聚氨酯面漆低温固化性能分析
2022-11-16王长军曲春钊刘继霞程晋宜吴栋
王长军,曲春钊,刘继霞,程晋宜,吴栋
(海洋石油工程(青岛)有限公司,山东 青岛 266520)
通常情况下,国内外海洋环境属于ISO 12944:2017标准中的C5-M级别。在LNG(液化天然气)工厂周边,高温、高湿、高盐和化学环境会加剧腐蚀的发生。对处在这种环境中的设备而言,腐蚀防护工作显得尤为重要。涂层的防护机理主要有3种:一是作为阻挡层,减缓腐蚀性粒子向涂层/金属界面的扩散;二是涂层中的缓蚀型颜料可以在腐蚀性粒子到达涂层/金属界面时,起到抑制基体腐蚀的作用;三是涂层与金属之间一般具有良好的粘结性,可以防止腐蚀剥离的发生[1]。C5-M 环境中的涂层通常采用环氧底漆+聚氨酯面漆或者富锌底漆+环氧中间漆+聚氨酯面漆的配套,一旦在低温环境下施工或固化,往往出现固化缓慢或固化不良的现象。本文针对青岛冬季的特点,对聚氨酯面漆室外低温下的固化性能进行实验分析。事情的起因是这样的:在某LNG项目中,某甲板片部分区域出现聚氨酯面漆涂层剥落现象(如图1所示),油漆配套为:富锌底漆60 μm,环氧云铁中间漆200 μm,聚氨酯面漆60 μm。2021年1月甲板片安装后,现场沿破损位置出现面漆呈锯齿状剥离的现象,部分位置可用铲刀剥离面漆,剥离形式为中间漆与面漆层之间剥落,剥离后的面漆较软,露出的中间漆固化良好,无污染物。
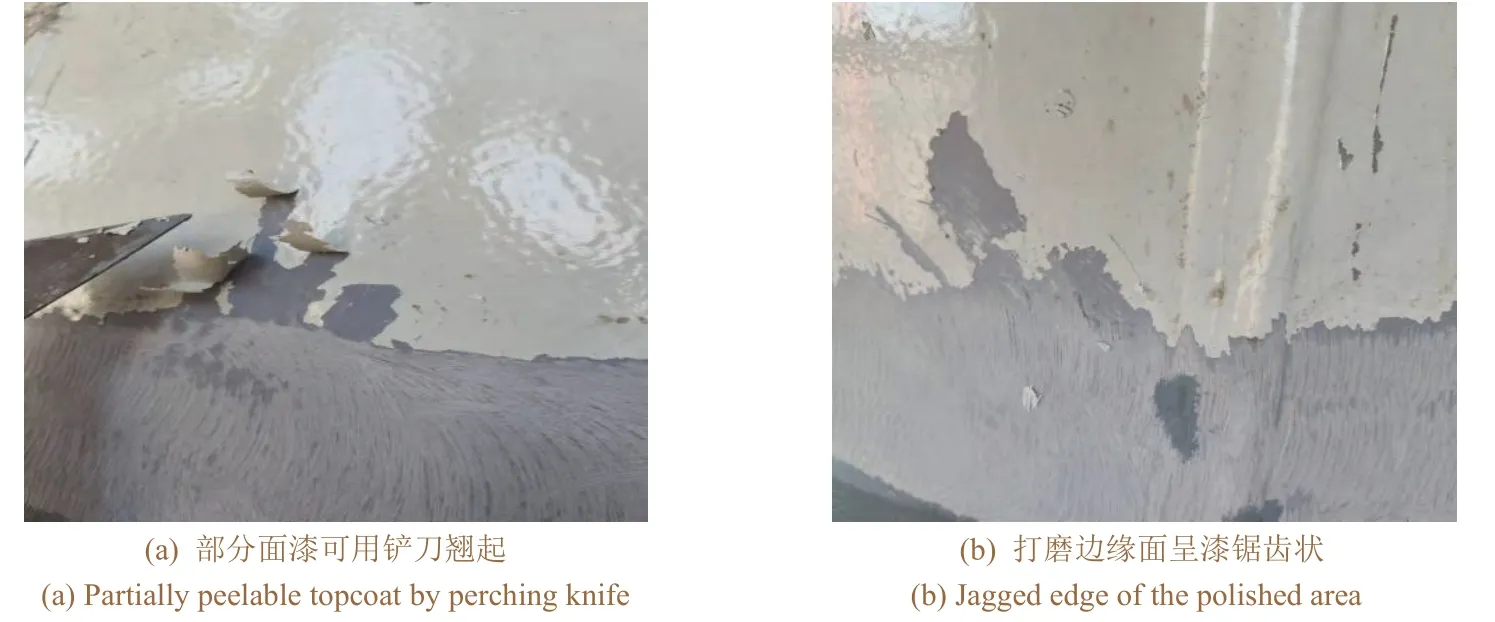
图1 面漆打磨边缘锯齿状剥离照片Figure 1 Photos showing the peel-off of topcoat with jagged edge during power tool cleaning
1 初步原因分析
首先从原材料入手,对相同批号的中间漆、面漆取样进行实验,结果均固化良好。查找已施工的含该批次中间漆和面漆的涂层,也未出现剥离现象。
施工工艺分析:面漆施工前中间漆已固化36 h,涂层表面无可见油污及污染物,满足涂装要求。面漆施工后室内固化2 h,再运至室外,室外温度最低−16 °C,故初步分析是低温固化导致面漆性能发生变化。
2 低温面漆固化实验
2.1 干燥性能测试
选择某国际品牌(GJ)和国内品牌(GN)的环氧云铁中间漆及丙烯酸聚氨酯面漆,准备若干150 mm ×70 mm × 5 mm的碳钢试板,施工2种不同的聚氨酯面漆60 μm,分别在5 °C和15 °C的低温培养箱中进行固化,用吹棉球法测试表干时间[2]。同时在玻璃板上分别施工2种不同的面漆,放置在干燥时间记录仪上,分别在5 °C和15 °C下测试面漆的硬干时间。
2.2 涂层系统固化及附着力测试
(1) 取若干150 mm × 70 mm × 5 mm规格的碳钢试板进行喷砂处理,清理等级达到ISO 8501-1:2007标准的Sa 2.5级,灰尘度等级达到ISO 8502-3:2017标准的1级,粗糙度达到60 ~ 80 μm,表面处理后分别喷涂2种类型中间漆,在25 °C下固化48 h以上。
(2) 低温固化及附着力测试:取某国际品牌油漆(白色)于室内温度15 °C、相对湿度65%的环境下施工12块试板,完成后每隔2 h将编号1−10的试板按顺序每次将2块转移至−5 °C的培养箱中,11号和12号试板保存在15 °C的环境中固化。4 d后将培养箱中编号为2、4、6、8和10的试板转移至15 °C的环境中固化。每隔24 h用划叉法进行附着力测试和观察外观,施工14 d后采用液压拉拔仪按照ASTM D4541标准进行附着力测试。
(3) 室温固化及附着力测试:在25 °C下取上述试板分别施工2种品牌的聚氨酯面漆。施工1 h后将1号试板(2种品牌各1块,后同)转移到5 °C培养箱中,2号试板一直处于25 °C的环境中;4 h后将3、4号试板分别移至5 °C和15 °C的环境中;6 h后将5、6号试板分别移至5 °C和15 °C的环境中;24 h后将7、8号试板分别移至5 °C和15 °C的环境中。
2.3 面漆弯曲试验及耐冲击性测试
在12块马口铁上施工厚度为60 μm的聚氨酯面漆,平均分成2组分别放置在−5 ℃和−10 ℃的培养箱中。每隔2 h将1−5号和6−10号的试板中按顺序各取一块分别转移至−5 ℃和−10 ℃的培养箱中,11号和12号试板保存在15 ℃环境中固化。4 d后将培养箱中的试板转移至15 ℃的环境中固化。20 d后按照GB/T 6742–2007《色漆和清漆 弯曲试验(圆柱轴)》进行弯曲试验,按照GB/T 1732–2020《漆膜耐冲击测定法》进行耐冲击性测试。
3 试验结果
3.1 干燥时间的对比
从表 1可以看出,2种不同面漆的表干时间与产品数据表基本相符合,但国内品牌的硬干时间存在较大差异。此外,国内品牌涂料的表干时间明显短于国外品牌,硬干时间也略短。

表1 2种品牌面漆的干燥测试结果Table 1 Drying test results of two brands’ topcoats
3.2 低温固化及附着力测试结果
第2天,1−4号油漆成膜不佳,整体性不良,但分层剥离现象不可见;7−10号样板基本成膜;11、12号试板已经硬干,未见分层现象。
第3天,1号试板已基本成膜,分层剥离现象轻微可见,如图2a所示。
第4天,1号试板未见分层剥离现象,转移至15 °C环境中的2号试板表面变硬,未见分层剥离现象,如图2b所示。
第5天,1号试板划开后可见分层,划痕边缘呈锯齿状破损,漆膜在破损边缘翘起。
第7天,1号试板开始硬干,漆膜稍软,分层可见,而2号试板漆膜偏硬,也有分层现象,如图2c所示。

图2 低温下GJ品牌面漆的固化情况Figure 2 Photos of brand GJ’s topcoat during curing at low temperature
14 d后进行的附着力测试结果见表2。
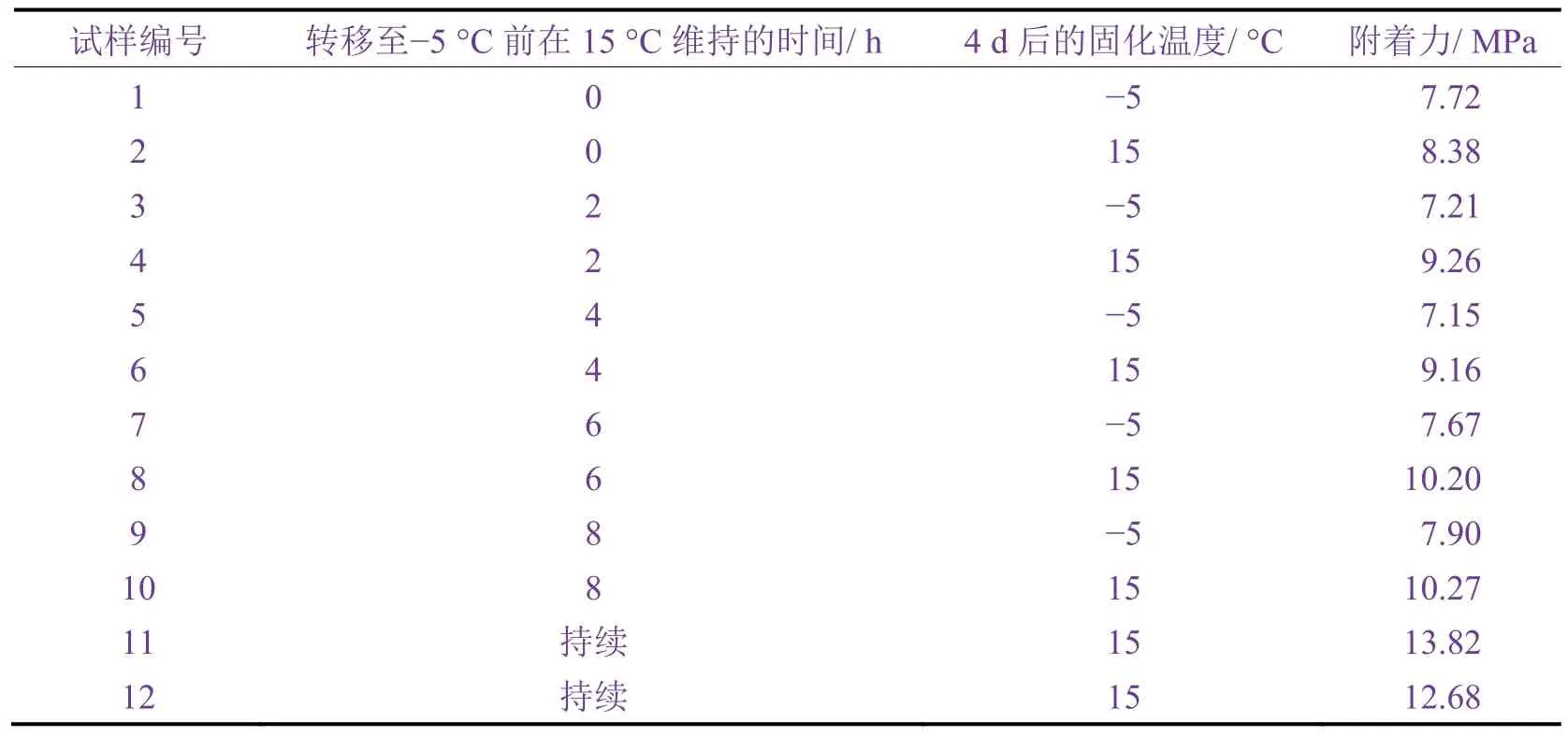
表2 −5 °C下GJ品牌面漆固化后的附着力测试结果Table 2 Adhesion test results of brand GJ’s topcoat after being cured at −5 °C
3.3 室温下固化及附着力测试结果
施工后第3天,5 °C环境中的油漆基本成膜,整体性较好,分层剥离现象不可见,而15 °C环境中的对比板固化良好,硬度较高。15 d后进行的附着力测试结果列于表3,均满足规格书的要求。

表3 5 °C和15 °C下2种品牌面漆固化后的附着力测试结果Table 3 Adhesion test results of two brands’ topcoat after being cured at 5 ℃ and 15 °C
3.4 面漆弯曲试验及耐冲击测试结果
从低温培养箱取出前,−5 ℃马口铁样板已表干(指压无痕),6、7、8号马口铁样板仍存在未表干现象,说明在−10 ℃的情况下,聚氨酯面漆几乎停止固化。固化后按照GB/T 6742–2007采用2 mm和3 mm轴径开展面漆弯曲试验,结果表明:3 mm轴径上,−10 ℃固化的面漆出现明显开裂现象(见图3),−5 ℃和15 ℃固化的面漆未出现裂纹和剥落现象;2 mm轴径上,−5 ℃固化面漆出现开裂现象,15 ℃固化的面漆未出现开裂现象。

图3 −10 °C固化的7号(a)和10号(b)样板的弯曲试验照片Figure 3 Photos of No.7 (a) and No.10 (b) specimens cured at −10 °C after bending test
按照GB/T 1732–2020在25 cm的高度开展耐冲击性试验,结果(见图4)表明−10 ℃和−5 ℃环境下固化的面漆内圈冲击位置出现细微开裂,外圈未出现开裂现象,15 ℃固化的面漆未出现开裂现象。

图4 −5 °C固化的1号样板和−10 °C固化的6号样板的耐冲击性试验照片Figure 4 Photos of No.1 specimen cured at −5 °C and No.6 specimen cured at −10 °C after impact resistance test
3.5 光泽测量结果
按照GB/T 9754–2007标准,使用三恩驰NHG268型三角度光泽度计对−5、−10和15 ℃条件下固化的1、6、11号样板面漆的光泽进行测量,结果如图5所示。它们的60 ℃光泽均达到75以上的高光要求,说明低温固化对面漆的光泽影响不大。
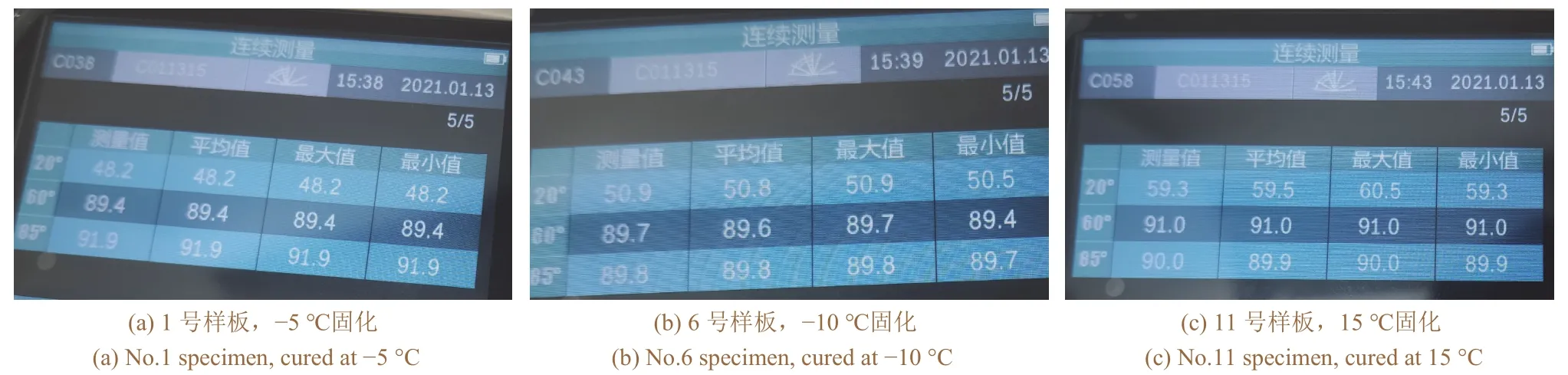
图5 面漆光泽测量照片Figure 5 Photos of gloss measurement for topcoats
4 试验结果分析
由低温下固化附着力试验结果可知,1、3、5、7、9号样板虽然转入低温前在15 °C环境下维持的时间不一样,但漆膜附着力差别不大;2、4、6、8号试板的漆膜附着力比1、3、5、7号试板均有所提升,说明影响附着力的主要原因在于后期的固化温度。11号和12号样板的附着力明显高于低温固化样板(1−10号),说明低温固化对附着力影响较大。通过划叉法观察可见,低温固化边缘呈锯齿状破坏,说明低温固化对油膜的柔韧性产生了一定的影响,弯曲试验结果印证了这一点。
由5 °C和15 °C条件下固化样板的附着力测试结果可知,只要在5 °C以上固化,漆膜附着力无明显差别,与−5 ℃条件下固化相比提升了60%。
通过面漆弯曲试验可知,随着固化温度降低,固化时间需成倍延长。当固化温度为−10 ℃时,固化反应几乎停止,即使恢复到高温固化,面漆的柔韧性和耐冲击性也会显著降低。
5 结语
低温环境对聚氨酯面漆固化的影响很明显。在温度降到−5 ℃以下的情况下,固化过程成倍地拉长,且得到的漆膜柔韧性较差,层间结合力弱。
在固化初期,温度较低的环境会影响漆膜性能,即使在一定时间后放回较高温度的环境中,涂层的柔韧性和附着力也存在降低的情况。
在5 ℃以上固化的时间越长,漆膜的附着力越高,而提高温度能够缩短固化时间。
以上结论对冬季施工具有指导意义。
至于现场发现的打磨位置面漆锯齿状剥离和附着力不良,主要是低温固化所致。为保证后期漆膜品质,固化温度应保持在5 ℃以上。
另外值得一提的是,油漆商应注意说明书中固化时间的准确性。施工单位在施工前,尤其是在低温环境下,应严格验证产品说明书中的固化时间,以保证产品的固化性能。
