轴类产品两端孔加工方法改进
2022-11-03孙焕丽
孙焕丽
(宁夏天地奔牛实业集团有限公司,宁夏石嘴山 753000)
轴是宁夏天地奔牛实业集团有限公司(以下简称“天地奔牛”)生产的煤炭刮板输送机、转载机及破碎机轴组的核心零件,它的加工效率及质量直接影响整套综采设备的生产周期及质量品牌。天地奔牛生产的轴品种繁多,规格多样,长度规格800~3000mm,直径规格Φ100~500mm,重量800~3000kg。天地奔牛每年生产约4000件轴,轴两端各有8×M30均布的螺纹孔,该螺纹孔的加工一直制约着轴的加工效率及质量,同时还存在着安全隐患,目前该螺纹孔的加工工艺如下。
(1)划线(划线平台):划出两端螺纹孔加工线。
(2)钻孔(摇臂钻床):立起工件,按线找正,钻攻成一端8×M30螺纹。
(3)翻个,按线找正,钻攻成另一端8×M30螺纹孔。
以上工艺执行过程存在以下问题。
(1)轴立起加工,立起过程存在安全隐患。轴立起时,吊具要起吊外圆,而外圆没有通孔,只能依靠外圆的台阶。若是台阶尺寸差距小,工件比较重,起吊和翻转过程中很容易发生吊具脱落事故,因此工序执行过程存在安全隐患。
(2)螺纹孔的位置精度靠人工划线及摇臂钻工找正保证,受人为因素影响大,加工质量不稳定。在进行组装时,经常会发生孔距错位无法组装的问题,每月平均有10次以上返修。
(3)生产效率低,辅助时间长。工件加工完一端后,需要翻转工件,加工另一端,上下工件及压紧工件占总加工时间1/3。如果孔深或工件太高,操作人员需要爬在辅助梯上加工,加工两端16个螺纹孔需要约3h。
1 设备选型方案
1.1 设备选型
首先,要解决安全隐患问题,摇臂钻床是一种立式的加工方式,使用摇臂钻床就需要将工件立起来才能实现加工,工件立起的过程必然存在安全隐患,因此需选用卧式的加工方式;其次,提升产品质量,需要减少人为参与,提高设备的数控化;最后,要提高生产效率,就要减少辅助时间,如果工件无需翻转及重新找正,能加工成轴两端的螺纹孔,就能达到提效的目的。
综合以上因素及市场上成熟的设备类型,数控卧式镗铣床是最适合加工轴类产品两端孔的设备,但是轴类属于细长型,长度800~3000mm,Φ100~500mm,要想一次装夹完成,工件必须放置在工作台中心,兼顾长度800~3000mm的全部工件,主轴镗杆的伸出长度≥1200mm才能实现。这类数控卧式镗铣床的价格均在300万元以上,若是用该类高精度的设备只加工轴两端的螺纹孔,使用10年成本都无法收回,经济收益较差。同时设备标配的高精度、高加工能力无法发挥,对设备资源也造成浪费。因此,需要设计及定制经济又实用的专用设备,才能够满足产品的加工需求。
1.2 设备设计方案
借鉴数控卧式镗铣床的结构特点,将钻杆箱侧挂在立柱上,钻杆箱在立柱上可以上下移动。为了实现工件两端孔同时加工,将两套钻杆箱分别侧挂在左右立柱上,置于工件两端,一端的立柱固定,另一端的立柱可移动,适应不同长度的工件加工,同时使用专用可调节工装夹具,支撑及压紧工件。设备设计方案,如图1所示。
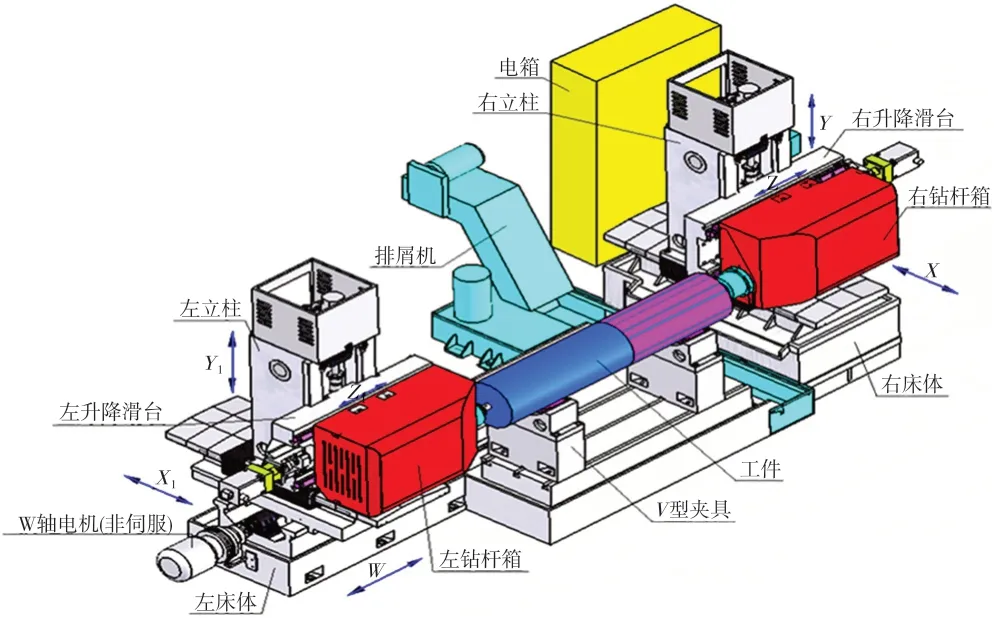
图1 设备设计方案
1.3 设备结构及工作原理
机床具有两套钻杆箱,对称分布于工件两端面处,每个钻杆箱各有一套独立的刀具进给系统。工件两端钻杆箱均为三坐标结构,可加工具有坐标孔分布的工件,工件固定,刀具旋转进给。钻杆箱可在各自的立柱上垂直移动,伺服控制,右立柱固定,左立柱整体可在床体上靠近或远离工件,适应不同长度工件的加工。
1.4 工件加工过程描述
(1)将工件装到工作台上的夹具上,及时进行找正。
(2)各伺服轴移动到合适的位置。
(3)开启钻杆箱,驱动刀具旋转。
(4)事先开启冷却系统。
(5)Z轴进给系统驱动刀具进给,可实现刀具工进及快进。
(6)钻到设定位置,冷却之后暂停,刀具退回,可实现刀具快退。
(7)数控系统驱动刀具系统移动至下一个钻孔位置,重复(5),(6)步骤,完成之后,再加工下一个孔。
(8)利用双通道数控系统,两端孔可以同时进行加工。
方案可能存在以下隐患。
(1)轴端面均为螺纹孔,最大的螺纹孔为中心处的M42×2,使用丝锥加工,受到的扭矩大,所以采用侧挂的方式可能存在刚性不足的问题。
(2)一侧立柱固定,一侧立柱移动,移动端立柱行程太长,由于需要加工的工件长度为800~3000mm,所以移动端的立柱行程至少为2200mm,才能满足产品加工要求,而且长时间一侧移动,设备容易出现故障。
因此对设计方案进行优化,形成以下最终方案。
(1)主轴由侧挂式更改为框式(与卧式加工中心相似)。
(2)两端立柱同时移动,实现长轴及短轴均能兼容,如图2所示。
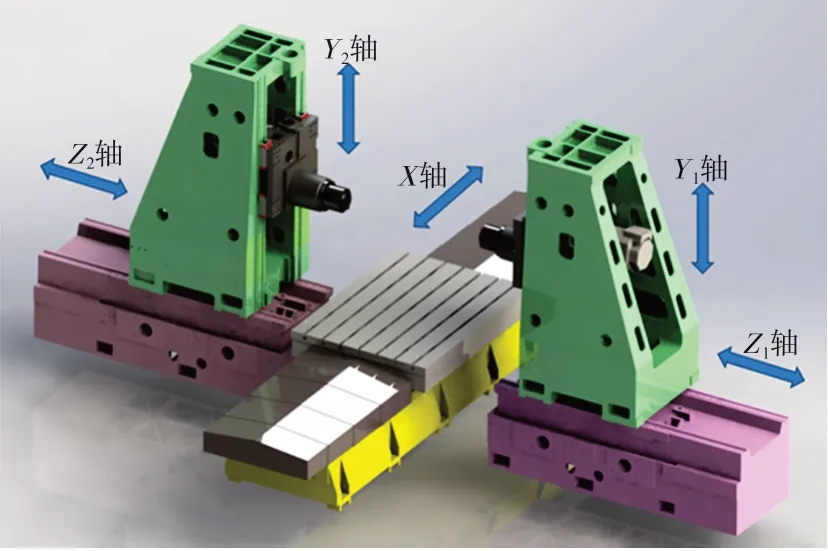
图2 设备最终设计方案
2 工装夹具设计方案
2.1 夹具方案
夹具方案如图3所示。

图3 夹具方案设计图
2.2 夹具的通用性和工作原理
首先,本套夹具可以满足工件直径在Φ100~500mm、 长度为800~3000mm2件的装夹;工件轴向和径向均可依据工件的直径和长度进行调整;调整机构均采用“T型丝杆+丝母+燕尾硬轨”及手轮调整的移动结构形式。其次,用手轮调整径向移动定位块,可适应不同直径的工件装夹;通常情况下,用手轮调整工件轴向定位位置调整座,可适用不同长度的工件加工。最后,设置相应的定程挡块,防止调整位置的误差,在加工同一种工件过程中不需要调整,只有在工件换型时调整夹具的装夹范围。
2.3 夹具装夹的刚性保证及特性
装夹范围调整机构均采用燕尾硬轨和镶条相结合的移动结构,可确保夹具的动态刚性和静态刚性,从而保证工件的加工刚性;工件的径向定位采用V形块的定位形式,V形块为分体式,一侧固定,另一侧可调整位置(以满足不同直径工件径向定位);工件的轴向定位通过“工件的轴肩端面”和“2个轴向移动机构”来实现,一个位置不动,另一个做轴向夹紧,来保证同一种工件轴向定位的一致性;夹具的上部有2个推拉式压板用于压紧工件。
3 项目实施后效果
采用改进后的设备和夹具后,轴类产品两端实现了卧式加工,消除了立轴的安全隐患;孔的位置精度及尺寸精度由设备保证,减少了人为影响,解决了质量不稳定的问题。经过反复实验与数据对比得知:如果两端螺纹孔不同步加工,工件加工效率可提升约3倍;如果两端螺纹孔同步加工,加工效率可提升5倍左右。项目改进效果如图4所示。

图4 项目效果
4 结语
轴类工件加工是一项严谨精密、操作技术要求高的技术工作,随着现代技术的不断发展,加工也在朝着高速、高精度、自动化、系统化的方向发展。通过对加工轴类产品两端孔的设备改进,不但保证了生产过程的安全可靠,同时极大地提高了加工效率,而且还能够确保产品质量的稳定性,达到了预期效果。