过时效的升温时间对吸能型材力学与压溃性能的影响
2022-11-02秦龙传金智澎刘旭东
秦龙传,金智澎,刘旭东,张 鸿
(广东精美有限公司,清远 511500)
0 前言
在汽车工业中,薄壁梁等结构型材是组成汽车车身结构的重要零部件,对车身的结构安全起着重要作用。而充分利用薄壁型材的变形吸能特点是车身设计的关键,例如其载荷峰值不能超过后端结构的承载极限[1-2]。近年来,由于具有比钢更高的吸能性及变形稳定性,铝合金作为汽车轻量化材料的发展趋势迅猛,成为汽车轻量化的理想材料。其中,6×××系铝合金(Al-Mg-Si合金)凭借其优异的加工性能、中高强度、较好的塑韧性和抗腐蚀能力,广泛应用于汽车吸能盒和纵梁等部件的制造[3-5],而6008合金作为吸能型材的性能尤为突出。
本文以6008合金吸能盒型材为研究对象,采用不同升温时间达到相同的时效温度,并保温相同时间,随后对比和分析升温时间对产品力学性能和压溃性能的影响,进而制定出比较稳定、综合性较好的时效工艺方案。
1 试验材料与方法
本文所用6008合金的化学成分见表1,其吸能盒型材横截面如图1所示。合金通过2 500 t挤压机进行挤压,挤压工艺参数如表2所示。选取同一铸锭、同一生产工艺且性能稳定的型材进行时效处理。试验方案如表3所示,统一采用过时效工艺,时效温度为220℃,时效时间为65 min,设置从室温升至220℃所用时间分别为20 min、45 min、65 min和85 min。压溃试样长度为300 mm,平行试样4个。使用美特斯E64.605微机控制电液伺服万能试验机进行压溃试验,压溃速率为100 mm/min,压溃行程为200 mm,即为总长度的2/3。拉伸试样取自型材非焊合位置处,厚度约为2.5 mm,尺寸如图2所示。使用电子万能试验机进行拉伸,拉伸速率为0.9 mm/min。硬度测试由韦氏硬度钳测得。
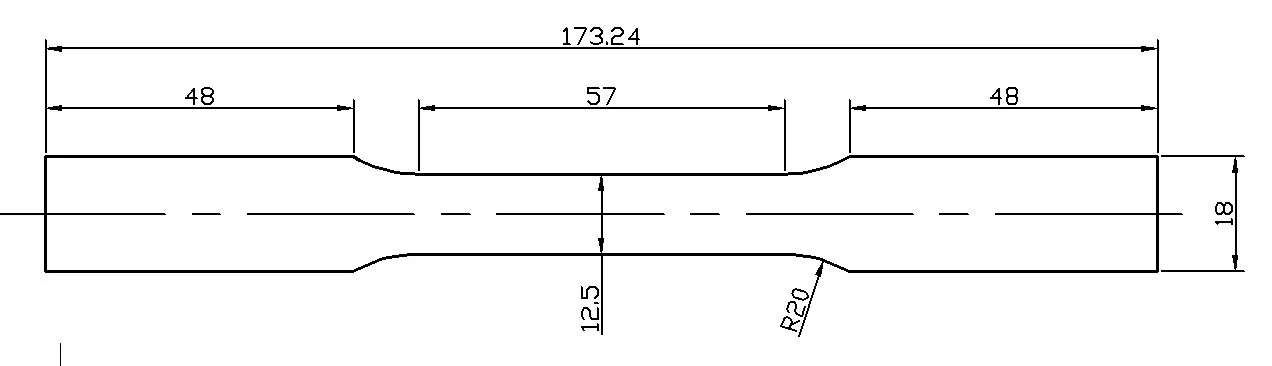
图2 拉伸试样尺寸示意图
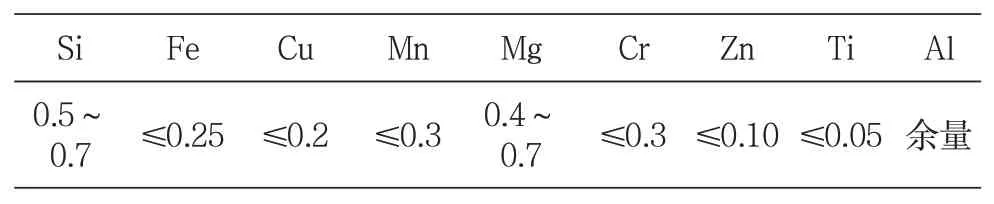
表1 6008合金化学成分(质量分数/%)
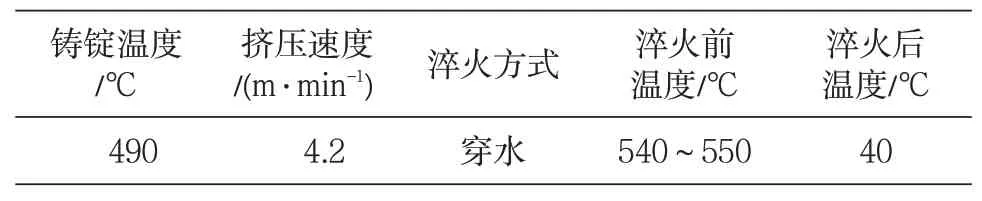
表2 挤压工艺参数
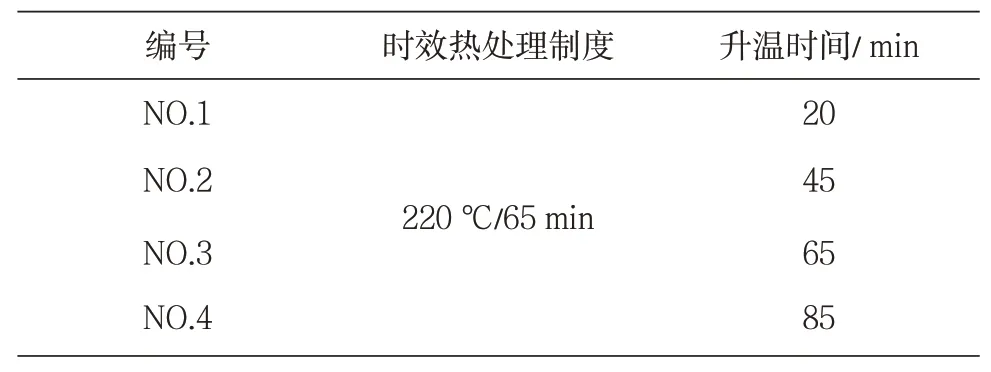
表3 试验方案
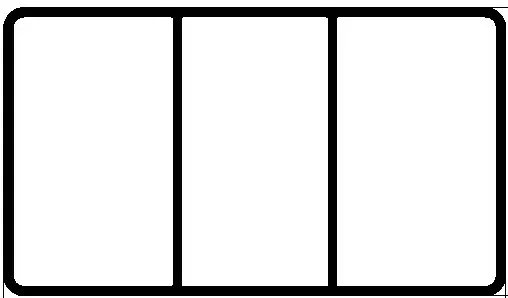
图1 型材截面图
2 结果及分析
2.1 不同升温时间对力学性能的影响
6008合金型材经不同升温时间升至220℃并保温65 min处理后,其拉伸试验结果如表4所示,力学性能曲线如图3所示。
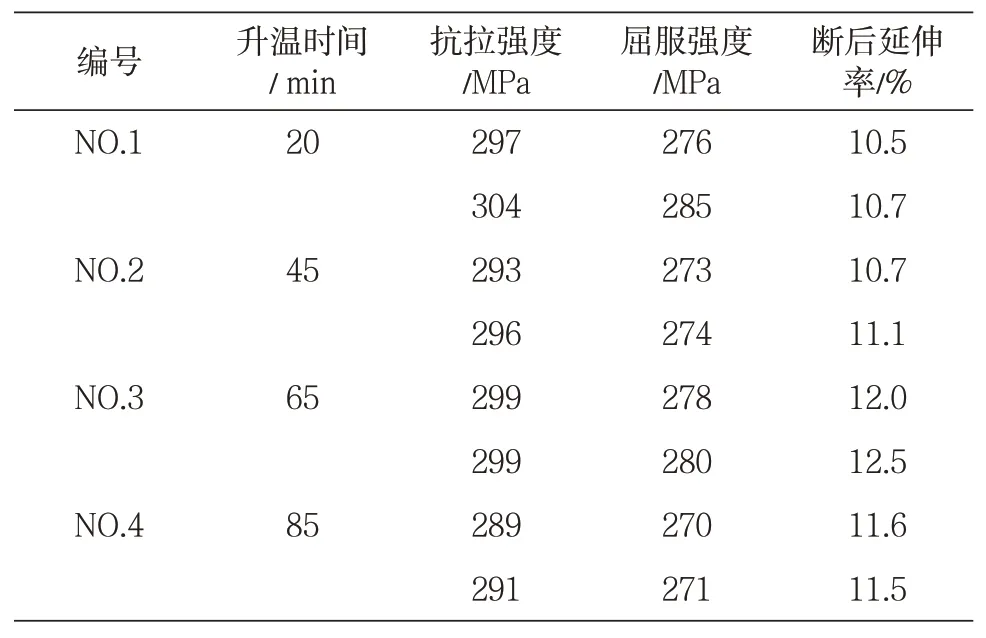
表4 力学性能结果
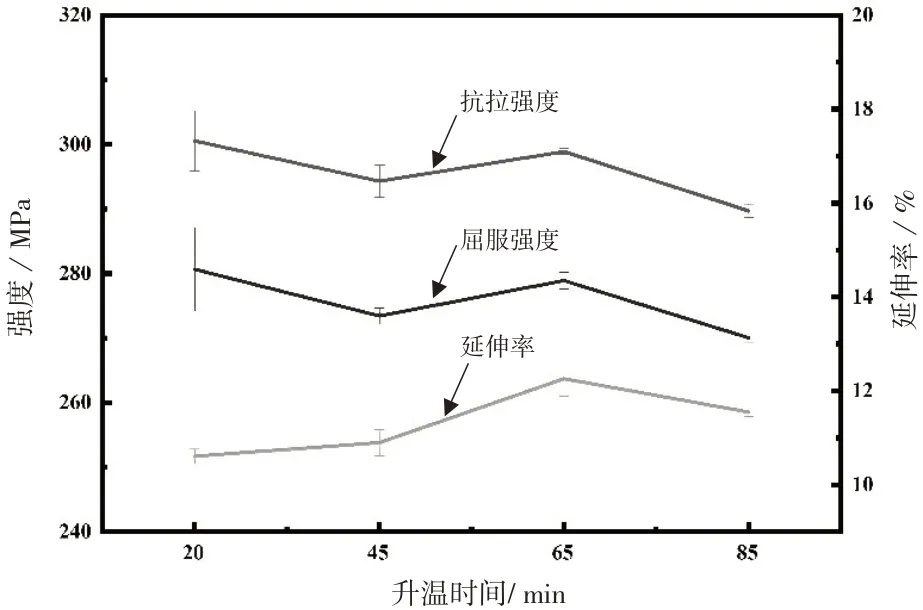
图3 不同升温时间下的力学性能曲线
(1)试验NO.1中,平行试样的拉伸力学性能存在较大的差异。由于升温时间短,即升温速率较大,在短时升温过程中炉内温度分布不均,故试样处于急速升温状态且各质点受热不均。由于温度高的部分原子扩散速率快,导致强化相的形核较快,进而影响其分布;而低温区由于升温速率较慢,温度较低的部位达到理论设定的时效温度所用时间相对较长,进而占用了理论保温时间。因此,升温时间较短、升温速率较快会导致试样性能不均匀。
(2)对于试验NO.2~NO.4,各组的性能较NO.1差异较小,其中NO.3的拉伸性能最佳,拉伸性能随升温时间的升高而先升后降。由于拉伸试验是在同一设备、同一操作标准下完成,各组试验的性能均匀性与升温时间相关,其中,NO.3的抗拉强度均匀性最佳,证明适中的升温速率有利于缩小试样的均匀性差异。
(3)对于试验NO.3和NO.4,时效处理制度为220℃/65 min,由于该温度对铝合金而言属于高温,故该工艺属过时效处理。升温时间从65 min延长至85 min,在慢速升温的过程,试样开始进入过时效范围;换而言之,相当于在升温的过程中,未达到保温温度设定值(220℃)时,产品提前进入过时效状态。随着时间延长,温度继续升高至时效温度,而后进入保温状态并开始计算保温时间。因此,在高于一般时效温度的时效处理中,较长的升温时间变相地增加了试样的时效时间,故同样在过时效处理后,NO.4较NO.3经历了更严重的过时效处理,导致性能下降。
2.2 不同升温时间对压溃性能的影响
表5为试验合金的压溃性能测试结果。从表中可知,试验NO.1~NO.4的压溃合格率分别为75%、50%、100%和75%,其压溃性能的合格率变化趋势与拉伸性能相仿。此外,压溃峰值载荷随时效升温时间的延长而提升,如图4所示。各组压溃试验的效果如图5所示。尽管NO.1的压溃合格率略高于NO.2,但其压溃形貌相比NO.2呈现不规则溃缩现象。这一结果与拉伸性能的均匀性相关,即较短的升温时间、较快的升温速率易造成试样受热不均从而导致合金的性能不均匀。虽然拉伸试样与压溃试样的合金相同,但吸能盒型材的体积较大,在压溃过程中压溃性能的不均匀性被放大,导致压溃形貌不规整[6]。同样,不合格试样的局部开裂亦是由于各部位的性能不均匀,加上应力集中状态,最终因产生裂纹而造成的。试验NO.3的升温时间适中,该升温速率下试样受热较均匀,故压溃试样的形貌规整、褶皱整齐、峰值载荷适中且合格率最高;而NO.4在较长的升温过程中,变相增加了时效时间,属于严重过时效。由于强化相在过时效态时已粗化,易造成强化相分布不均,故NO.4压溃试样也有性能不均匀的现象,如图5(d)所示。由此可见,升温时间会造成吸能盒型材性能不均匀,在压溃过程中这一缺陷会被放大,表现为压溃形貌不规整、合格率下降。
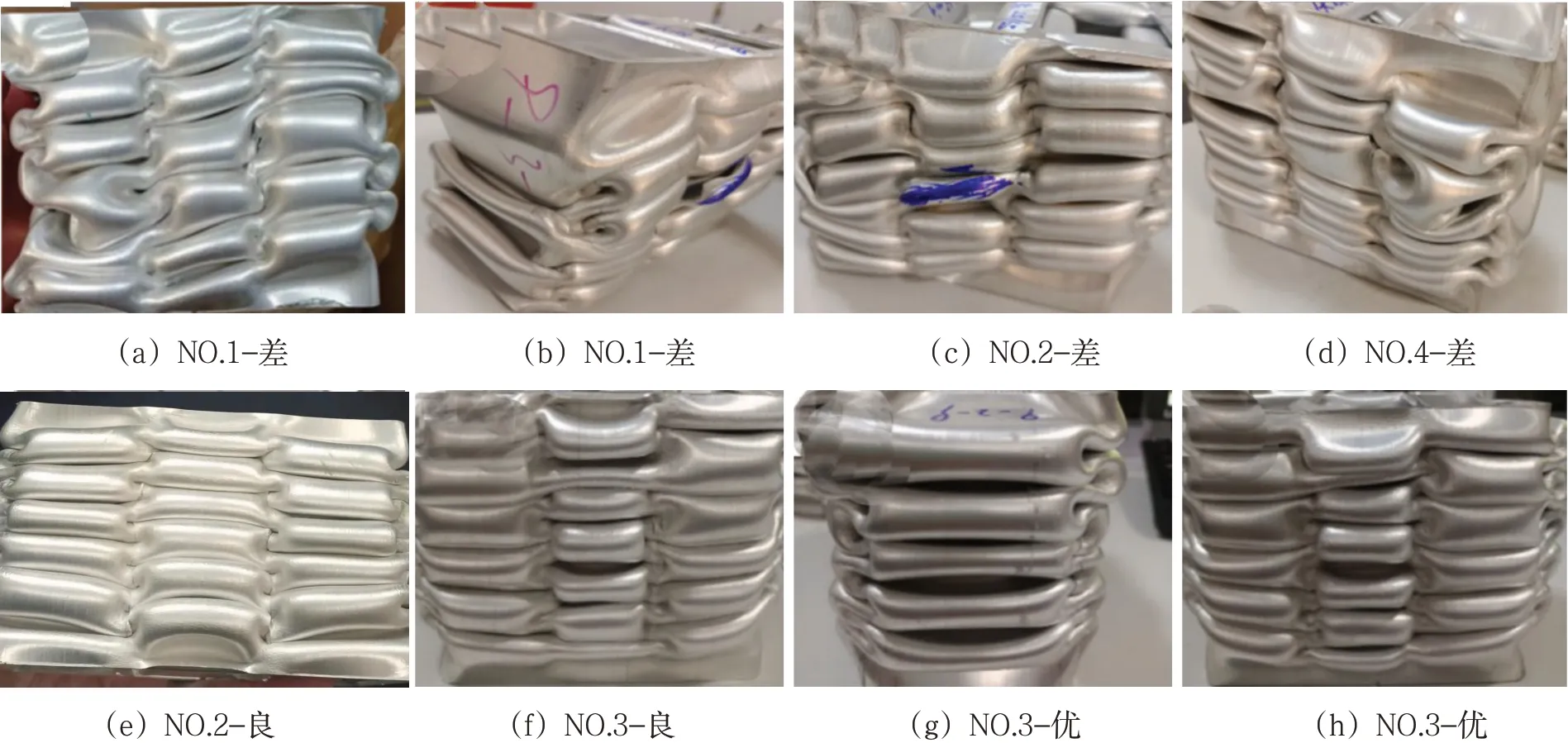
图5 不同升温时间的压溃试样图
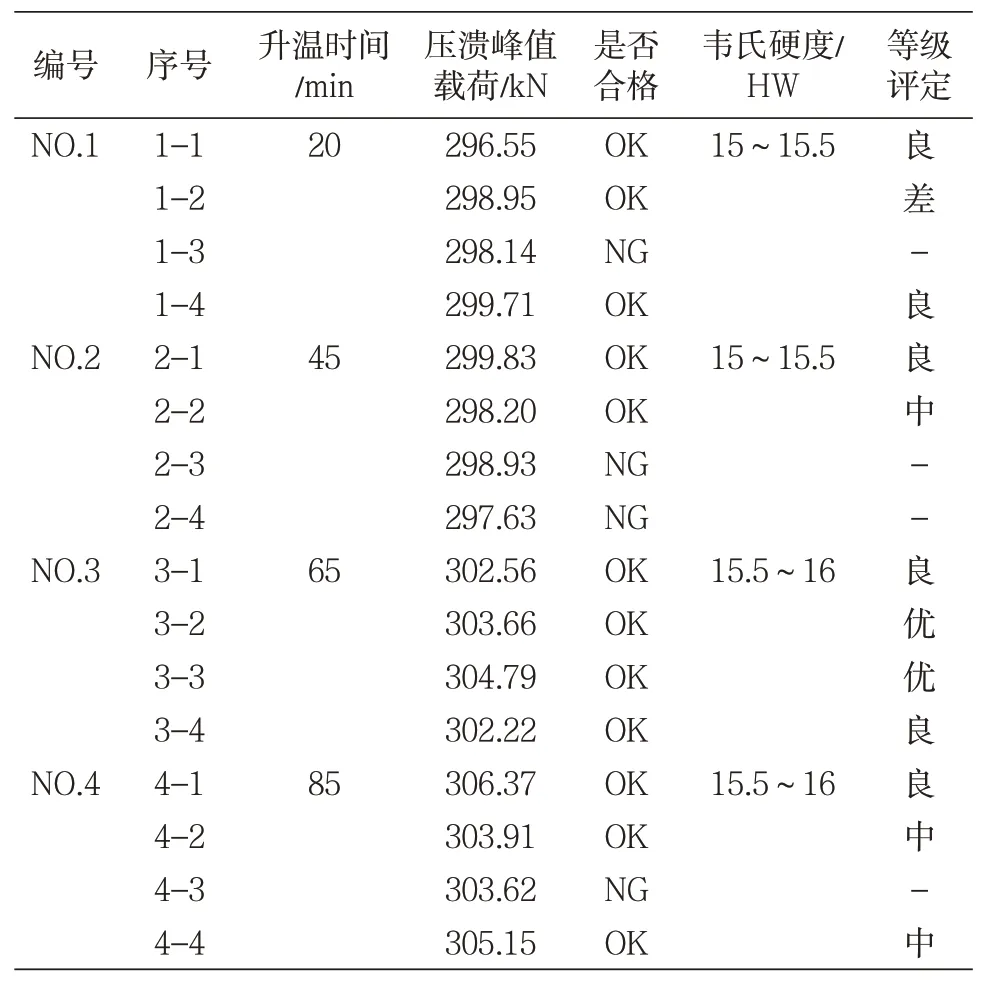
表5 压溃试验结果
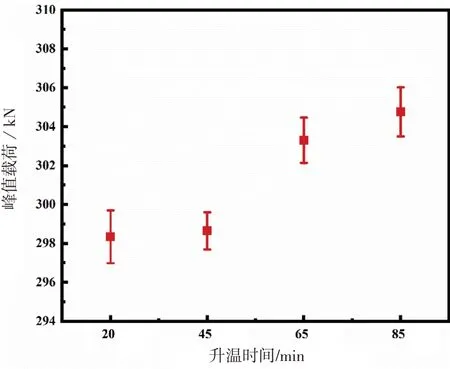
图4 不同升温时间的压溃峰值载荷
3 结论
(1)升温时间会影响合金拉伸性能的均匀性。220℃/65 min的时效制度在65 min升温中使合金取得最佳的拉伸性能,即在此升温速率下6008合金的拉伸性能差异最小。
(2)升温时间造成的性能不均匀现象在压溃过程中被放大,表现为溃缩不规整和横向开裂。220℃/65 min时效制度在65 min升温中使合金取得最佳的压溃性能。
