不同减薄率镍铜合金超薄壁管的微观织构演变*
2022-10-31李维壮许镱巍赵春江梁建国张国庆
王 琛,李维壮,许镱巍,田 旺,赵春江,梁建国,张国庆
(1.太原科技大学机械工程学院,山西 太原 030024;2.山西电子科技学院,山西 临汾 041082;3.太原理工大学,山西 太原 030024;4.太原磬泓机电设备有限公司,山西 太原 030027)
超薄壁管(径厚比D/S≥100)主要应用于航天器、大型电子元器件、核反应堆、家电和办公用品、弹性元件波纹管、散热管以及新兴的复合材料等[1-3]。当前,超薄壁管尤其是极限尺寸规格超薄壁无缝管的需求不断增大,外径尺寸跨度为3~1 000 mm,极限壁厚可达0.015~0.030 mm;同时为了发挥薄壁管的体积质量优势和热力学优势,对径厚比的要求不断提高[4]。
旋压综合了锻造、挤压和滚压等工艺的优点,材料利用率高、功耗低,产品组织均匀细化、表面光洁度高,而滚珠旋压技术是其中一个分支,其主要应用于小批量管件的高精度制备[5]。
近年来,针对超薄壁金属材料的成形研究,肖宏等[6-7]在Fleck理论、Stone公式的基础上,借助有限元分析等手段,推导出极薄带最小可轧制厚度公式,并通过对铝、304不锈钢、铜等3种材料最小可轧制厚度的轧制试验,最终认为最小可轧厚度与轧制力、轧辊直径、材料弹性模量、轧件屈服强度、平均张力和摩擦因数相关。刘相华等[8-11]分析了板带厚度尺寸与晶粒尺寸对铜箔轧制变形行为的影响,采用晶体塑性有限元法研究了Cu极薄带滑移与变形行为。Song[12]采用多级冷轧的方法实现了制备0.1 mm硅钢片的工艺,分析轧制后热处理对超薄板晶粒细化、均匀化的影响。
笔者团队使用滚珠旋压加工技术加工出壁厚0.1 mm、0.05 mm的超薄壁管,检测其表面的成形质量(粗糙度)情况,通过分析不同减薄量下管件的显微织构取向分布函数(Orientation Distribution Function,ODF)的变化情况,得到旋压过程中织构的变化情况,为下一步的壁厚减薄提供理论基础。
1 试验方案
滚珠旋压成形基本原理如图1所示。加工时,模环保持主动旋转,管件与套在内部的芯棒同时进给;通过模环内周向布置的滚珠自转及滚珠绕管件的周向旋转实现管件的减薄。滚珠数量及大小、进给速度、圆锥模环旋转速度等工艺参数借助文献[5]中关于工艺参数的公式进行计算,并以加工质量为优化目标进行多参数优化。
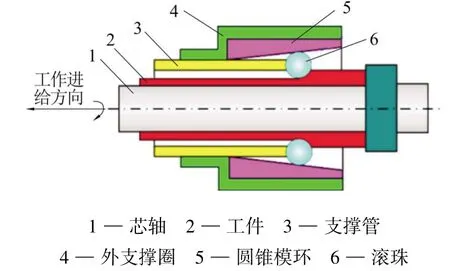
图1 滚珠旋压成形基本原理示意
加工前,首先将镍铜合金NCu40-2-1管件(Φ10.8 mm×0.5 mm)在氢气气氛中进行950℃退火并保温0.5 h,然后在立式滚珠旋压机中以进给比0.1 mm/r,圆锥模环转速900 r/min,滚珠直径为3 mm的工艺参数进行加工,最终加工出壁厚为0.1 mm(减薄量80%)和0.05 mm(减薄量90%)的超薄壁管。
采用JB-4C型精密粗糙度测试仪检测薄壁管的粗糙度。由于管件应变量较大、壁厚极薄,使用常规电化学抛光已经难以实现EBSD(电子背散射衍射技术Electron Back Scattering Diffraction)试样表面处理应达到的效果,因此在机械磨抛后用IB-19520CP氩离子截面抛光仪进行抛光。抛光时,先用6 kV离子束抛光2 h,然后用4 kV离子束精修30 min。采用Nordly max3扫描电子显微分析仪以0.05~0.20μm的步长束扫描,进行EBSD检测得到ODF图。
2 结果与讨论
2.1 管件成形质量检测
镍铜合金管件表面粗糙度与成形表面观测结果如图2所示。可以发现,随着减薄量的逐步增加,旋压后的超薄壁管件的粗糙度总体呈上升趋势,但增幅较小,表面粗糙度Ra在0.2~0.3μm并保持稳定。利用超景深显微镜的3D建模功能观察表面,可以看到随着壁厚减薄率逐步增高,管件表面逐步产生明显波纹,但表面细小划痕明显减少。
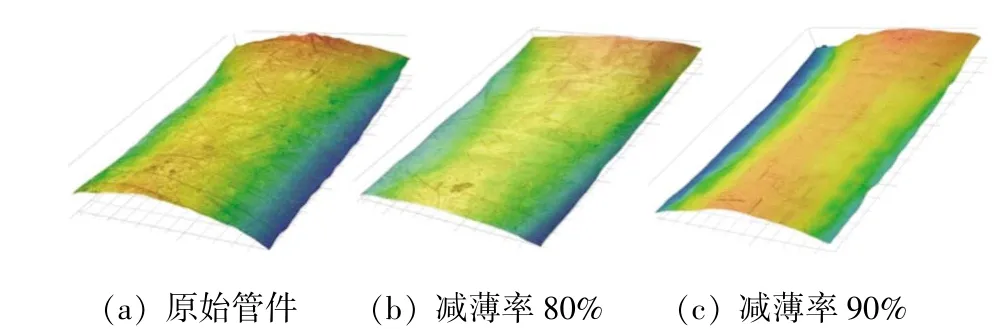
图2 镍铜合金管件粗糙度与成形表面观测结果
强力旋压大径厚比的超薄壁管件时,芯棒表面质量较差或转速偏高,使管件内壁与芯棒间隙误差过大,进而使加工后的管件表面产生螺旋波纹[1]。滚珠旋压过程中,系统整体的稳定性、滚珠与芯棒的表面粗糙度等都将对成形管件的表面粗糙度产生较大影响[13]。除此之外,类比极薄带轧制工艺,当待加工管件的壁厚到达极限,滚珠必然受到管材、芯棒的较大反作用力,根据赫兹接触理论[14],滚珠会发生变形,因此滚珠材质也是影响最终管件粗糙度的因素之一。
2.2 不同减薄率下ODF函数分析
EBSD检测面为管件壁厚面,并规定管件的厚度方向为ND方向(法向),管件长度方向为RD方向(轧向),与RD-ND面垂直的为TD方向(横向),具体如图3所示。

图3 管件的EBSD检测面
不同减薄率下管件的晶粒取向分布情况如图4~6所示,分别描述在以旋转角差值Δφ2=5°为变化间距的欧拉空间截面。其中,方位角φ1为平行纸面向右方向,角度范围为0~90°;极角Φ为平行纸面向下,角度为0~90°。根据Φ、φ1、φ2这3个欧拉角可确定某一类型织构。
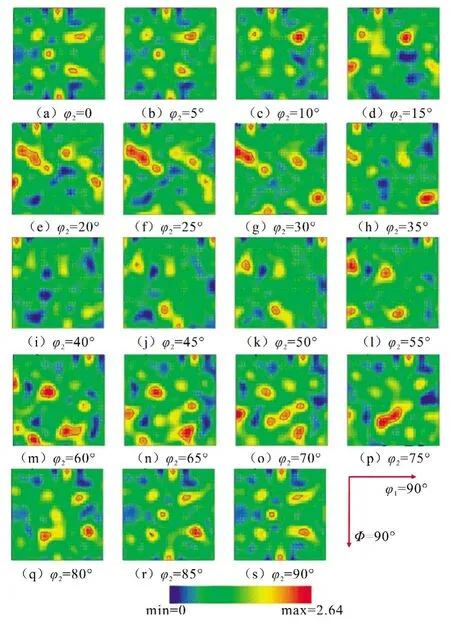
图4 原始管坯中晶粒取向分布情况
由图4可知,原始管件中的织构分布较均衡,以轻微的110//RD及Cubic织构为主;但其强度较低,极密度值为2.64,说明原始管件不存在高强度织构,前期热处理达到预定诉求,此时管件的塑性较好、硬度较低。
壁厚减薄率增加至80%时,管件织构强度发生了较大变化(图5),内部开始出现极密度值为10.7的110//RD织构,并伴随较低强度的Cubic织构、Brass织构。在旋转角φ2为30°、45°、60°中都出现了面心立方晶格金属中典型的扭转(纯剪切)织构——{111}110[15],在超高速率剪切变形制备镍超稳定纳米层状结构时也同样出现[16]。这种织构的形成和滚珠旋压变形时的滚珠绕管件的周向旋转与其螺旋式的运行轨迹有关。
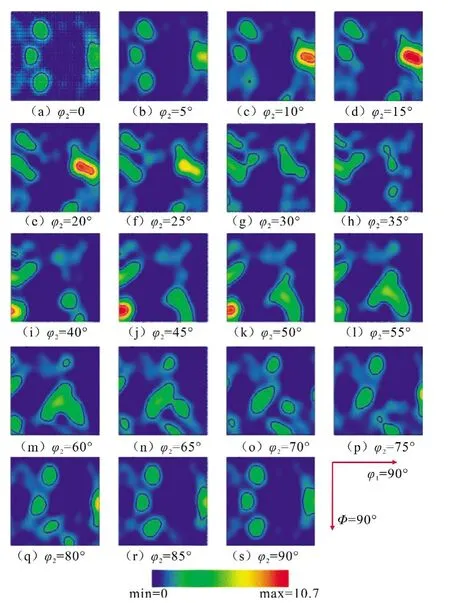
图5 壁厚0.1 mm(减薄率80%)时管件内部晶粒取向分布情况
减薄率为90%时,管件内部织构分布发生了较大变化(图6),强度最高的织构仍为110//RD,极密度值下降为7.12,并重新出现了其他织构。织构强度的下降意味着内部织构正向着分散化、均匀化方向发展。经过冷变形加工后,形变组织内产生大量的位错结构,同时也造成了形变储能在金属基体内累积,给后续进一步的减薄带来一定困难。

图6 壁厚0.05 mm(减薄率90%)时管件内部晶粒取向分布情况
管坯经滚珠旋压后,其微观结构以110//RD取向为主,这与主要沿轴向方向的金属流动有关。滚珠旋压时晶粒沿着轴向方向被拉长,从而对晶界的取向产生了重要影响;此外,织构梯度的尖锐程度也反映了应变在厚度方向上的分布情况[17]。管件内部的110//RD织构极密度值的下降意味着内部应变在厚度方向的分布逐步均匀化[18]。
3 结 论
(1)镍铜合金管件经滚珠旋压加工后,表面粗糙度稳定在0.2~0.3μm,管材外表面粗糙度随着减薄量的提高略有上升,这与滚珠硬度、加工模具整体稳定性有关。
(2)滚珠旋压加工的NCu40-2-1镍铜合金超薄壁管的壁厚减薄量增加至80%时,微观结构中以110//RD取向为主,织构强度达到最高;进一步增大减薄率后,织构强度有所降低,内部应变在厚度方向的分布逐步均匀化。
