变论域模糊PID控制微流挤出型3D打印机的挤压力研究
2022-11-03高红飞段国林
周 婧,高红飞,卢 林,段国林
(1.天津科技大学机械工程学院,天津 300222;2.天津天传电控设备检测有限公司,天津 300180;3.河北工业大学机械工程学院,天津 300401)
微流挤出成型工艺是一种材料挤出工艺,适用于高固相含量材料的挤出成型:打印材料紧密地填充于料筒内,在外部载荷作用下被压缩并从微小流道中挤出[1]。在打印材料的挤出过程中,材料结块破裂或释放气泡,以及电机推杆随着挤出速度变化或频繁启停引起的转子过冲[2],均会造成挤压力不规律变化[3-5],导致挤出系统的挤压力不能快速稳定,从而影响成型坯体的精度。因此,研究挤压力高精度控制策略对提高挤出成型坯体的精度有重大意义。
挤压力控制系统往往具有时变性、非线性等特点。目前,许多学者针对具有时变性、非线性的控制系统提出了滑模控制、自适应模糊控制、基于演算子理论的鲁棒右互质分解方法、神经网络算法、PID(proportion integration differentiation,比例积分微分)控制等控制策略[6]。对于变论域模糊PID控制策略,周丹等人[7]提出了基于负载力反馈的变论域双模糊控制策略,以解决大弹性负载伺服系统在低速运行和换向工况下的冲击和振动问题;Zhang等人[8]基于参数预测和变论域模糊控制策略来提高数控机床多轴运动时的平滑度和轮廓精度;Shi[9]采用变论域模糊PID控制方法来提高机器人导管微创手术操作系统的控制精度;王大勇等人[10]采用变论域模糊PID来控制车辆半主动悬架系统,以解决模糊PID在线调稳时间长的问题,从而增强车辆的平顺性;于今等人[11]设计了变论域模糊PID控制器,以提高液压机械无极变速器的速比跟踪控制效果;夏光等人[12]分析了叉车的机械结构及其侧翻影响因素,并利用基于分级的变论域模糊控制策略来提高重式叉车操作时的安全性。上述研究表明,变论域模糊PID控制策略对提高时变、非线性系统的鲁棒性和控制精度具有重要的参考意义。
综上所述,笔者综合考虑微流挤出型3D打印机挤出系统的特点,提出了一种变论域模糊PID控制器,以实现微流挤出型3D打印机挤压力在挤出成型过程中的快速稳定,从而提高挤出成型工艺的精度;同时,利用仿真和实验对所提出的变论域模糊PID控制策略进行验证。
1 挤出系统的挤压力分析
1.1 挤压力模型
本文研究以氧化锆膏体为打印材料的挤出成型工艺。在挤出过程中,氧化锆膏体在柱塞式料筒中受到筒壁的摩擦力和自身内部不同颗粒间因相对运动而产生的摩擦阻力,故挤压力的形成过程即为电机推杆克服摩擦阻力的过程。挤出机构中的料筒与注射器的结构类似,可采用柱塞式模型进行简化分析,其中膏体的挤压力P与挤出速度V(即电机推杆进给速度)的关系可由Benbow等人[13]提出的高固相含量材料挤压力预测公式(Benbow-Bridgwater公式)来确定,其物理模型如图1所示。
图1 Benbow-Brighwater公式的物理模型Fig.1 Physical model of Benbow-Brighwater formula
根据图1,有:

式中:σ0为初始屈服应力;Kb为屈服应力速度因子;τ0为初始剪切应力;K0为剪切应力速度因子;D0为料筒内壁直径;D为挤出段直径;L为挤出段长度。
对于同一批次的膏体,其挤出特性参数(σ0、Kb等)在挤出成型过程中几乎保持不变。由式(1)可知,在挤出机构相关尺寸参数(D0、D、L等)确定的情况下,膏体的挤出速度V由挤压力P直接控制。因此,在挤压力稳定控制过程中,通常采用调节电机推杆的进给速度或进给距离的方式来间接控制膏体所受的挤压力。
1.2 挤压力控制系统
图2所示为微流挤出型3D打印机挤压力控制系统的组成模块,主要包括电源电压模块、由ST(STMicroelectronics,意法半导体)集团生产的STM32芯片、人机交互模块、串口通信模块、A/D(analog/digital,模/数)转换模块、电流细分驱动模块、压力采集模块和蜂鸣器模块等组成。
图2 挤压力控制系统模块组成Fig.2 Module composition of extrusion force control system
在挤压力控制系统中,首先由STM32芯片读取加工制造指令,并将其翻译为有效的G代码信息。通过读取信息计算得到膏体在k点处挤出的消耗量f。消耗量f与挤出速度V的关系可表示为:

式中:r为料筒的半径。
在挤压力控制系统中,与电机推杆进给速度相关的主要参数为其转速。电机推杆转速R与膏体挤出速度V的关系可由式(3)确定:

式中:T为电机推杆的导程。
然后,STM32芯片将电机推杆转速信息传输至电流细分驱动模块,通过电流细分的驱动方式来减小电机推杆每个脉冲转动的角度,以改善低频、低速运行时的振荡等特性,从而提高电机推杆的运行平稳性[14]。
最后,由压力采集模块采集挤压力数据,并利用STM32芯片内部配置的双通道A/D转换程序实现模拟量与数字量的转换;将实时数据间的误差作为挤压力控制系统的反馈,通过变论域模糊PID控制策略结合PWM(pulse width modulation,脉冲宽度调制)占空比控制电机推杆的转速,以保证料筒内氧化锆膏体的挤出速度稳定[15]。
2 变论域模糊PID控制器设计
2.1 变论域原理
李洪兴[16]提出了变论域思想,这为变论域模糊PID控制策略提供了理论基础。如图3所示,变论域模糊控制的基本原理为:在模糊规则不变的条件下,模糊论域随着误差的变小而压缩,随着误差的变大而膨胀。从局部控制角度看,改变论域等同于在相同论域范围内增加模糊控制规则,可使控制模型的精度更高。
图3 变论域模糊控制原理Fig.3 Variable universe fuzzy control principle
2.2 变论域模糊PID控制器结构
上述挤压力控制系统为双输入单输出系统。设定预测挤压力Fo与实际采集挤压力Fh之间的误差e和误差相对时间的变化速率ec为控制器的2个输入变量。考虑误差e与误差变化速率ec之间的内在关系,设输入变量e和ec的基本论域分别为[-E,E]和[-Ec,Ec],输出变量ui的基本论域为[-U,U],经变论域规则处理变为:
式中:α(e)、α(ec)和βi(ui)分别为输入和输出论域的伸缩因子;i为输出变量个数。
基于此,构建变论域模糊PID控制器,其结构如图4所示,其与常规模糊PID控制器区别在于增加了伸缩因子[17]。
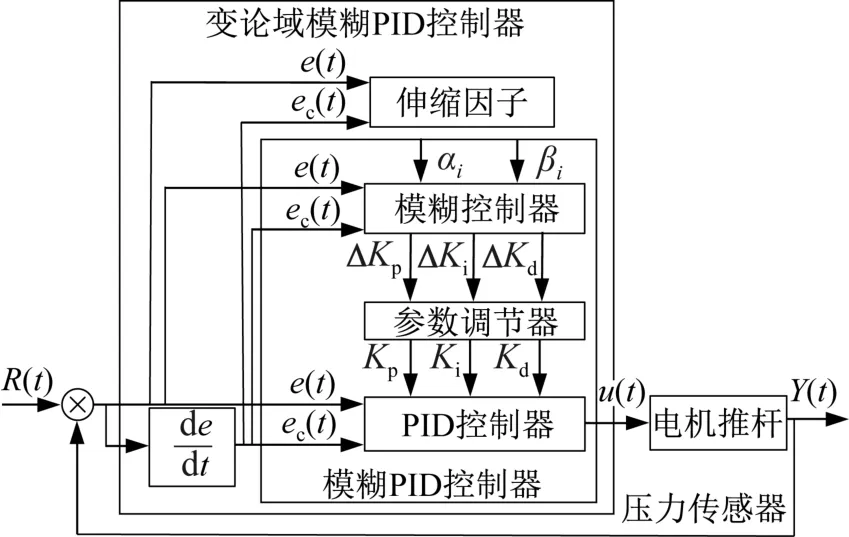
图4 变论域模糊PID控制器结构Fig.4 Structure of variable universe fuzzy PID controller
2.3 伸缩因子设计
伸缩因子的选择要符合一定的规律,即避零性、对偶性、协调性、单调性和正规性等[18]。目前,伸缩因子的选择方法暂未统一形式,主要包括基于函数模型、基于模糊推理和基于误差分级的选取方式[19]。本文采用基于函数模型的选取方式,则输入、输出论域的伸缩因子分别为[20]:

式中:k1、pi均为常数;P为常数向量。
但是,输出论域伸缩因子β(y)的选取原则模糊,无法给出具有普遍意义的选取方法。因此,根据挤出力控制系统并结合PID控制器中不同参数对系统误差调节的作用,对β(y)进行化简求解,设计合适的输出论域伸缩因子选择方法。PID控制器参数是使用不同时刻的误差信息进行调节的[21]。其中,比例环节和微分环节输出变量的伸缩因子应与误差具有单调一致性,积分环节输出变量的伸缩因子则应与误差具有单调反向性。基于上述原则可得,在选择输出论域的伸缩因子时应确保输出变量ΔKp、ΔKd适当大,输出变量ΔKi适当小。
2.4 变论域模糊PID控制器参数及规则设置
通过分析式(1)的参数和仿真调试结果,得到如表1所示的模糊控制器参数,使用Mamdani模糊推理法合成规则,解模糊化方法选用重心法。制定合理模糊规则对控制器的整体参数具有关键性作用,参照专家领域知识[22]并结合实际仿真经验,为模糊输入参数e和ec,建立3个输出变量ΔKp、ΔKi、ΔKd的模糊控制规则,如表2所示。图5所示为模糊控制器的模糊规则仿真结果。

表1 模糊控制器参数表Table 1 Parameter table of fuzzy controller
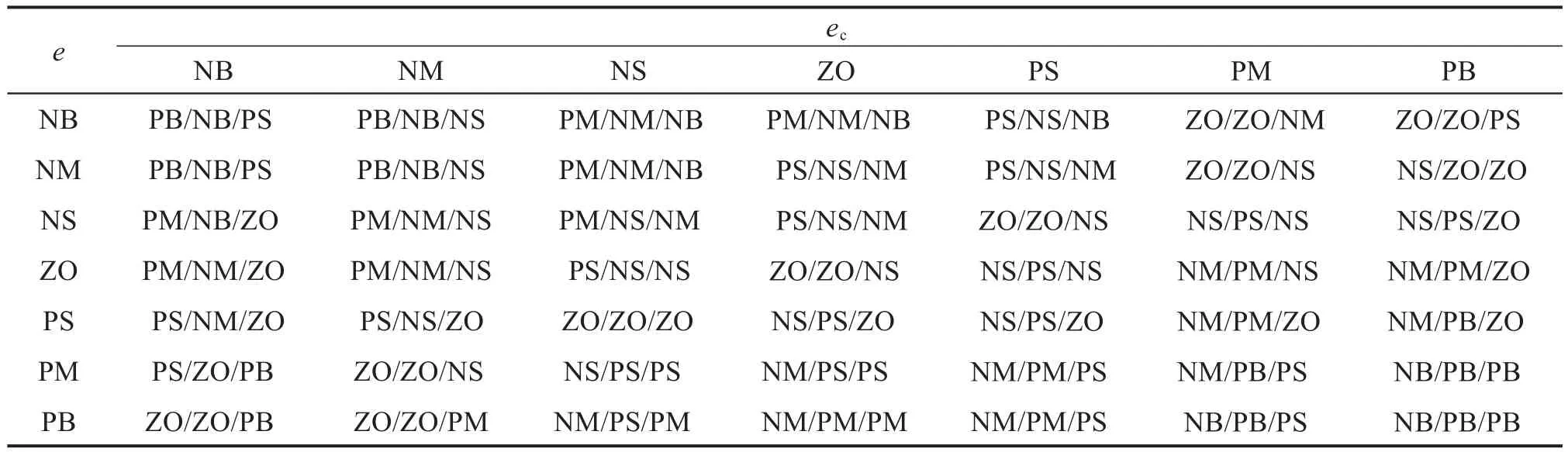
表2 输出变量ΔKp、ΔKi、ΔKd的模糊控制规则Table 2 Fuzzy control rules of output variables ΔKp,ΔKi,ΔKd

图5 模糊控制器的模糊规则仿真结果Fig.5 Simulation results of fuzzy rules of fuzzy controller
3 变论域模糊PID控制仿真分析
为客观地分析所设计变论域模糊PID控制器的可行性,利用MATLAB/Simulink分别建立传统PID控制器、模糊PID控制器和变论域模糊PID控制器的仿真模型。考虑到电机自身特性的影响,各控制器的仿真模型均采用同样的电机数学模型。通过对比仿真结果对变论域模糊PID控制器的动态性能和抗干扰能力进行分析。
3.1 动态性能分析
在PID控制参数一致且没有干扰信号作用下,3种控制策略下挤压力控制系统的性能响应仿真结果如图6所示。由图可知,传统PID控制的响应速度较快,但其超调量最大,为14.5%;模糊PID控制的响应速度较慢,且存在小范围振荡,但其超调量有所改善,为11.8%;变论域模糊PID控制的调节速度最快且超调量最小,为7.5%。由此可知,变论域模糊PID控制策略的动态性能最优。

图6 无干扰时3种控制策略下挤压力控制系统性能响应仿真结果对比Fig.6 Comparison of simulation results of extrusion force control system performance response under three control strategies without interference
3.2 抗干扰能力分析
为了验证控制器的抗干扰能力,在第6秒时加入幅值为0.2的阶跃扰动来模拟工作时受到的干扰信号,此时3种控制策略下挤压力控制系统的性能响应仿真结果如图7所示。从局部放大图中可以看出,在干扰信号作用下,变论域模糊PID控制的响应速度最快,仅耗时0.5 s,而传统PID控制和模糊PID控制分别需要0.9 s和0.7 s。由此说明,变论域模糊PID控制策略的干扰抑制能力最佳。
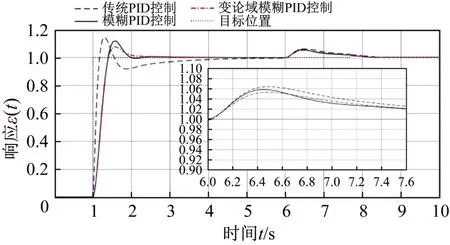
图7 有干扰时3种控制策略下挤压力控制系统性能响应仿真结果对比Fig.7 Comparison of simulation results of extrusion force control system performance response under three control strategies with interference
4 实验验证
4.1 实验装置
利用自主搭建的微流挤出型3D打印机(见图8)开展成型坯体打印实验。3D打印机的挤压力控制系统选用STM32F407VET6芯片作为主控芯片;选用TMC2209芯片为电机电流细分驱动芯片,并选择1/16细分步进模式;选择MKS TFT35触摸显示屏完成人机交互功能。其他关键硬件选择如下:行程为0~100 mm的电机推杆、减速比为27的行星减速电机和灵敏度为1.0 mV/V的微型压力传感器。电机推杆由步进电机提供动力,推杆速度最快达7 mm/s,电机推杆的推力最高可达500 N,行星减速电机的转速范围为4.5~13.0 r/min。
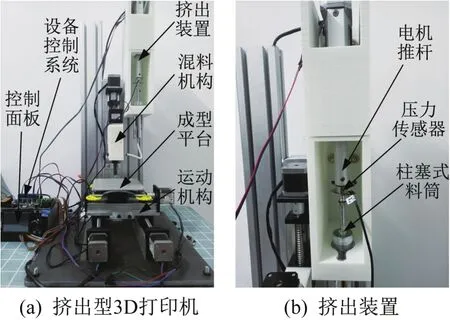
图8 微流挤出型3D打印机实物Fig.8 Physical object of micro-flow extrusion 3D printer
在实验过程中,电机推杆向下挤压,将体积分数为56%的氧化锆水机膏体挤入混料机构,通过行星减速电机产生的向下的扭矩将膏体通过混料机构输送到挤出头处并挤出成型到打印平台上。
4.2 实验结果分析
由仿真结果可知,传统PID控制器的综合性能最差,故实验中采用其余2个控制器进行对照实验,以分析变论域模糊PID控制策略是否能改善挤出成型过程中挤压力不稳定现象以及提高坯体的成型精度。
实验方案如下:分别对模糊PID控制和变论域模糊PID控制下的挤出型3D打印机进行挤压力稳定控制,在不同控制策略下打印得到测试坯体1和2,结果如图9所示。具体打印参数设置为:电机推杆杆径为20 mm,导程为9 mm;平台扫描速度为12 mm/s;混料机构行星减速电机转速为12 r/min;料筒直径为20 mm;挤出头直径为0.5 mm。

图9 基于不同模糊PID控制的成型坯体对比Fig.9 Comparison of formed body based on different fuzzy PID controls
通过对比图9(a)和图9(b)所示的坯体1与2的挤出丝可知,坯体1上测点2,4处的挤出丝不平稳,这是因为在打印起始阶段挤压力未能很快地达到稳定状态,导致该阶段膏体的挤出速度无法快速稳定;打印坯体2时,挤压力可以快速稳定,挤出膏体平稳挤出,使测点1~6处的挤出丝直径均匀,保证挤出丝均匀挤出。
对比图9(c)和图9(d)所示的坯体1与2的单层挤出丝,测点1~4为连续挤出丝的启停点。坯体1在每个挤出丝的启停点都存在一定程度的浆料过堆积,这是因为步进电机在突然启停时存在一定程度的过冲现象,影响浆料的挤出量,使得挤出丝出现流涎现象。坯体2在每个连续打印的启停位置都没有出现明显堆积,说明变论域模糊PID控制策略改善了步进电机的过冲和失步对控制系统的影响,保证了膏体挤出量与消耗量的匹配,提高了坯体整体的成型质量。
对比图9(e)和图9(f)所示的坯体1与2的表面形貌,坯体1在拐点处挤出速度随着平台扫描速度发生变化时,料筒中挤压力未能很快达到稳定状态,导致膏体挤出速度无法快速稳定,使得挤出膏体在拐点处出现浆料“欠堆积”和“过堆积”现象,影响打印坯体的表面质量;打印坯体2时,挤压力可以快速到达稳定状态,保证挤出速度稳定,改善了挤出膏体在拐点处浆料“欠堆积”和“过堆积”现象,提高了成型坯体的表面质量。
对比图9(g)和图9(h)所示的坯体1与2的侧面形貌,坯体1挤出成型过程中料筒的挤压力达到稳定状态所需的时间较长,使得膏体的填充效率较低,导致坯体在成型过程中填充不均匀,影响了坯体的成型精度,坯体的瑕疵较多;打印坯体2时,挤压力达到稳定状态所需时间短,填充效率明显提升,提高了坯体的成型精度。
5 结 论
1)为了提高微流挤出型3D打印机的打印精度,针对其挤压力变化不规律的问题,提出了变论域模糊PID控制策略。该控制策略根据系统误差,利用伸缩因子变化实时改变模糊控制规则的数量来提高控制精度,保证了打印材料挤出速度的稳定性,改善了成型坯体的表面质量和提高了成型精度。
2)仿真结果表明,变论域模糊PID控制策略具有响应快、稳态调节速度快和抗干扰强等特点,其对具有时变性和非线性的控制系统有很好的适应性,符合挤压力控制系统对稳态和动态性能的要求。
3)实验结果表明,打印坯体时3D打印机的挤压力随挤出速度的变化而变化,采用变论域模糊PID控制策略可使挤压力控制系统的稳定性得到有效改善,保证了膏体挤出的连续性。
综上所述,所提出的变论域模糊PID控制策略对挤出型3D打印机的挤压力控制以及类似的时变和非线性控制系统具有一定的参考。
