南海深水A气田防砂筛管冲蚀风险分析与优选*
2022-11-05侯泽宁
邱 浩 李 中 文 敏 黄 辉 马 楠 侯泽宁 张 锐
(1.中海油研究总院有限责任公司 2.中国石油大学(华东)石油工程学院)
0 引 言
深水油气生产配产高、岩石疏松易出砂,冲蚀风险大,虽有砾石层阻挡缓解,但低于挡砂精度的砂粒仍会穿过砾石层冲蚀配套筛管,长期冲蚀也会使筛孔增大、砾石失去支撑而导致防砂失效;同时,若存在砾石充填亏空或失败等问题,砂粒直冲筛管更是加大了防砂失效的风险。另外,深水防砂失效后维修作业成本极大。因此,准确选型合适配套筛管是深水井砾石充填全寿命防砂并保障安全高效生产的关键。南海A气田水深超1 200 m、高孔高渗,储层岩石疏松,早期探井转生产井开发效果显示出砂严重,可能危及深水气田的安全和高效生产。因此充填防砂势在必行,筛管选型也是重中之重。
关于筛管冲蚀风险问题,国内外有试验和数值模拟两方面研究。试验研究主要是借助试样旋转磨蚀和射流冲击磨损表征筛网冲蚀结果[1-7]。A.PROCYK等[1]在相同条件下使用不同流体介质进行筛管冲蚀试验,发现冲蚀破坏是气井生产的主要约束。陈彬等[5]通过试验分析了4种因素对优质筛管和星孔筛管冲蚀影响程度,并应用灰色关联法进行了影响程度排序。王典等[6]试验分析了单层金属网布筛网冲蚀磨损规律。周欢等[7]开展了砾石充填条件下金属网布筛管加砂模拟冲蚀试验,指出当流体到达扰动砾石充填层,筛管会发生部分堵塞,在流通孔眼处会形成高速磨料射流,造成冲蚀破坏。
在数值模拟方面,学者已探究形成了一些筛管冲蚀模拟方法和规律[8-14]。张锐等[8-9]基于计算流体动力学(CFD)理论,考虑气固耦合流动,认为冲蚀是各砂粒冲蚀叠加的结果,建立了冲蚀新模型,形成了深水气井防砂筛管冲蚀磨损仿真模拟方法。邱浩等[10]结合生产动态数据给出了出砂冲蚀模型。翟晓鹏等[11-12]基于试验应用数值模拟预测金属网布冲蚀寿命和绕丝冲蚀过程。胡成等[13]采用正交分析法确定了各因素影响割缝筛管的主次顺序。陈姗姗等[14]着重进行了不同流速下金属网布筛管冲蚀寿命模拟预测。目前试验和数值模拟研究均没有考虑小粒径砂粒穿过砾石层的筛管冲蚀和选型问题。为此,笔者针对南海深水A气田充填防砂配套筛管冲蚀风险和选型问题,构建了筛管孔缝物理模型,应用筛管冲蚀磨损仿真模拟方法,开展了防砂筛管冲蚀模拟,探究筛管冲蚀风险并进行筛管选型。所得结论可为深水气田安全高效开发提供理论支撑。
1 防砂筛管冲蚀模拟方法
高速气流携砂过砾石层冲蚀筛管的过程是复杂的气固两相三维湍流问题,将砂粒对筛管冲蚀分为气固耦合流动和砂粒对壁面磨损两部分。首先构建砾石层和筛管防砂单元模型,并简化为多孔介质流域,引入气固耦合运动模型计算流场分布;之后基于筛孔筛缝模型并结合流场分布确定边界条件,应用离散广角冲蚀模型叠加计算冲蚀速率。
1.1 气固耦合流动模型
气固两相流中砂粒容积率较小,气体作为连续相处理,采用气体控制方程描述气体流动,而砂粒作为离散相处理,采用砂粒运动方程描述砂粒运动。
应用动量方程、连续性方程和标准k-ε模型描述气体流动,采用砂粒的各种受力[15-19]描述砂粒运动,同时两相流场中气体与砂粒间存在相互影响。其气固耦合运动模型[8-9]为:
(1)

1.2 离散颗粒广角度筛管冲蚀模型
本文在Alex Procyk经验模型的基础上,考虑各颗粒的冲蚀角度不同,通过累加各颗粒对筛网的冲蚀量得到冲蚀结果,则有离散颗粒广角度冲蚀率模型为[8-9]:
(2)
(3)
式中:ER为冲蚀速率,kg/(m2·s);B为修正系数,约为4.05×10-5;mp为单个砂粒质量,kg;λ为冲蚀颗粒与靶材硬度比;vp为冲蚀颗粒流速,m/s;dp为颗粒直径,μm;f(α)为冲蚀角度函数;α为冲蚀角度,rad;A′为受冲蚀网格单元表面积,m2;Np为砂粒撞击次数。
1.3 防砂筛管孔缝物理模型和流域网格划分
深水充填防砂常用优质、星孔和绕丝3类配套筛管。星孔筛管和优质筛管通过金属网布或金属棉支撑砾石和防砂。绕丝筛管通过梯形绕丝间缝隙支撑砾石和防砂。构建金属网布、绕丝的筛孔及筛缝模型单元,如图1所示。
数值模拟时,将防砂层流域分为砾石环形区和筛管中心区,流域整体采用四面体网格进行网格划分,如图2所示。流场入口边界条件为速度入口,出口边界条件为自由流出口,离散相与碰撞壁面间边界条件为弹性反弹。

图1 不同类型筛管对应筛孔和筛缝物模单元Fig.1 Physical model unit of screen mesh and gap corresponded by different types of screens

图2 砾石层和筛管内部流域模型Fig.2 Gravel layer and internal watershed model of screen
2 不同因素对筛管冲蚀规律分析
针对优质、星孔和绕丝等3类配套筛管,分析不同因素对3类筛管冲蚀的影响规律。表1为不同防砂筛管基本参数表。设定砾石层厚度为0,选定砂粒径50 μm、单井产气量配产40×104m3/d、出砂量3 kg/d为基础参数;保持其中2个参数不变,各因素取值分别为产出砂粒径0~250 μm、配产量(0~150)×104m3/d、出砂量0~8 kg/d。

表1 不同防砂筛管基本参数Table 1 Basic parameters of different sand control screens
假设井筒入流剖面均匀,携砂气流过外护罩孔眼后均匀流经金属网布或绕丝的孔缝,入口流速和砂粒质量等初始和边界条件依据筛管性能参数、模拟基础参数等确定。开展冲蚀模拟,分别分析产出砂粒径、配产量和出砂量等因素对3类筛管冲蚀影响规律,结果如图3~图5所示。
由图3~图5可知:模拟条件下3类筛管冲蚀速率随产出砂粒径增大先增大后对数减小,随配产量呈二项式递增,随出砂量线性增大;相同条件下绕丝筛管的冲蚀率最小,优质筛管次之,星孔筛管最大。这主要是由于绕丝筛管的过流面积较大,而星孔筛管的过流面积最小,配产相同时绕丝筛管筛缝处气体流速最低,星孔筛管筛孔处气体流速最快,从而造成砂粒对不同筛管的冲蚀速率差异较大。此规律可作为筛管优选的一项重要依据。由于各类型筛管都具有其优势和局限性,如绕丝筛管在下入水平井时易发生乱丝和损坏情况,星孔筛管整体强度较高等,根据实际情况综合考虑各因素进行防砂筛管选型更为关键。

图3 不同产出砂粒径对3类筛管冲蚀速率影响规律Fig.3 Effect of different particle sizes of produced sand on erosion rates of 3 types of screens

图4 不同配产量对3类筛管冲蚀速率影响规律Fig.4 Effect of different proration on erosion rates of 3 types of screens

图5 不同出砂量对3类筛管冲蚀速率影响规律Fig.5 Effect of different sand influx on erosion rates of 3 types of screens
3 防砂筛管冲蚀规律及选型举例
本文以南海深水A气田4口探井转生产井采气防砂工艺为例,工艺参数见表2。基于筛管流域和筛孔筛缝模型,应用模拟方法,结合实际生产数据,开展了A气田4口井可能选用的3种配套筛管冲蚀风险分析和选型。
假设井筒入流和过砾石层后流经金属网布或绕丝的孔缝气流均匀,依据表2中筛管过滤层参数,结合4口井产气量、筛管段长及布孔数等数据,可计算出井筒入口流速。砂粒密度为2 500 kg/m3,硬度为25 HB,质量流量依据实际出砂量计算。筛管材料为不锈钢,密度为7 950 kg/m3,硬度为180 HB。

表2 深水A气田4口采气井防砂工艺参数Table 2 Sand control process parameters of 4 gas production wells in A deep-water gas field
筛管冲蚀模拟流程如图6所示。模拟迭代计算中,采用SIMPLE算法进行压力与速度耦合,动量、湍动能和湍流耗散率的离散均采用二阶迎风格式。5次气流场迭代后,应用式(1)计算1次砂粒群轨迹,并依据砂粒新数据更新气体控制方程,亚松弛法迭代计算至收敛(残差值低于0.000 1),获得两相流场分布;同时依据过流砂粒参数、数量、碰撞位置和角度等,结合式(2)得到孔缝处冲蚀磨损情况。
根据实际防砂筛管物理参数构建优质筛管、星孔筛管和绕丝筛管的整体和孔缝物理模型,划分流域网格,进行筛管冲蚀数值模拟,得到筛管筛网孔缝处冲蚀云图和冲蚀速率,结果如图7、图8、图9及表3所示。图7是4口生产井星孔筛管筛孔处冲蚀云图。图8是4口生产井优质筛管筛孔处冲蚀云图。图9是4口生产井绕丝筛管筛缝处冲蚀云图。

图6 筛管冲蚀数值模拟流程图Fig.6 Flow chart for numerical simulation of screen erosion
由图7、图8和图9可知:星孔筛管的冲蚀严重区域主要分布在筛孔上表面;优质筛管的冲蚀严重区域主要分布在筛孔内侧;绕丝筛管的冲蚀严重区域主要分布在筛缝两侧。
深水A气田4口井实际工况下3类筛管模拟计算冲蚀速率结果如表3所示。


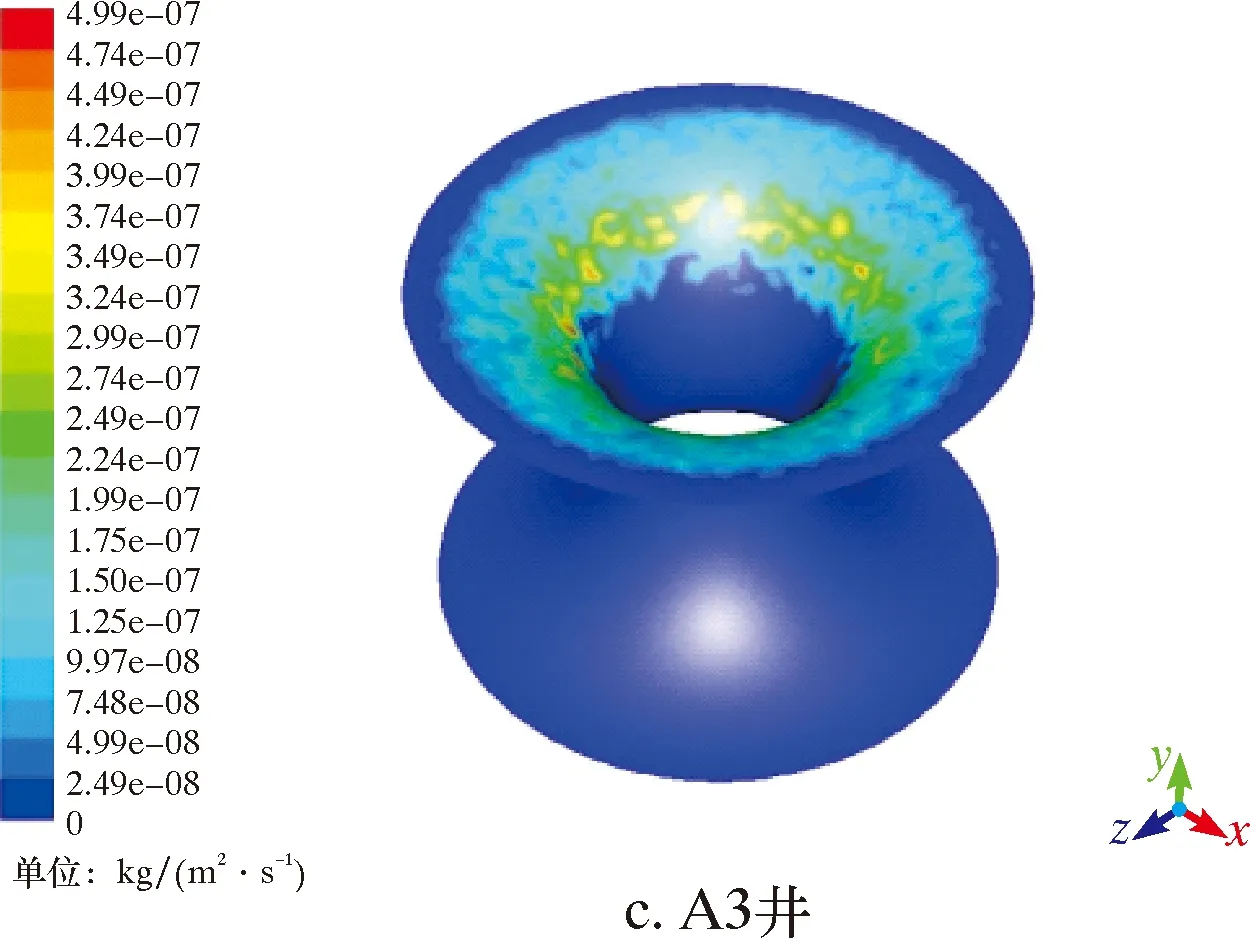

图7 4口生产井星孔筛管筛孔处冲蚀云图Fig.7 Cloud chart for erosion at screen mesh of star-hole screen in 4 production wells

图8 4口生产井优质筛管筛孔处冲蚀云图Fig.8 Cloud chart for erosion at screen mesh of high quality screen in 4 production wells

图9 4口生产井绕丝筛管筛缝处冲蚀云图Fig.9 Cloud chart for erosion at screen gap of wire wrapped screen in 4 production wells
由表3可知,3种筛管冲蚀速率依次是星孔筛管>优质筛管>绕丝筛管;绕丝筛管冲蚀风险最低,但由于其不适用于海上深水水平井和大斜度井防砂,故推荐深水A气田选择砾石充填配套优质筛管防砂,能更好地保证防砂效果和可靠性。4口井防砂生产冲蚀实际监测结果与模拟结果相符,验证了模拟结果的正确性。

表3 3类筛管冲蚀速率Table 3 Erosion rates of 3 types of screens
3 结论与建议
(1)优质、星孔和绕丝3类防砂筛管冲蚀速率影响规律分析结果表明:3类筛管冲蚀速率随产出砂粒径先增大后对数减小,随配产量呈二项式递增,随出砂量线性增大;相同条件下绕丝筛管的冲蚀风险最低,优质筛管次之,星孔筛管最严重。
(2)南海深水A气田3类筛管冲蚀风险分析结果表明,星孔筛管冲蚀严重区域主要分布在筛孔上表面,优质筛管冲蚀严重区域主要分布在筛孔内侧,绕丝筛管冲蚀严重区域主要分布在筛缝两侧。
(3)南海深水A气田3类筛管冲蚀速率计算结果表明,4口生产井3种筛管冲蚀速率介于3.60×10-8~6.12×10-7kg/(m2·s)之间,冲蚀风险程度为星孔筛管>优质筛管>绕丝筛管。结合3类筛管适用条件,南海深水A气田选择砾石充填配套优质筛管能更好地保证长效可靠性。
(4)防砂筛管冲蚀和选型是一个综合性复杂问题,受诸多因素影响。文中结果基于井筒入流和砂粒分布携带均匀假设等条件下得出,未考虑局部堵塞和充填亏空等情况,建议进一步考虑堵塞影响开展相应研究。