转炉煤气加压机轮毂裂纹故障分析与研究
2022-11-11朱红兵
朱红兵
(上海宝钢节能环保技术有限公司,上海 201900)
1 概述
转炉煤气加压站主要用于炼钢厂转炉煤气的存储和加压,转炉煤气经过煤气加压机加压后送往石灰窑、电厂和高炉等用户。该煤气加压机采用两用一备的模式运行,根据单机输送煤气量和加压要求,加压机采用高效离心风机模型VR58Ⅲ系列进行气动和结构设计,叶片型线为板式后向双曲线流线,最高效率点为83%,叶片数为15片。电动机采用高压变频器调速运行,根据下游用户的用气量要求,采用恒压控制方式调节加压机转速,在稳定加压机出口压力的前提下实现加压机的高效运行。实际情况下,由于下游用气量比较稳定,2台加压机的变频器输出频率基本恒定在42 Hz,调节周期比较长,1个月才会调节1次左右,叶轮基本上不会承受所谓的交变应力,这对后文的裂纹故障分析很有用。
叶轮采用HQ785高强钢加工制作而成,叶轮前盘加强圈、叶轮轮毂均采用HQ785锻件分别与前盘和后盘焊接,见图1。该3台加压机自2014年5月上线运行6年后,自2020年7月,在动平衡校正进行冲洗清理的过程中,发现在位于锻件轮毂与中盘环形焊缝φ600 mm向里约40~50 mm处均存在贯穿性裂纹,见图2~4。
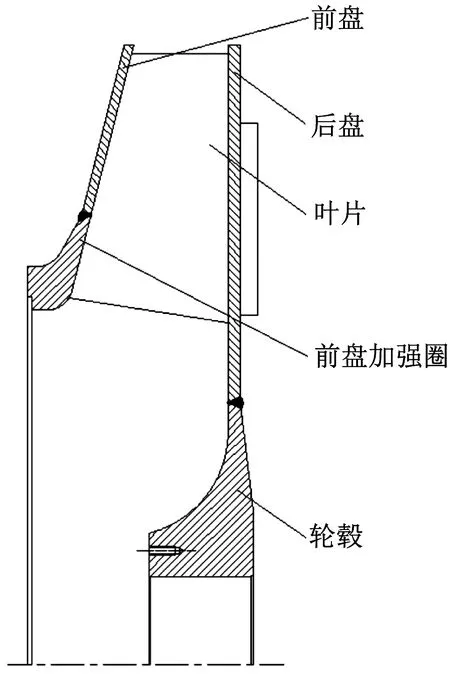
图1 叶轮外形示意图Fig.1 Schematic diagram of impeller shape

图2 裂纹与环形焊缝距离测量Fig.2 Distance measurement between crack and annular weld
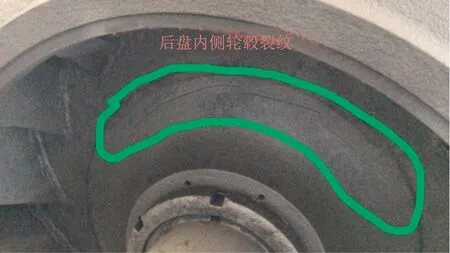
图3 后盘内侧轮毂裂纹Fig.3 Crack in inner hub of rear disk
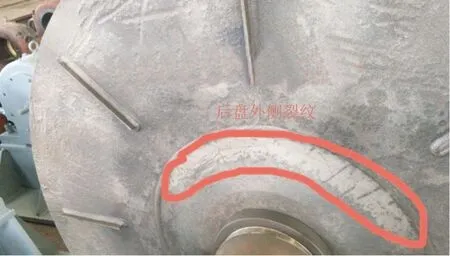
图4 后盘外侧轮毂裂纹Fig.4 Crack in outer hub of the rear disk
在进行转子动平衡校正前,风机轴承箱处的X、Y方向振动有效值已经呈现缓慢上升趋势,最大值为5 mm/s。根据文献[1]中所表述的内容“在转子裂纹产生过程中,转子本身的刚度发生变化,转子状态不稳,振动值产生突变。一旦裂纹形成,使轴系振动失稳引发振动突变,转子两端支撑轴承振动都会有反应。根据机组的不同特性,振动异常主要表现为:相位不稳定,振动值漂移等”。由于该裂纹在拆解之后发现,之前没有做频谱和相位分析,但可以预见的是,随着裂纹的延伸,振动突变后很有可能会发生灾难性的事件。所以对这样的故障很有必要进行深入的机理研究和分析,提出有针对性的解决措施。
2 断口原因分析
2.1 金属断裂四种型式描述
根据《机械设计手册》中“金属断裂与断口分析”章节[2]的内容,金属的断裂一般有四种型式:过载断裂、疲劳断裂、环境致断和脆性断裂。
(1) 金属材料的过载断裂:其机理为外加载荷超过机械零件的危险截面所能承受的极限应力时,造成零件断裂。
(2) 金属材料的疲劳断裂:其机理是金属在交变应力持续作用下发生的断裂,断口为疲劳断口,在工程失效中占比较大。按疲劳断裂的不同产生原因分为以下三种:①机械疲劳断裂:由外加变载荷作用下产生的疲劳断裂。②热疲劳:金属零部件因温度变化引起的膨胀或收缩受到约束时,其材料内部因变形受阻而产生热应力。当温度反复变化时,引起的热应力也反复变化,其材料由此而造成的失效则为热疲劳。零件发生热疲劳,在其表面上常呈现“龟裂”现象。③腐蚀疲劳:其机理是在循环应力与腐蚀介质的共同作用下产生的失效,比如在腐蚀性液体或气体中工作的零构件。
(3) 金属材料的环境致断:其机理是金属零件在失效应力和环境劣化因素(包括腐蚀、氢量和高温等)的协同作用下发生的断裂。常见的环境致断包括以下三种:①应力腐蚀破裂(SCC):是由持久拉应力和特定的腐蚀性环境的综合作用而产生的破裂。应力腐蚀破裂的危害在于其破裂前没有明显的变形或可见的宏观征兆而更为严重,其一般只发生在一定的材料和介质组织情况下。②氢脆(HE):是由于金属或构件中存在过量的氢,且有张应力协同作用下造成的一种脆断。其断裂源位置大多在表层下,晶界面上有撕裂棱。③蠕变断裂(CR):是金属在恒定应力的作用下发生的缓慢而持续的塑性变形现象。蠕变的塑性变形量如超过其许用值,则发生蠕变断裂或称持久断裂。其扩展而成的高温蠕变断裂断口,其微观组织将呈现晶界空穴。
(4) 金属材料的脆性断裂:为金属零件由于材料轧制或锻造工艺过程缺陷、或结构设计不当使局部结构应力过度集中而产生裂纹、或由于使用工况条件不当产生疲劳或应力腐蚀裂纹,都可使其材质变脆而发生脆性断裂。
2.2 断裂影响因素分析
2.2.1 应力分析与计算
下面依次对上述的几种情况逐一进行分析和排除。根据《断裂力学》分析,断裂总是在应力最高、强度最弱的局部位置上形成[3]。结合该叶轮的应力分析图,得知断裂截面处的应力为138.5 MPa,而叶轮的最大应力位于叶轮轮盖的进口加强圈处,为269.1 MPa,见图5。也就是说,实际断裂面位于叶轮中应力相对较低的位置,不在应力最大的地方。根据厂家提供的轮毂材料(从断裂轮毂上取样)力学性能试验报告(见表1),可知HQ785高强钢试样的屈服强度不低于632 MPa,远超过该断裂面处的最大应力。
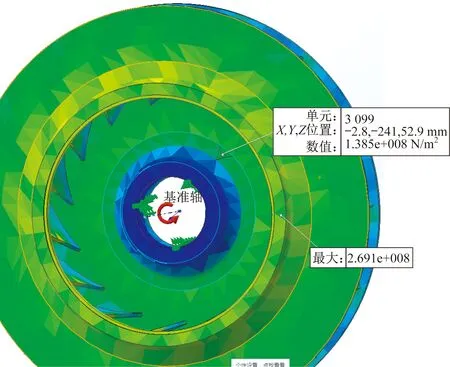
图5 叶轮应力分析图Fig.5 Stress analysis diagram of impeller

表1 轮毂材料力学性能试验报告Table 1 Mechanical properties test report of wheel hub material
导致断裂面处的材料屈服强度变弱的唯一可能原因在于焊接热影响区存在的材料脆化和失强。低合金调质钢的焊接热影响区是组织和性能极不均匀的部位,突出的特点是在整个热影响区中同时存在脆化和失强现象。在部件长期运行过程中焊接微裂纹易在热影响区脆化严重的部位产生和扩展,导致接头区域出现脆性断裂的可能;另外,受焊接热循环影响,低碳调质钢热影响区可能存在强化效果的损失现象,即失强,焊前母材强化程度越大,焊后热影响区的失强率越大[4]。根据目前的断口位置,其位于锻件轮毂与中盘环形焊缝φ600 mm向里40~50 mm的地方(见图2),这已经不属于焊接热影响区的范围。并且结合裂纹金相分析报告可知,裂纹中心位置基体为回火索氏体,晶粒很细,晶粒度为8~9级,可以排除焊缝区组织结构变化导致裂纹的产生。因此过载断裂的可能性是不存在的。
再来分析该断口是否属于疲劳断裂。最初各方一致认为该断口属于疲劳断口,是由于加压机叶轮长期运行于交变载荷状态从原母材薄弱处不断扩展所致。经过与用户方现场进一步核实,调取运行趋势数据核对,虽然加压机配套了高压变频装置用于调节加压机转速,但实际控制方式为手动控制,并没有投入自动调速运行,加压机调速运行间隔周期比较长,一般1个月左右才会调节一次,变频器输出频率基本恒定在42 Hz左右,现场反馈“加压机电动机电流曲线和频率曲线比较平稳,没有那种短时间内波动很大的调整”,也就是说叶轮基本上不会承受所谓的交变应力。因此疲劳断口是不成立的。
进一步讲,疲劳断口的典型形貌应有“疲劳断口三区”存在,即:疲劳源、疲劳扩展区和瞬断区。而制造商提供的金相报告中又指出“因断口腐蚀严重,故无法确定疲劳源”,其实疲劳源的贝壳纹不管腐蚀程度如何,在400倍的显微镜下应该可以观察到,这反过来又证明“疲劳断口”的判断缺乏有力的证据。
同时需说明的是,转炉煤气的温度基本在50~70 ℃之间,温度变化区间较窄,也不存在热疲劳的可能。
2.2.2 金相分析及锻件毛坯设计分析
接下来分析金属材料的环境致断和脆性断裂机理。这两点从机理上来分析有相互交叉和重叠的方面。
先看是否是“氢脆”造成。从上文可以得出,该裂纹已经不在焊接的热影响区范围内,可以排除氢脆的可能。即使认为裂纹还处于热影响区的边缘地带,但从裂纹断裂口纵截面和裂纹圆周方向图(见图6、7)仍然可以排除氢脆断裂的可能,并且从制造商的制造工艺路线表上可以明确其在焊接后严格执行了消氢处理的。

图6 裂纹断裂口横断面(贯穿性裂纹)Fig.6 Cross section of crack fracture (penetrating crack)

图7 裂纹断裂面圆周方向Fig.7 Circumferential direction of crack fracture surface
其焊接工艺中明确:①焊前预热。预热能够减缓焊后的冷却速度,有利于焊缝金属中扩散氢的逸出,避免产生氢致裂纹。②焊后消氢处理。在焊缝温度尚未冷却到100 ℃以下时,进行低温热处理,将焊接工件加热到200~350 ℃,保温2~6 h缓冷,可以加快焊缝及热影响区氢的逸出,对于防止低合金钢焊接时产生焊接裂纹的效果很好。
同理,可以排除蠕变断裂的可能性,因为转炉煤气的温度最高为70 ℃,远低于该高强度低合金钢能承受的温度。
接下来只剩下两种可能性:①金属材料的脆性断裂;②金属材料的应力腐蚀破裂。先看是否是脆性断裂所致。
一般锻件可能存在缺陷的原因与原材料、下料过程、锻造过程、锻后热处理、切边、锻后冷却、清理过程等多种因素有关。

图8 宏观视场中A、B处为微观分析取样位置Fig.8 A and B in the macroscopic field of view are sampling positions for microscopic analysis
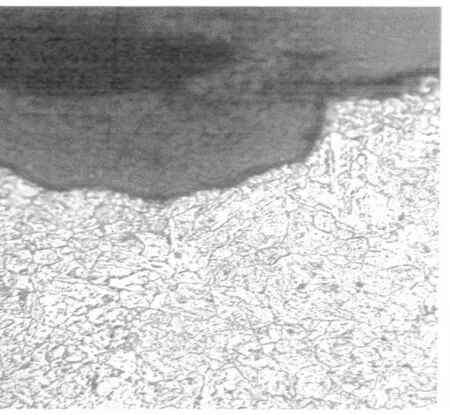
图9 A区域断口表面×400Fig.9 Fracture surface in zone A is ×400
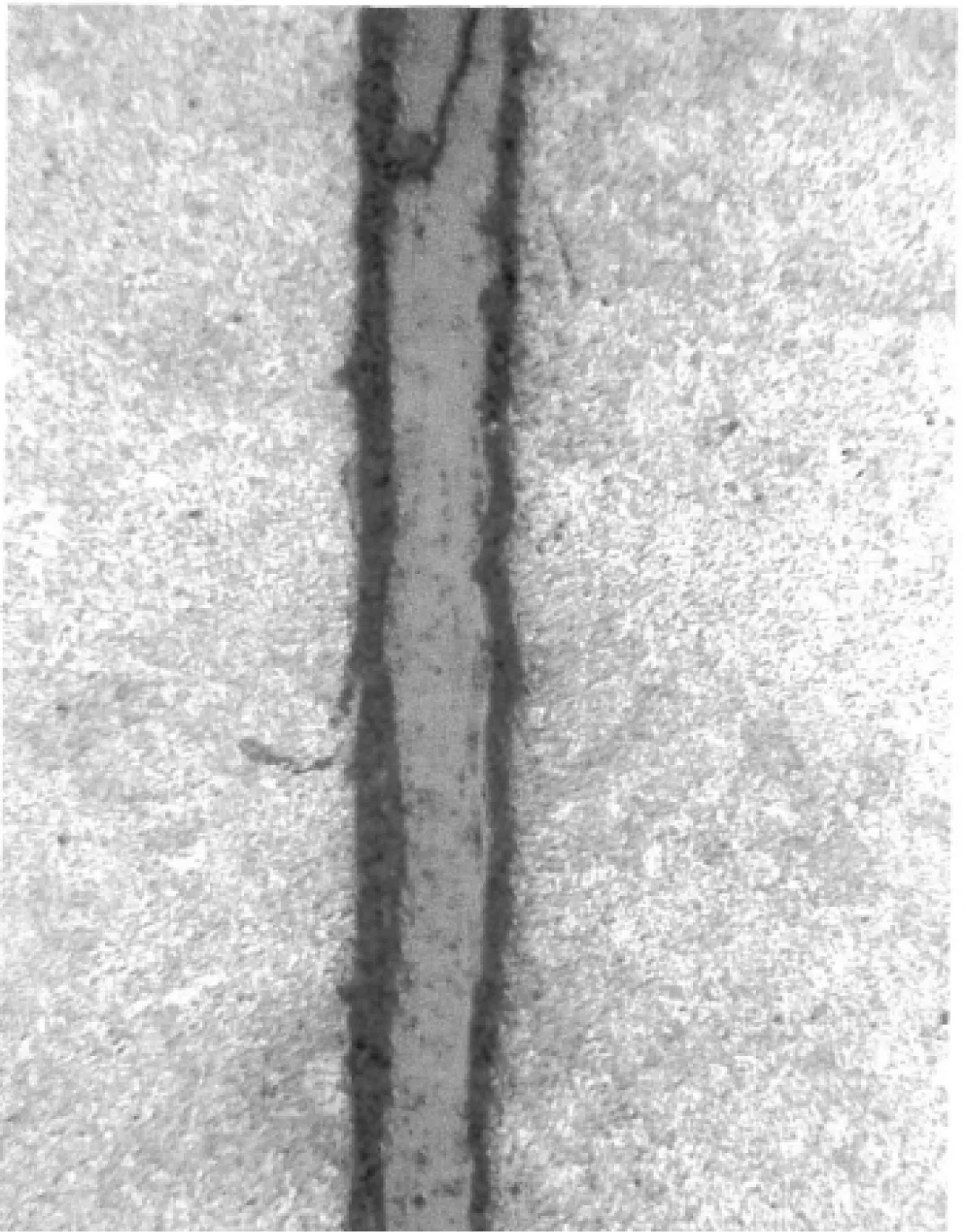
图10 B区域断口表面×100Fig.10 Fracture surface in Zone B is ×100
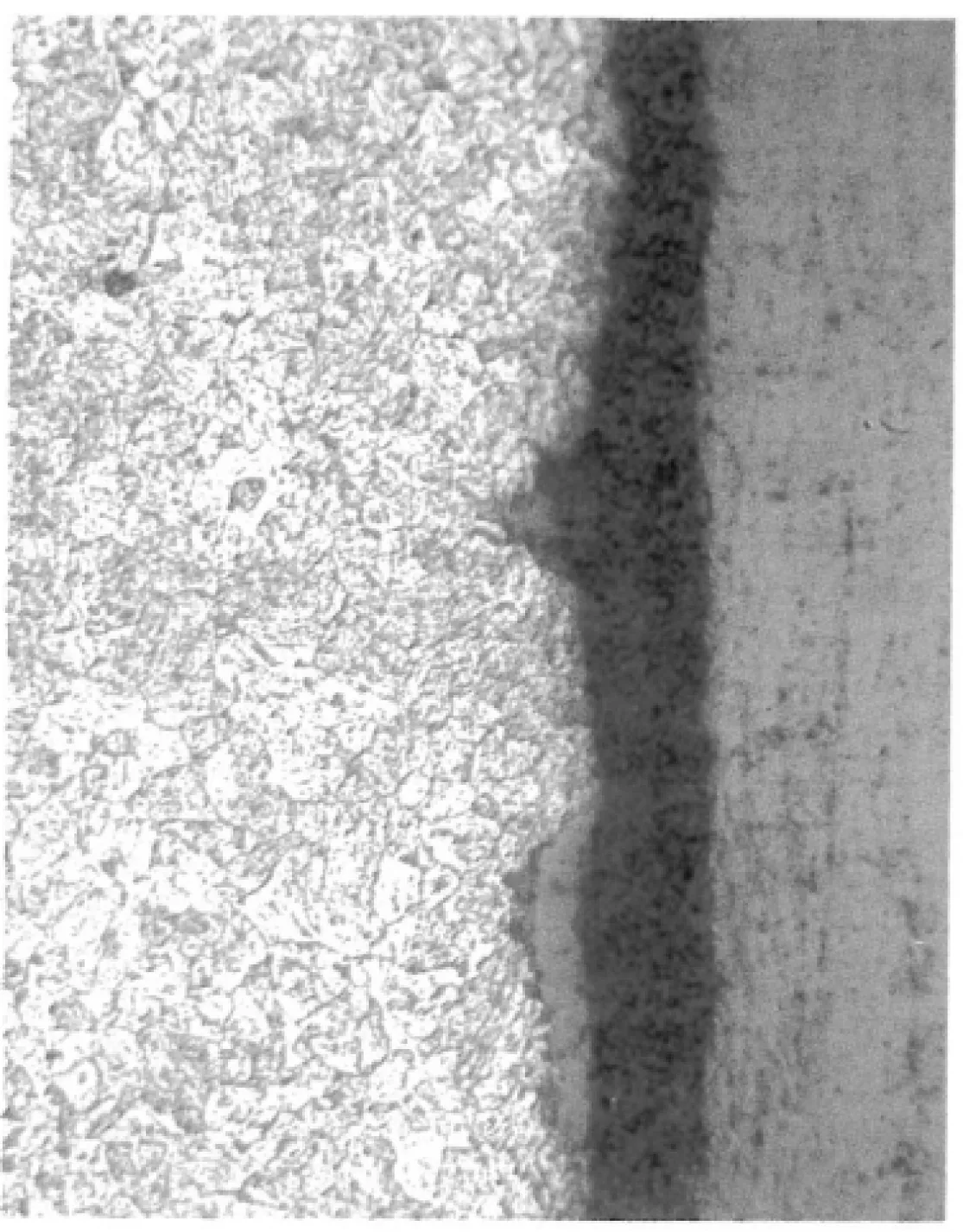
图11 B区域断口表面×400Fig.11 Fracture surface in Zone B is ×400
另外根据文献[5]中有关锻造、轧制毛坯的各种问题的分析,不论是锻造还是轧制,心部和表层相比,其加工效果都不能充分到达心部,因此,锻造和轧制材料其心部附近的力学性能大幅度降低。特别要求锻造毛坯应尽量接近最终的形状,换言之,锻造毛坯的切削余量不宜过大,见图12。其加工余量没有超过规范要求的不要超过32±20 mm。并且通过试样的力学性能分析也可以看出,机加工后的轮毂力学性能与材料手册上要求的标准值基本吻合,具体数值见表2。
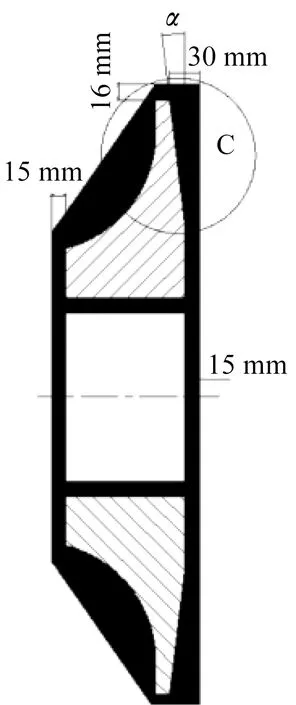
图12 轮毂锻件毛坯加工余量图Fig.12 Machining allowance diagram of wheel hub forgings
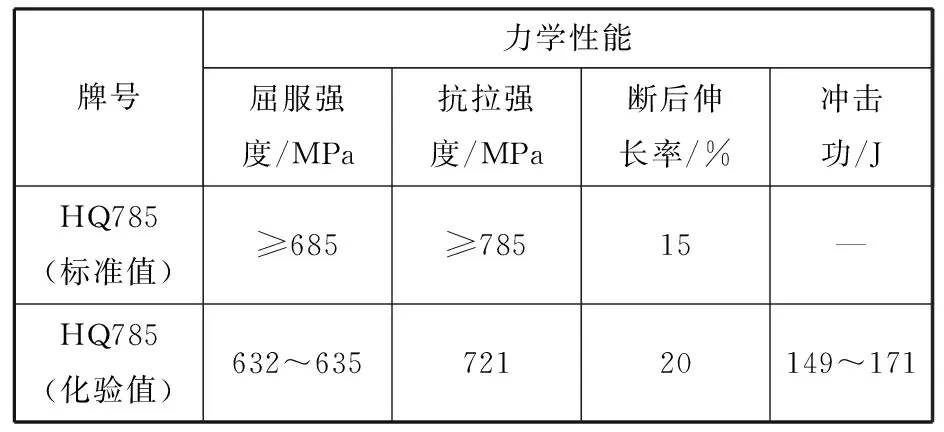
表2 机加工后的轮毂力学性能与标准值对照表Table 2 Comparison table of mechanical properties and standard values of wheel hub after machining
再来分析是否是结构设计不当使得局部结构应力过度集中而产生裂纹。从图1的轮毂结构,很多人可能会考虑到该锻件轮毂的圆弧设计是否符合设计规范要求,过渡圆弧部分在机加工后的切削痕以及亚表面的夹杂物导致应力集中。经查询设计图纸,轮毂的过度圆弧半径R=120 mm,而轮毂小端面直径D=300 mm,即R/D=0.4,远大于设计手册规定的数值。从叶轮的应力计算分析图中(见图5)也看不出存在应力过分集中的情况,但图12中α角的存在,会导致切削后的轮毂臂与后盘焊接的壁厚偏薄,而残余应力集中的情况通过试样力学性能分析是无法得出的。金相报告中也指出“这个地方属于原母材薄弱处”。通过2.2.4中对断裂机理分析得出这种结构存在的残余应力是断裂源的重要影响因素。
2.2.3 转炉煤气的腐蚀影响分析
不管是应力腐蚀破裂还是应力腐蚀导致的脆性断裂,都必须先清楚转炉煤气腐蚀的机理。表3为某钢铁基地转炉煤气成分理论值。实际上采用OG法产生的副产物转炉煤气湿度是饱和的,正是因为水分的存在,导致转炉煤气的腐蚀性比较强[6]。

表3 转炉煤气干煤气成分理论值Table 3 Theoretical value of dry gas composition of converter gas
转炉煤气中的CO2和O2对于管道及设施均有不同程度、不同种类的腐蚀。CO2是转炉煤气中含量最多的杂质,CO2易溶于水并与水发生反应生成碳酸,降低水的pH值,增加水的腐蚀性,可以造成酸腐蚀和应力腐蚀等多重腐蚀,因此,可以确定转炉煤气系统内的腐蚀主要是由CO2腐蚀引起的,在转炉煤气的特殊环境下,形成的腐蚀产物呈泥状,且疏松多孔,渗透到碳钢表面,加速碳钢局部腐蚀,见图13、14。金相分析报告中也指出“基层表面已被严重腐蚀,呈凹坑状”。对于碳钢,湿的CO-CO2-空气是可发生应力腐蚀的敏感介质,腐蚀产物主要由FeCO3,Fe2O3及CaCO3组成[7]。

图13 后盘内侧磨蚀Fig.13 Abrasion on the inside

图14 轮毂部位冲蚀Fig.14 Erosion at hub site of the rear disk
2.2.4 产生断裂的机理分析
基于此,有必要对应力腐蚀破裂的机理做一个详细的分析和说明。文献[2]中指出,凡是合金即使含有微量元素的合金,在特定的腐蚀环境中都有一定的应力腐蚀开裂倾向,但并不是说,任何合金在任何介质中都会产生应力腐蚀开裂,一定的材料只在某一定的腐蚀环境中才产生应力腐蚀裂纹。常用轮毂材料的化学成分表见表4。
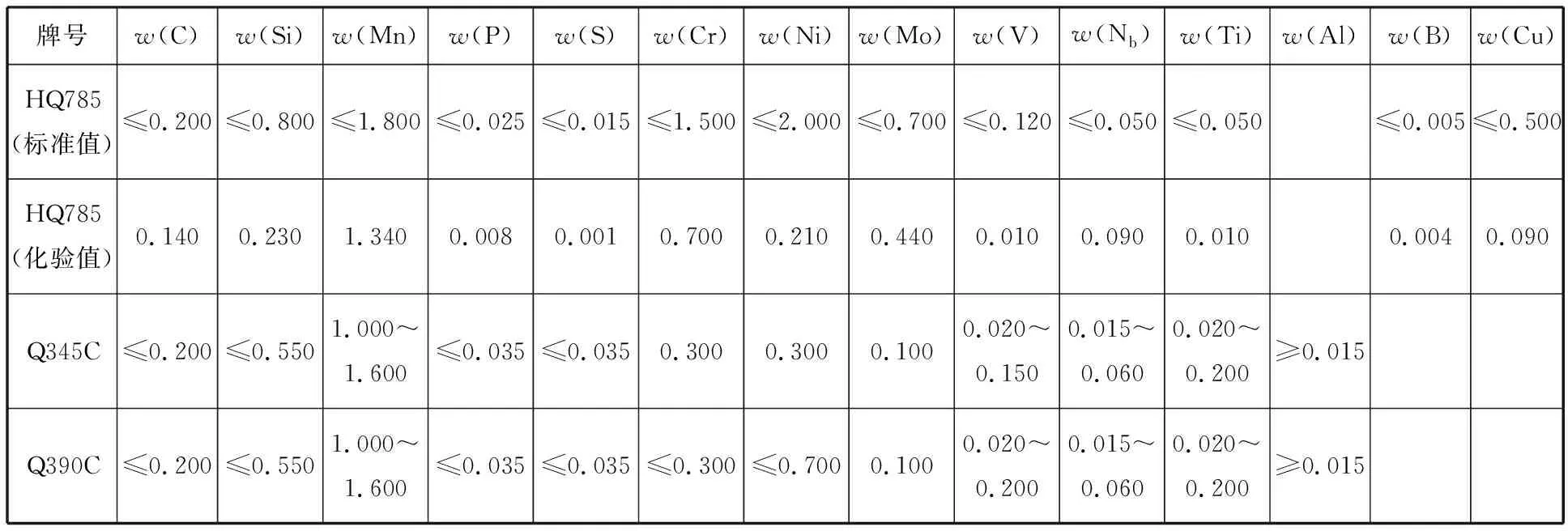
表4 常用轮毂材料的化学成分表Table 4 Chemical composition table of common wheel hub materials %
从上述几种材料的理化性能对比可以看出,HQ785的 Cr含量约是Q345C和Q390C的2倍,Cr元素能显著提高钢的抗氧化能力,增强钢的抗腐蚀能力,并提高钢的强度和耐磨性。这就是为什么该材料能在目前的腐蚀性气氛下运行达6年之久的原因。如果采用Q345C和Q390C材料替代目前的材料进行设计制造,在目前的转炉煤气气氛中可以运行2年左右。那么导致最初的腐蚀裂口(即裂纹源)是什么原因引起的呢?
由于整个高县都是田多地少,社员的大部分时间都用于种植水稻。据记分员许某讲述,以前插田是发牌的,插田的主要工种包括:铲秧、担秧和插秧。铲、担秧的计分方式一样,均按你的底分来折算。插秧则是插多少桶就得多少牌,收工后,再把这些牌上交给记分员,由他进行统计。(XJD170323)插秧的计分公式是:插田面积×28÷总工牌×个人工牌+担脚=当天个人工分[注]本文的三条公式均为笔者根据记分员的讲解和《工分簿》的记录整理而成。
实际上,引起应力腐蚀裂纹的另一个重要原因之一则是残余应力。从部件成型加工到组装都可能引起残余应力,特别是强制组装,在组装质量不良的条件下焊接时,会造成较大的残余应力,如图12中所示的圆圈C区域。组装时所造成的灼痕和伤痕等都会成为应力腐蚀裂源。在应力腐蚀的孕育期,由于个别粗晶区的应力腐蚀裂纹的扩展敏感性最大,以致裂纹尖端集中的位错数量增大,这种塑性变形会产生滑移台阶,形成局部性的最初腐蚀裂口,即为裂纹源,进而拉应力集中,局部产生滑移阶梯,导致保护膜破坏,从而利于应力腐蚀裂纹的形成扩展;在应力腐蚀的发展阶段,腐蚀裂口在拉应力和腐蚀介质的共同作用下,沿着垂直拉应力向纵深发展,呈现枯干树枝或根须,且逐步出现分支(见图15),若应力呈优势,将是某裂口优先发展,若是腐蚀因素占优势,则可能几条裂口同时平行地发展;在应力腐蚀的溃裂阶段,发展最快的裂纹最终崩溃性地发展,导致该裂纹的拉应力局部越来越大,超过材料能够承受的极限时,该部件最终被破坏[2]。

图15 典型的应力腐蚀裂口横断面Fig.15 Typical cross section of a stress corrosion crack
基于上述分析,可以归纳出应力腐蚀裂纹的特征为:外观上无明显的均匀腐蚀痕迹,呈现龟裂型式断断续续,见图16;从横断面看,犹如枯干的树木的根须,由表面向纵深方向向内发展,裂口深宽比大,细长而带有分支是其典型的特点;从断口看,仍然保持金属光泽,为典型脆性断口,见图6、17。
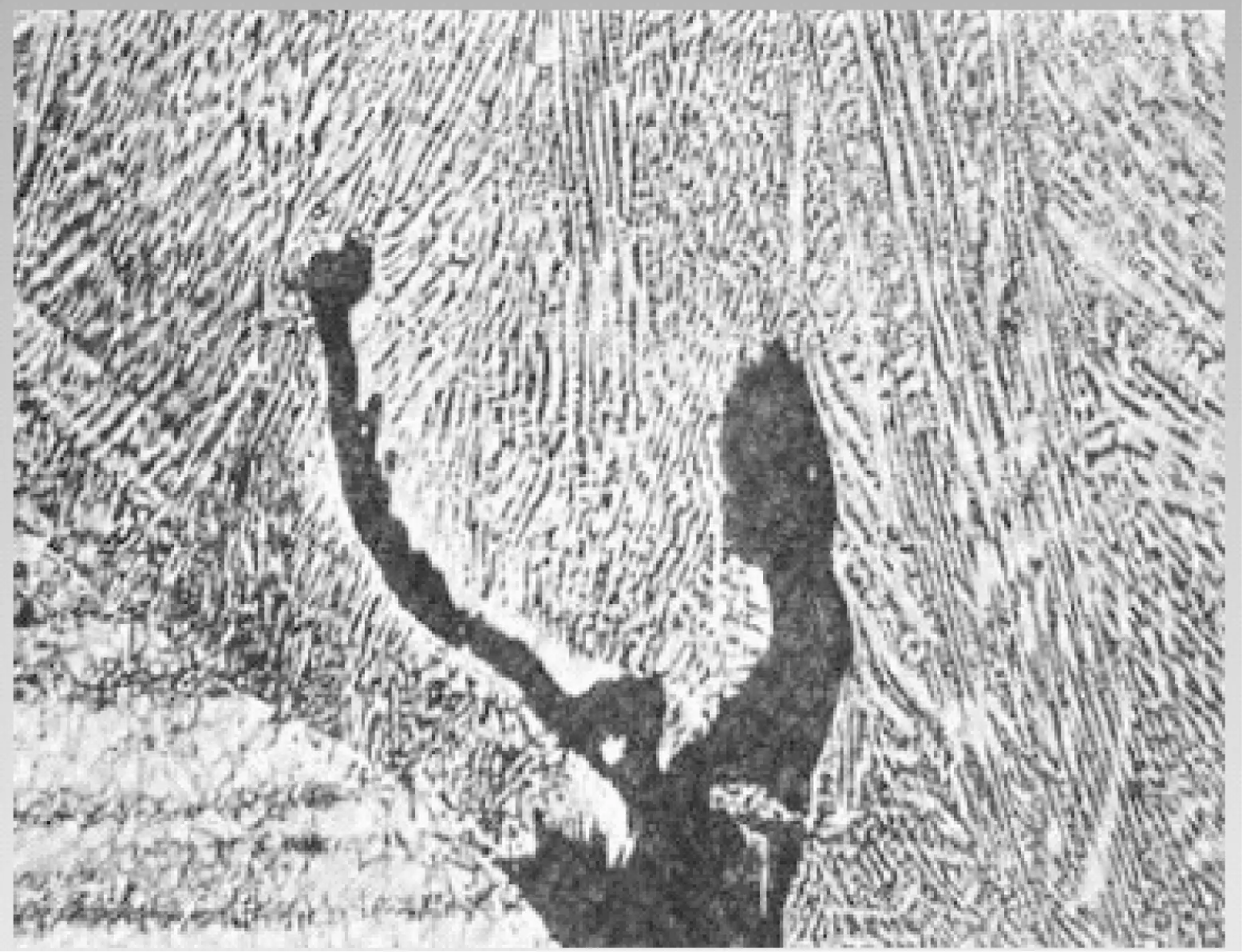
图16 典型的应力腐蚀裂口外观Fig.16 Typical appearance of stress corrosion cracks

图17 本案例的应力腐蚀裂口外观Fig.17 Stress corrosion crack appearance in this case
将图15的典型裂口横断面形貌与图6实物对比可以发现,本案例中的裂口横断面纹路并不符合这一特征,无二次裂纹出现。将图16的典型裂口外观形貌与图17实物对比发现,本案例的裂口外观也不符合这一特征。
根据上述的分析,并结合形貌特征,可以断定该裂纹的产生为金属材料的脆性断裂,是由于该金属材料在特定的腐蚀性气氛下产生应力腐蚀,使该金属材料变脆而发生脆性断裂,称为“低应力腐蚀脆断”。脆断是一种危险的突发事故,危害性极大。脆断的部件其工作应力较低,这与前面2.2.1节所做的应力分析是吻合的,通常不超过材料的屈服强度,甚至还低于常规设计的许用应力。其断裂源往往来自于材料内部缺陷、结构设计不当和使用中产生腐蚀裂纹所致[2]。
一般情况下,即使是韧性很好的材料,疲劳断裂的宏观断口也无明显变形存在,宏观上表现为脆性断口。这一点与“低应力腐蚀脆断”表现的特征是一致的,这也是最容易造成误判的原因所在。实际上腐蚀疲劳与应力腐蚀裂纹的区别就在于作用在金属材料上的应力:腐蚀疲劳是由于循环交变应力作用所致;应力腐蚀裂纹是由非循环应力作用下产生的,其应力是持久而基本不变的。
3 解决措施
根据以上的初步分析,考虑到该叶轮同批次出现相同的低应力腐蚀缺陷,在后续修复件和备机中应对轮毂结构进行优化设计,采用如图18所示的优化设计结构,并且避免采用该牌号的低合金高强钢。由于现场生产急需,即使采用Q390、Q345C锻件、12Cr1MnV、Weldox700E或球墨铸铁QT500与后盘采取铰制螺栓连接方式,也只能算是临时应急之举,长期运行应按照下述材料要求来设计和制作加压机叶轮。
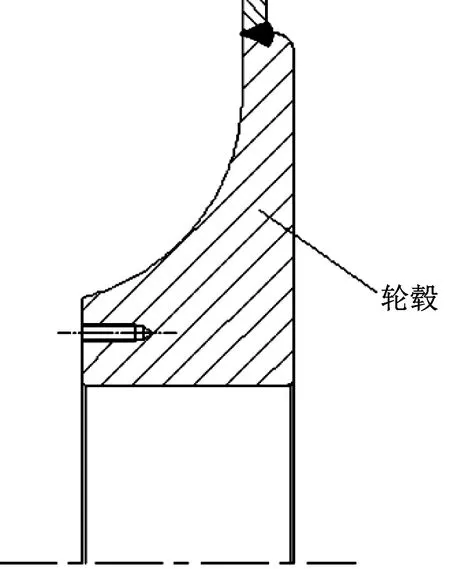
图18 改进后的轮毂示意图Fig.18 Schematic diagram of the improved wheel hub
对照国内外在转炉煤气加压机方面的典型案例,其叶轮材质(包括轮毂)已经摒弃了原来的仅满足强度方面的要求(采用所谓的高强度低合金钢,然后在叶轮表面上喷涂各种防腐粉末的设计思路),均采用了新型的不锈钢材料来制造加压机叶轮,新牌号为NSSC170,旧牌号为YUS170,为新日铁住金不锈钢,类似于SUS304N,属于高强度奥氏体不锈钢,是利用N的固溶强化加上控轧控冷(TMCP)技术高强度化的钢种,具有高强度高韧性的特点,其化学成分和力学性能见表5、6,国标近似材料代号为 0Cr14Ni6Mo2Cu2Nb[6]。也有部分厂家采用FV520B马氏体不锈钢[8],该型钢种比17-4PH的抗晶间腐蚀和点腐蚀能力强,耐腐蚀能力与304相当,其化学成分和力学性能见表7、8。

表5 YUS170(SUS304N)材料的化学成分表Table 5 Chemical composition table of YUS170 (SUS304N) material
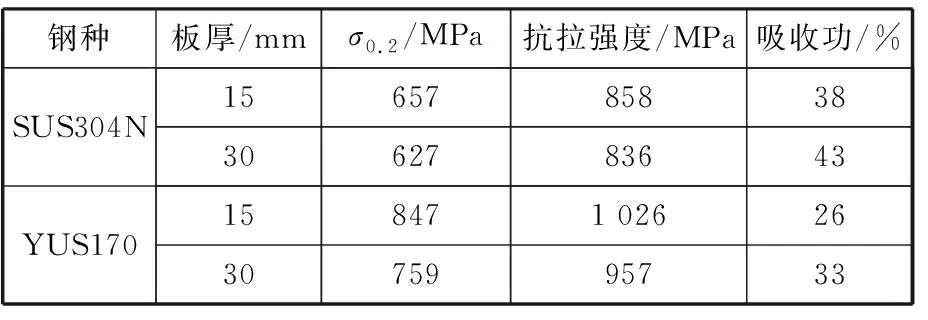
表6 YUS170(SUS304N)材料力学性能表Table 6 Mechanical properties of YUS170 (SUS304N) materials

表7 FV520B材料的化学成分表Table 7 Chemical composition table of FV520B material

表8 FV520B材料力学性能表Table 8 Mechanical properties of FV520B materials
对比表4中的低合金钢化学成分,SUS304N和YUS170明显提高了Cr、Ni的含量,Cr、Ni 都能降低钢中N的活度,只有高Cr、Ni才能溶解较高的N。而FV520B的Cr、Ni含量明显不及SUS304N和YUS170,据报道,该材料也曾发生过煤气腐蚀破裂案例。
4 结论
(1) 通过对断口形貌进行扫描,在宏观分析的基础上进一步分析其微观特征,为断裂方式的确定与机理的研究提供了有利的证据,确定了该轮毂的断裂是由于轮毂结构设计不合理存在残余应力,该低合金高强钢材料在转炉煤气特定的腐蚀性气氛下产生了应力腐蚀,使该金属材料变脆而发生了脆性断裂。
(2) 结合国内外典型案例,明确了采用高强度奥氏体不锈钢NSSC170不锈钢替代现有材料的改进思路。
(3) 明确指出,目前采用Q390、Q345C锻件替代现有轮毂的措施,只是临时应急措施,应在投运3个月后停机检查。在这段时间可给不锈钢叶轮的制作留出充足时间。
