电工纯铁发蓝异常的分析和处理
2022-11-15于鲁萍
吴 群,于鲁萍
(航天科工惯性技术有限公司,北京 100074)
电工纯铁DT4C由于电磁性能好,常用于精密零件的制造,该材料被广泛应用于航空航天类产品。由于此种材料本身的耐蚀性能差,容易生锈,所以需要进行表面处理以提高其防锈能力。氧化处理是其中的一种防腐蚀措施,电工纯铁在含有氧化剂的溶液中进行处理,在其表面生成一层亮蓝色或亮黑色且性能稳定的磁性氧化铁膜,膜的厚度δ约为0.5~1.5 μm[1];在工业上,机械零件的氧化处理又称为“发蓝”或“发黑”。比较多的是研究新型发蓝工艺[2-4],提高发蓝件耐蚀性能要求,关于机械加工过程与发蓝工艺的关系以及发蓝过程中的清洗过程和夹具使用导致发蓝异常的具体问题分析并不多见。
1 问题描述
近几年以来,公司内电工纯铁材料的产品每月滚动交付数量大,均在300件左右。该类产品机械加工结束后,均有表面处理发蓝要求。其中有两个产品极靴组件、壳体先后多批次发蓝后出现了异常,成为了难题。极靴组件由单件产品极靴和隔磁环压合焊接而成的,发蓝后极靴和隔磁环的压合缝隙处出现了白色析出物。壳体则在发蓝后先后出现了分布一致的压痕和红色挂霜物质(见图1和图2)。

图1 壳体发蓝后压痕Fig.1 Indentation of shell after bluing

图2 壳体发蓝后红色挂霜Fig.2 Red with frost of shell after bluing
2 问题分析
2.1 极靴组件原因分析
极靴组件的机械加工工艺流程为:准备→钳→车→精车→精车→钳→激光焊→热处理→检→表面处理。“准备”工序,工艺要求隔磁环与极靴孔轴配合过盈量为0.029~0.039 mm,且在单件及加工过程中对配合的圆与端面均有圆度、垂直度要求。“钳”工序压合时,需保证平行度及无缝隙要求。目测极靴与隔磁环外圆有白色析出物的接合端面(图3和图4的A)有缝隙,切开后用X光进行检测,在隔磁环与极靴孔轴配合(图4中的B)圆周内存在不均匀的缝隙,局部配合有的有间隙,有的紧密无缝。缝隙的存在导致发蓝过程清洗难度的增加。

图3 极靴组件发蓝后白色结晶物析出Fig.3 The white crystals precipitated on Jixue
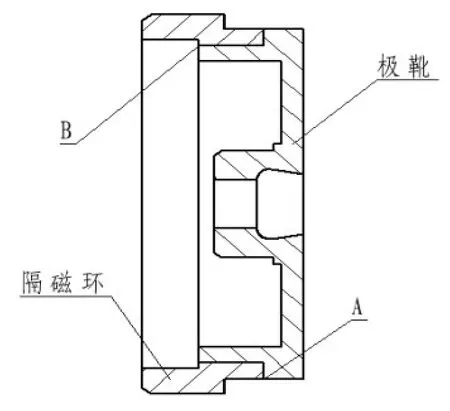
图4 极靴组件白色结晶物析出部位示意图Fig.4 Schematic diagram of white cryatsl prrecipitating site of Jixue
表面处理发蓝过程的常规流程可分为三个阶段,氧化前的准备阶段、氧化处理阶段、氧化后的辅助加工阶段。其具体流程为:半成品验收→装挂→化学除油→热水清洗→冷流水清洗→盐酸浸蚀→冷流水清洗→氧化处理→热水清洗→冷流水清洗→冷流水清洗→热水清洗→压缩空气吹干→卸挂。常规清洗方法主要去除残留碱液、残留酸液以及残留氧化液,清洗时借助相关夹具能够对大部分产品清洗干净,但是对于压合类的组件产品或是小孔类产品,不一定清洗干净。经调查发现,此次清洗更换了新的挂具,新挂具容量较原来挂具容量多三分之一,但清洗的用水量不变,导致清水中的碱浓度增加,碱液残留。
产品表面的白色结晶物经检测,主要成分为钠盐,根据极靴组件机械加工流程及工序内容,分析极靴组件配合端面及圆周有钠盐析出物,一是与配合部位有缝隙有关,二是与表面处理清洗不彻底有关。
2.2 壳体原因分析
同批次产品发蓝前并无此夹具印,且产品上印痕的分布较一致,推测与发蓝过程有关。壳体的发蓝工艺规程与极靴组件相同,均有三个阶段,考虑到氧化处理阶段时间长影响因素大,首先进行该过程的排查。经核实,发蓝时,壳体均放置在“鱼骨”状的挂具(见图5)。零件斜插在每根“鱼刺”上,一个挂具装挂量为10个。发蓝过程中,产品与该夹具接触点产生遮挡,同时两侧产生气袋。若氧化时间长,未按要求抖动,夹具与零件接触处容易有气泡析出,干扰氧化膜的形成,造成气泡处的膜层质量较差,最终产生红色圈状缺陷,暴露在空气中则会进一步发展,形成红色压痕。
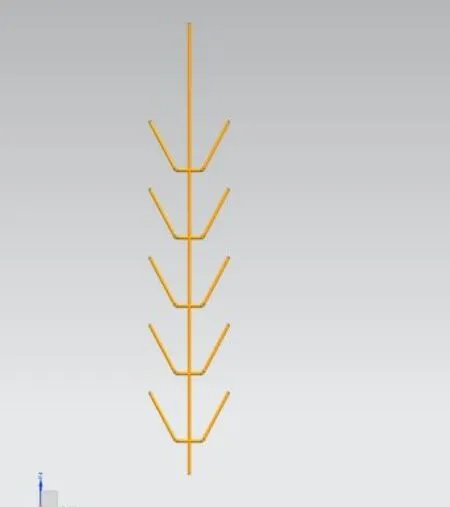
图5 壳体发蓝用挂具图Fig.5 Hanging tool for shell bluing
发蓝后出现红色挂霜的产品较多,基本分布在产品内表面,经汽油清洗后暴露出来。该附着物经软质绒布轻轻擦拭后,可以擦除且产品表面光滑并无腐蚀坑,排除产品发蓝前腐蚀问题。根据各类文献资料记载,发蓝后的红色挂霜[5]应为发蓝溶液中积聚的氢氧化铁粘附至产品表面导致。原因是发蓝过程中产生的铁酸钠与亚铁酸钠在钢铁制件表面形成磁性四氧化三铁膜的同时所水解的产物,即氢氧化铁脱水后为三氧化二铁,当发蓝溶液中积聚一定量的氢氧化铁之后,氧化膜表面会粘附一层明显的红色挂霜,它的出现不但影响到氧化膜的外观,还会降低氧化膜的耐蚀性,因此槽液的定期维护非常重要需要关注。
3 解决措施
3.1 极靴组件
针对导致极靴组件发蓝后出现白色析出物的两个因素机械加工过程、清洗过程分别制定解决措施。(1)极靴与隔磁环的机械加工过程严格执行压合前的分组选配,保证极靴与隔磁环配合过盈量在0.029 mm以上。(2)压合时,保证两个产品放正,减少压合变形,同时由检验人员检测相应尺寸和平行度,保证端面接合处无缝隙。对于表面处理的清洗过程,除按照正常发蓝工艺清洗外,增加用冷、热水交替清洗三次以上,针对缝隙不易清洗干净的问题,则增加超声波清洗,最后在100℃下烘干箱中烘干。后续多批次产品经该方法后,产品表面质量显著提高。
3.2 壳体
针对产品夹具印处的压痕问题,重点关注产品装挂状态,产品数量较多时,严格控制装挂产品的数量,避免零件之间相互压紧或产生气袋,使氧化溶液不能与钢铁表面均匀接触。同时为避免原挂具点接触方式对膜层的影响,在发蓝过程中对挂具进行人工的定期抖动,将气泡及时赶出零件。针对红色挂霜会随着发蓝溶液中高价铁离子的增加而加重的问题,加强发蓝溶液的控制和维护。其具体方法为:先在发蓝溶液中加入原体积1/4的热水,使之稀释,然后加热至沸,待静置后吸出槽底红色沉淀物于盆内,上层清液进行浓缩或补加材料。使之达到合乎工艺配方要求的质量浓度。此法需按照产品的批量保持一定的时间间隔经常进行。解决了夹具和槽液问题后,后续多批次产品表面质量状态稳定,此类问题没有再发生。
4 结语
多批次电工纯铁产品发蓝异常返工返修是生产中存在的难点问题,针对极靴组件和壳体两类产品发蓝异常进行了分析,虽然槽液浓度是影响发蓝膜质量的重要及主要因素,但产品机械加工过程和表面处理存在密不可分的关系,另外产品的装挂过程和清洗过程等辅助过程的影响不容忽视。后续该系列产品该类问题没有再发生,解决了产品外观质量的难题,可给予其它单位借鉴。