维纳斯工艺品五轴联动数控编程及加工仿真
2022-11-03窦磊
窦 磊
(广东省机械技师学院,广东广州 510450)
Unigraphics(UG)是目前先进的计算机辅助设计、制造和分析软件之一,其功能强大。本文利用UGNX10.0软件对维纳斯女神工艺品进行五轴联动编程数控加工,突出体现五轴联动数控机床在实践加工中的优势(一次装卡,5个面全部加工完成)。
1 工艺要点
(1)加工工序的划分。①刀具的集中分序;②精、粗加工分序;③按加工的部位进行分序。
(2)工件装夹方式的确定。①应尽量采用组合夹具;②对于零件定位、夹紧部位,应考虑不会妨碍其各部位的更换刀具、加工和重要部位的测量;③对刀时应直接或间接地使对刀点和刀位点重合;④“换刀点”应该根据工序的内容安排。
(3)编程的误差及控制。①几何建模的误差;②舍入误差;③逼近误差。
2 夹具设计
本次加工使用三爪卡盘进行加工。为了防止工作台及卡盘与铣床主轴套筒或刀套、刃具在加工过程中发生碰撞,设计出五轴通用夹具卡盘进行装夹,该夹具以中心圆卡位,再利用螺丝锁紧工件进行加工。
3 数控编程
3.1 毛坯的创建
双击[WORKPIECE]→[指定部件]与[指定毛坯],毛坯选择大小为“Φ60×110铝棒”。
3.2 刀具选择
数控刀具的选择和切削用量的确定是数控加工工艺中的重要内容,它不仅影响数控机床的加工效率,而且直接影响加工质量。在满足加工要求的前提下,根据工件尺寸大小,列出加工工艺清单,见表1。

表1 加工工艺清单
3.3 底面加工
先使用Φ12立铣刀开粗并精修,再使用Φ6.8麻花钻头钻孔(先铣好平面才能保证钻孔的尺寸及位置精度),然后使用Φ10倒角立铣刀倒角去毛刺,最后使用Φ8丝锥铣刀攻牙。攻牙是用一定的扭矩将丝锥旋入要钻的底孔中加工出内螺纹。攻丝参数计算方法:进给量=转速×丝锥螺距。例如,M8的牙距为1.25mm,则进给量就是转速的1.25倍。使用加工后的毛坯,将毛坯拆下,装上五轴通用夹具,并使用螺丝将工件毛坯锁紧在夹具上开始加工模型。
3.4 开粗
粗加工使用型腔铣加工,因工件不对称,故需要创建一个干涉面控制加工深度。进入建模→创建基准平面→创建草图→拉伸草图曲线→生成干涉面,如图1所示,选择型腔铣加工方法,“指定检查”(干涉面),刀轴选择指定矢量。设置好切削参数、非切削参数、进给率和速度相关参数,单击“生成”,生成刀轨。此处需要注意的是,底面是已加工表面,所以为了避免刮花工件表面需要指定修剪边界。在草图中划出图1所示边框,选择该线框为修剪边界。

图1 模型干涉面设置
为了防止工件过切,在模型中间处加了两个管道一起选为部件开粗,型腔铣开粗反面,偏移已做好的干涉面5mm,让其加工有5mm重合。复制“型腔铣开粗正面”刀轨,“指定检查”(干涉面)选择偏移的干涉面。生成刀轨如图2和图3所示。由于部分地方较小,Φ12立铣刀铣不到,所以需要换Φ10R5球头铣刀二次开粗。复制Φ12立铣刀的刀路,参考刀具选择Φ12立铣刀,重新设置步距及每刀切削深度参数。反面同理。
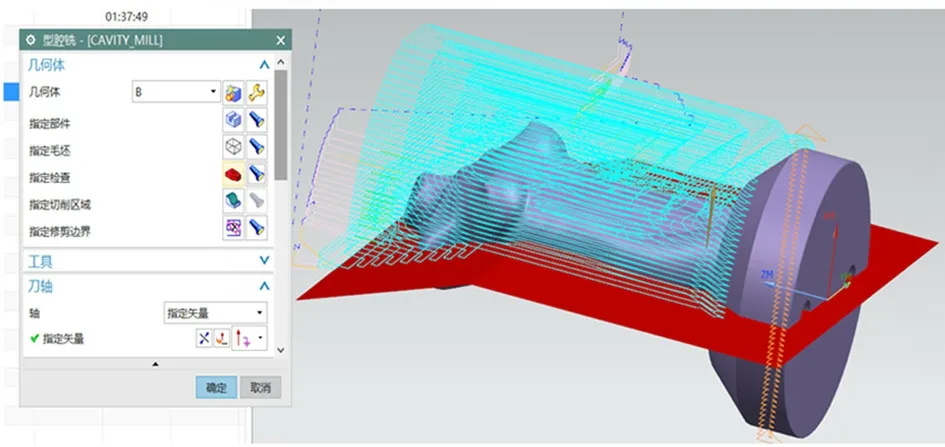
图2 正面刀路设置

图3 反面刀路设置
3.5 精加工过程
3.5.1 半精加工处理
五轴加工曲面时,因工作类似回转类工件但不规则,所以要创建一个规则回转曲面作为驱动面。因此驱动方法使用曲面驱动,刀轴使用垂直于驱动体。进入建模→创建曲线→旋转曲线→生成曲面(用做驱动面)。
创建工序可变轮廓铣如图4所示,驱动方法用曲面,投影矢量选择刀轴,刀轴选垂直于驱动体。进入驱动方法界面,指定驱动几何体(选择旋转的曲面),设定好切削方向、驱动设置参数等。由于驱动体并非在工件的中心处,所以底下斜面会有部分未铣削到。可以指定一个检查体,部件选择整体即可生成刀路。

图4 可变轮廓
复制Φ10R5球头铣刀二开刀路,修改驱动方法里的驱动设置,使用Φ6R3球头铣刀再次开粗。此时可以不选检查体。生成图5曲面区域驱动方法一刀路,复制Φ6R3球头铣刀的二开刀路,选上检查体并修改驱动设置竖直与水平限制为0.5mm生成刀路,再进行一次半精加工,使得工件的余量均匀。
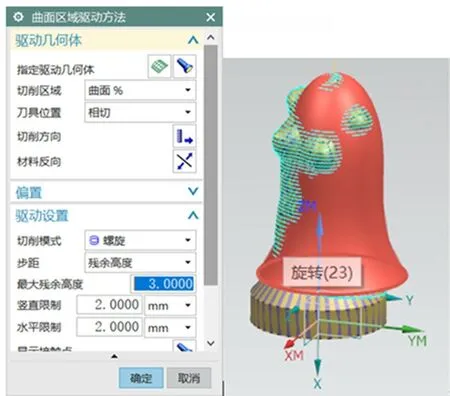
图5 曲面区域驱动方法一
3.5.2 精加工的过程
复制Φ6R3球头铣刀的半精加工刀路,修改驱动设置参数精修工件。如图6曲面区域驱动方法二,加工仿真利用VERICUT软件进行模拟加工仿真。选择控制系统及机床模拟仿真。
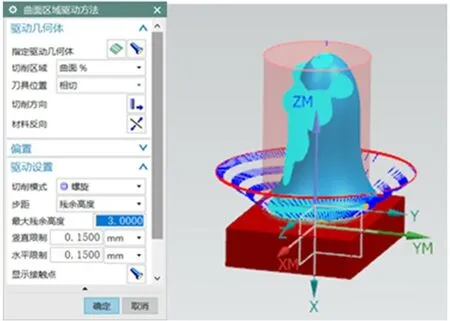
图6 曲面区域驱动方法二
工位1选择三爪卡盘做夹具并设定好毛坯,设置好加工坐标系与G代码偏置(程序零点)。创建所需要用的刀具,添加程序进行仿真。
工位2导入五轴通用夹具,设置好加工坐标系与G代码偏置(程序零点)。添加程序进行模拟仿真加工。仿真加工两种显示结果,零件显示及机床切削模型如图7图所示。
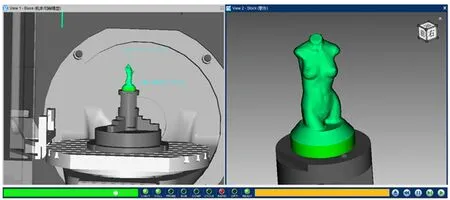
图7 零件显示及机床切削模型图
4 结束语
计算机技术的迅速发展大大推动了现代设计方法——虚拟设计的发展和应用,极大地提高了劳动生产率。UG不仅提供如此强大的功能,同时对每个工程师和设计者来说,操作简单方便、易学易用。本设计根据维纳斯造型的动态数据,应用UG软件对其进行编程,数控加工经过粗加工、半精加工、精加工等相应的步骤,学会尝试不同的困难解决方案,从中也能体会到很多关于金属加工的典型案例,学到很多先进的制造方法,结合先进的加工模拟仿真的应用,提高对UG软件的实际操作能力。