文和远程控制请求报文的布尔量数据格式。
3.2.3 数据库管理
在本地的计算机上安装MySQL数据库软件,在Navicat 数据库管理软件中建立与本地数据库的连接,添加相应的表格,并为需要存储的数据创建相应列名[10]。为了方便查看数据状态发生变化的时间,在每个表格新建“cur_time”列,并设置字段自动更新为创建时的时间。在向数据库中写入数据时,在Node-red平台上的function节点中编写程序,对存储数据进行处理,使用SQL语法“insert into table_name(列1,列2...)values (值1,值2...)”执行对数据写入的MySQL操作。
3.2.4 腾讯云平台
腾讯云平台是智能产线设备和管理者之间的纽带,当PLC接收到的传感器控制信号和输出的执行设备信号上传到腾讯云平台后,操作员可以在“腾讯连连”小程序中扫描设备调试栏目中的二维码,远程监控与调试设备,进行多终端的远程访问。
4 结束语
该智能产线次品分拣人机交互系统以互联网和数据库为平台,实现了产线的自动化与信息化。在联网的智能设备上登录云平台,操作者就能在远程控制目标产量的同时,监控废料的数量和当前的成品数量,还对生产过程具有的一定的管理和控制权限。通过智能产线HMI界面监控生产线的工作状态和一些关键的生产数据,当发生特殊情况来不及触发各工作站的硬件急停时,使用触摸屏就能使产线“一键急停”。 利用“腾讯连连”小程序绑定云端建立的虚拟设备,操作者就可以监视产线当前生产状态、当前产量,并控制其目标产量。通过边缘计算网关读取现场层设备得到的数据,经过处理分析,还能够得到实时存储。
