PSA程控阀传动件磨损原因及国产化改造
2022-11-07王海岗
李 政, 王海岗
(中化泉州石化有限公司,福建 泉州 362103)
国内某石化公司两套PSA装置,均采用变压吸附(Pressure Swing Adsorption,简称PSA)氢提纯工艺技术。变压吸附是一种物理吸附,其基本原理是以吸附剂内部表面对气体分子的物理吸附为基础,利用吸附剂在相同压力下易吸附高沸点组分、不易吸附低沸点组分和提高压力时吸附量增加、降低压力时吸附量减少的特性,在高压力下将原料气中的高沸点组分吸附、在低压力下解吸被吸附的杂质组分使吸附剂获得再生,通过周期性的压力变换过程实现气体的分离和提纯。其特点是吸附过程没有化学反应,吸附过程进行得极快,参与吸附的各相物质间的动态平衡在瞬间即可完成。这种吸附是完全可逆的[1]。
根据PSA装置运行特性,整个变压吸附过程通常由吸附(ADS)、均压降压(E1~E4)、顺放(PP)、逆放(BD)、冲洗(P)、均压升压(E4~E1)和终充(R)等步骤组成。进料气通过底部进料阀进入吸附塔,杂质被选择性吸附,吸附结束后,吸附塔里留下了一些杂质。吸附塔底部的杂质最多,而越到顶部越少。通过一系列的顺向减压程序,从吸附塔顶部回收氢气,滞留在吸附塔里的纯氢用于其他吸附塔的均压升降和冲洗操作。杂质在吸附剂的前沿转移,在提供冲洗程序结束时,杂质前沿移至最高位置,在冲洗程序结束时,杂质前沿移至吸附剂最底层,依次循环使用吸附剂,进而实现PSA的吸附和再生[2]。
1 程控阀和曲轴箱简介
1.1 程控阀
两套PSA装置共计124台程控阀,其中开关类阀门(XV)54台,调节类阀门(PV)70台。全装置程控阀全部选用某公司的(进口)双偏心蝶阀,分为3″,4″,6″,8″,10″,12″和16″等7个规格,压力等级300LB。双偏心蝶阀具有优良的切断性和耐久性,是兼备调节、切断两种功能的经济实用的自控阀。根据自控阀密封副的结构形式,PSA装置使用的双偏心蝶阀采用软密封结构,密封副的轴向距离偏心和角度偏心使阀门开启后阀板能迅速脱离阀座、大幅度地消除了阀板与阀座的不必要的过度挤压、刮擦现象,减轻了开启阻距,降低了磨损,提高了阀座寿命。
按照工艺包设计要求,程控阀在装置现场为对夹式安装,在生产过程中工艺介质双向流动,对程控阀的要求较高。一是各个程控阀密封等级要达到Ⅵ级,二是各个阀门开关速度要快,三是各个阀门具备双向耐压性和抗高速气流冲刷性能。PV阀要求全行程打开不超过5 s,全行程关闭不超过2 s,0~25%行程不超过2 s ;XV阀要求全行程打开不超过2 s,全行程关闭不超过1 s。程控阀数量众多且动作频繁,动作频率最高的4″程控阀30万次/年,动作频率最低的12″程控阀8万次/年。整个生产工艺应用综合了阀门的调节功能和阀位状态制作的程序,实现生产过程的操作控制。
1.2 曲轴箱
程控阀曲轴箱由曲轴、曲柄、连杆和卡簧等部件组成。程控阀传动部件结构示意图见图1。

图1 程控阀传动部件结构示意
2 程控阀传动部件磨损故障与危害
在生产过程中,程控阀曲柄与连杆在长时间高频次动作下必然互相摩擦。据统计,在一年的时间里,因程控阀传动部件磨损导致吸附塔自动离线达到28台次,其中动作频率最高的4″程控阀故障频次最为突出。程控阀开关频繁,再加上有吸附剂粉尘的存在,粉尘随工艺介质一起带出,对阀门的密封面造成冲蚀,引起阀门密封面损伤进而内漏[3]。频繁开关还会导致起密封作用的软阀座破损、老化现象加剧失去弹性而变形,阀门关闭时阀板与阀座不能正常贴合密封,导致阀门内漏[4]。
在吸附塔离线时,维护人员对曲轴箱开盖检查的过程中,由于阀门数量较多,处理紧急情况所需的维护人员就会大幅增加。如果曲轴传动部件磨损较小不进行更换,在程控阀调试的过程中便会出现阀位超调或阀门开关时间不满足生产要求等问题。由此而产生的备件采购量急剧增加,价格也极其昂贵。此外,两台吸附塔离线会造成制氢装置产氢量减少约5 000 m3/h,氢气管网波动所引起的联锁效应即临氢装置的紧急降温降量,不仅给上下游装置的平稳操作带来影响,也直接影响了整个公司的生产效益。
制氢装置PSA程控阀均由PLC程序控制。在正常生产过程中无法在线检查程控阀传动部件的磨损情况。期间还曾发生因传动部件磨损,造成阀门不能及时关闭,系统窜压,制氢装置联锁大停车事件。在生产过程中,曲柄与连杆磨损后卡簧脱落,使得程控阀在关闭的过程中,曲柄卡在曲轴箱箱体上无法关闭,进而造成系统窜压和吸附塔离线等次生事件。拆解后的程控阀曲轴箱见图2。

图2 程控阀曲轴箱现场拆解情况
3 程控阀传动部件磨损原因分析
以动作频率最高且故障率也最高的4″程控阀为例,对程控阀传动部件进行剖析。分析过程中使用了SolidWorks软件,从中产生出相应的三维CAD实体模型,通过现场使用环境、曲轴结构以及三维CAD模型受力分析等几个方面进行原因分析。
3.1 现场使用环境
制氢装置PSA程控阀均为PLC程序化控制。程控阀数量众多,动作频率高是生产工况所要求。在工程上,为了节约投资成本,所有的程控阀均是在水平于工艺管道正上方对夹式安装。在现场使用的过程中,程控阀上指示阀门开度的端盖随着阀门开启/关闭进行转动,端盖下与曲轴连接,上与定位器/回讯器连接,其四周有一定的缝隙,在雨天或沙尘天气,雨水和尘土等会进入曲轴箱,造成曲轴上起润滑作用的润滑脂变质。另外,该炼油厂靠近海边,“回南天”或潮湿的空气中含有的盐分对曲轴的运行也有较大的影响。
3.2 曲轴结构
从图1曲轴结构示意图上可以看出,程控阀曲轴箱曲柄与连杆在设计上存在一定的不合理性,曲柄与连杆在长时间高频次动作下必然互相摩擦。虽然在连杆的内孔中加入了耐磨衬套,但是随着时间的推移,连杆孔径磨损越来越大,进而由圆形变成椭圆形,曲轴柄脚越磨越细进而变形,最终两者叠加导致阀门开/关不到位。
3.3 SolidWorks三维CAD模型受力分析
现场仪表风工作压力0.5 MPa,活塞以1次/秒的速度进行做功,活塞受力面积是49 062.5 mm2,因此传动件每次所承受的力为24 531.25 N/mm2。通过SolidWorks三维CAD模型受力分析计算出曲柄静应力最大节应力是2.811×105N/m2,静态位移最大(变形量)3.199×10-4mm。连杆静应力最大节应力1.613×105N/m2,静态位移最大(变形量)0.701 6 mm,见图3至图6。

图3 曲柄静应力分析节应力

图4 曲柄静应力分析静态位移

图5 连杆静应力分析节应力

图6 连杆静应力分析静态位移
由图3至图6可以看出,曲柄静应力及静态位移、连杆静应力和静态位移均较大。
4 程控阀传动部件国产化改造
4.1 端盖结构改造
在端盖结构方面,提出改造方案如下:现场测绘增大端盖的直径与厚度,从端盖的四周开密封槽并增加O型密封圈。经过改造可防止雨水或灰尘进入曲轴箱内部,润滑脂不变质,从而延长了曲轴的使用寿命。端盖改造前后对比见图7。

图7 端盖改造前后对比
4.2 曲轴结构改造
在曲轴结构方面,提出改造方案如下:曲轴柄脚突出的轴改为孔,连杆上的一侧孔改为突出轴,这样在曲柄和连杆的受力方面会有较大的改善。另外,曲柄内孔的耐磨衬套改为滚动轴承,由此曲柄与连杆的接触方式就在本质上由滑动摩擦变为滚动摩擦,两方面叠加在一起,从而延长了曲轴的使用寿命。改造后其传动部件结构见图8。

图8 改造后传动部件结构图
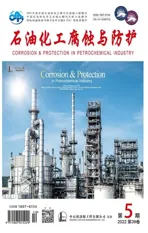
下面继续使用SolidWorks软件产生相应的三维CAD实体模型,通过三维CAD模型受力分析计算,进行改造前后对比。改造后曲柄静应力最大节应力是1.952×105N/m2,静态位移最大(变形量)1.013×10-6mm。连杆静应力最大节应力1.501×105N/m2,静态位移最大(变形量)24.54 mm。
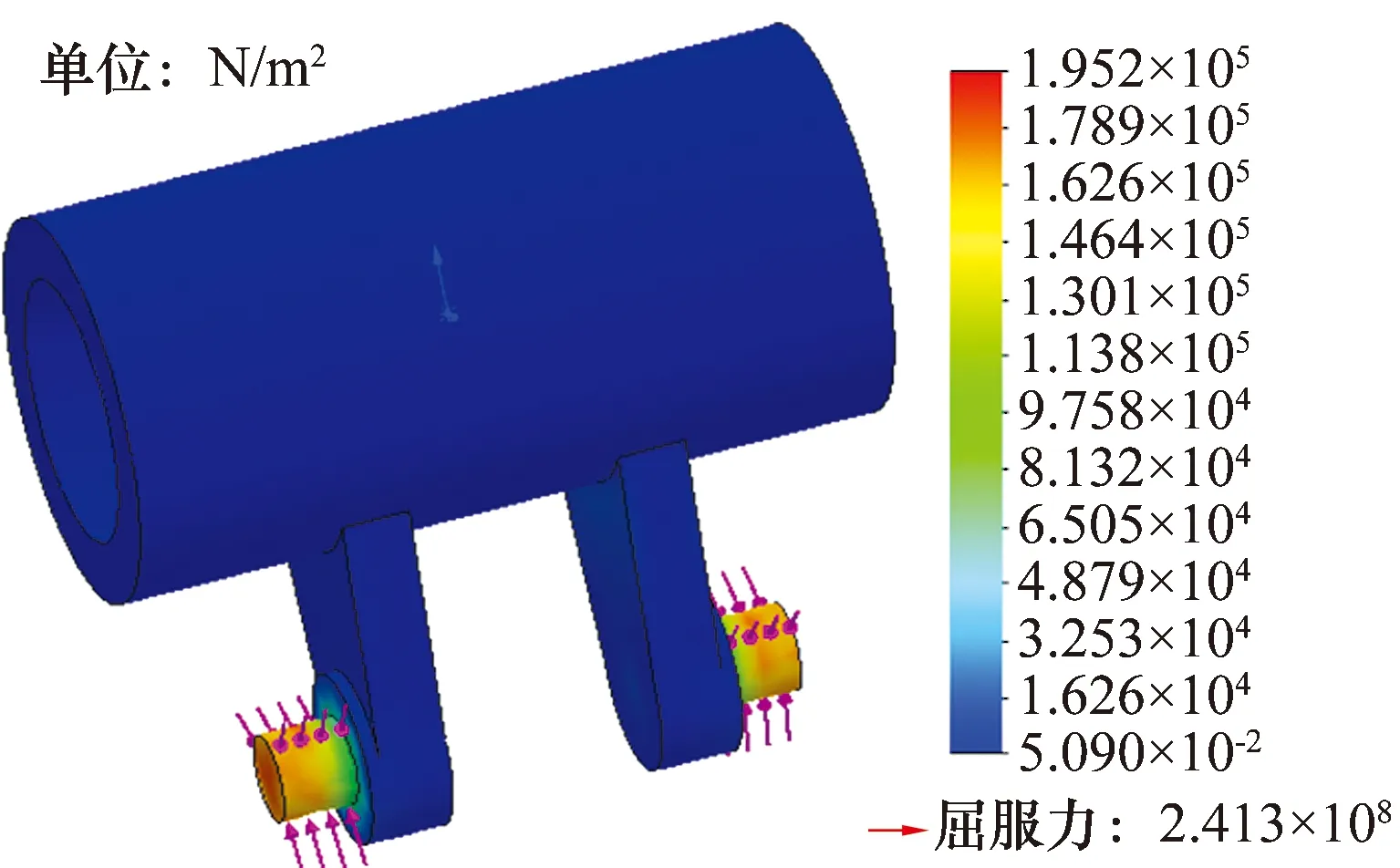
图9 曲柄静应力分析节应力

图10 曲柄静应力分析静态位移

图11 连杆静应力分析节应力

图12 连杆静应力分析静态位移
由三维模型受力计算进行改造前后数据对比,见表1。
通过以上数据对比,可以发现改造后曲柄与连杆的最大节应力、静态位移(变形量)均小于改造前,直接延长了曲轴的使用寿命。在机械制造方面,曲轴、连杆结构的改造既方便了加工,提高了加工精度,又增加了传动机构的运动平稳性;曲柄内控由耐磨衬套改为滚动轴承,延长了使用寿命,降低了生产运行维护成本。
表1 曲柄和连杆改造前后数据对比
5 结束语
通过以上措施的实施,制氢装置PSA程控阀传动部件磨损的故障率明显降低,改造后工作时间最长达到3 a,迄今为止改造过的程控阀未再发生传动部件故障。通过对使用了3 a的曲轴、连杆进行拆检,没有发现明显的曲轴磨损情况。实践证明,这种改造成功地将国外进口部件进行了国产化,不仅使程控阀稳定运行,也降低了生产维护成本,缩短了采购周期。按照每台程控阀一套曲轴备件测算,节约采购成本约50万元。另外,程控阀的稳定运行,也保证了制氢装置以及临氢装置的安全、稳定和长周期运行。