一种汽车总装柔性生产线的车型识别系统设计
2022-10-29刘旭颖张新星王慧捷
刘旭颖、张新星、王慧捷
(上汽通用五菱汽车股份有限公司,柳州 545007)
0 引言
为了快速响应市场和用户的需求,在汽车生产制造过程中,总装装配生产线的柔性化生产和个性化生产能力建设是行业内的共识,也是实际生产排产中确保生产线效率最大化的手段之一。而生产线上的车型识别系统是多车型柔性化生产的基础必备工艺装备。通过车型识别系统,可以对生产排产数据、待产车型和配置等信息进行采集,并及时向物料管理、生产调度等相关部门进行信息传送和校验,这对零部件供应、物流管理、生产计划实施等有着重要作用。上线车型信息误识别或者识别失败,将会造成设备事故或者产线停线等生产问题。
因此,本文将对实际生产过程车型识别系统在使用中存在的问题和原因进行剖析,并提供一种新型的车辆信息视觉识别技术解决方案,以确保生产计划在生产过程中能够有效运作和执行。同时基于此新型技术解决方案,也为汽车总装产线工艺和装备的布局提供一种参考借鉴。
1 现有技术下的车型识别系统的工作原理
在实际的汽车生产过程中,为应对零部件供应、生产效率调节等生产波动因素的影响,保证生产的连贯性,在每个工艺段都会设置一定数量的零部件和待加工车体的缓存。完成涂装工艺下线的车体,需要经过总装车体分配中心(总装BDC)进行缓存,并根据车型、配置和生产计划数等信息,最终分配到每一条总装装配生产线上进行装配。
为保证生产计划调度有序而且高效地进行,涂装下线车体在总装车体分配中心上,都需要根据整车信息按车型、按批次以及按流向码进行缓冲存储。因此,在存储区入口,由车型识别系统通过激光扫描器扫描识别整车信息一维码,并将整车信息存储到车体滑撬的载码体TAG 中。当车体随滑撬到达需要识别整车信息的工位时,需要依靠移行机设备上安装的RFID 读写器读取滑撬上的TAG,获取车体的车型信息、批次和流向码。机运PLC 控制器根据获取到的车型信息与存储区存储规则进行逻辑匹配和决策,将当前移行机上的车体输送到具体的存储道次(图1)。

图1 现有车型识别系统工作原理图
车体在总装车体分配中心按照相应规则存储后,最终流向总装生产线。具体的操作方式如下。
先将生产计划信息输入到机运PLC 控制器的上位系统,PLC控制器根据上位系统信息,确认存储区内的车体上线优先级。比如,C 线正在生产,需要从总装车体分配中心中存储C 线车体的道次放出车体。此时,PLC 发出指令,令存储C 线的车体道次出口自动打开,车体自动输送到存储区出口移行机。
当车体移动到移行机时,PLC 令移行机上的RFID 读写器读取滑撬上的TAG 信息,获取当前车体的车型、批次和流向码等信息。这些信息通过与上位系统内的生产计划信息对比校验,如果符合上位系统生产计划信息规则,PLC 令出口移行机放行车体;如果不符合,则PLC 令移行机将车体滑撬运行到返回道次,并将不符合上线要求的车体存放到返回道次,以达到车体上线防错的目的(图2)。

图2 缓冲存储区车体调用示意图
2 现有技术下的车型识别系统存在问题
目前,汽车制造行业内主流的车型识别系统是采用条形码识别系统,即在车体上粘贴有代表车体特征信息的唯一性一维条形码,条形码中包含车体的车型、颜色和配置等相应信息。当车体到达需要识别车体信息的工位时,通过激光扫描器识别车体信息一维条形码,从而获得当前车体的车型信息,生成车型配置、移行机调用等相关信息,上传机运PLC 控制器。
但是在实际生产应用过程中,通用的激光扫码设备在识别一维条形码的过程具有一定的局限性,体现在以下几个方面。
(1)车体在涂装车间需经过前处理、电泳、烘干、上胶和喷涂等工艺过程。经过涂装车间的一系列工艺操作后,部分车体信息条码存在被底漆、面漆等覆盖的可能。当激光扫描器在对条码信息进行扫描识别时,一定概率上会导致识别失败问题。
(2)车体上的车体信息条形码一般为人工或设备辅助粘贴。车体信息条形码粘贴位置不对或者粘贴方向歪斜时,条形码的方向与激光扫描器的激光束方向不垂直,会造成扫码器的读码成功率下降,甚至出现识别失败。
(3)RFID 读写器主要应用无线射频识别,是一种使用电磁波进行识别的非接触式自动识别技术,一般采用中段频率(900 MHz)。在电磁干扰比较大的环境下,RFID 存在读写错误风险,会导致对滑撬上的TAG 信息读取错误,直接导致车辆信息上传错误,影响车辆后续的上线生产。
(4)机运系统长期高负荷地生产运行,其振动和机运部件的磨损等会引起车体滑撬的变形或者造成滑撬载码体TAG 的松动。当载码体TAG 脱离RIFD 读写器感应区域时,会导致RFID 对车辆信息的读写错误或读写失败。
以上几种情况均会导致车辆信息识别错误或识别失败。当车辆信息识别错误或失败时,会造成装配信息、线旁零部件备料与上线车辆不匹配,引起生产线停线。情况严重时,会直接导致车体在总装产线升降机位置交接失败,甚至会造成车体侧翻、坠落或者引起其他设备事故(图3)。

图3 车辆信息识别错误的因素和风险图示
3 新的技术解决方案设计
针对实际生产过程中车型识别系统存在的问题和漏洞,为了更好地优化系统稳定性,提高车型识别的准确性和有效性,实现生产线的最大柔性化生产,本文在原有系统的基础上,提出了新的技术解决方案用于重构车型识别系统,用以提高生产效率。新的技术解决方案如下:应用视觉系统识别车体条码,读取车体的车型信息,并用激光光电传感器根据车体差异化特征定性识别车型;同时基于PLC 构建车型识别控制及防错系统,从根本上提高车型识别的准确性和有效性(图4)。
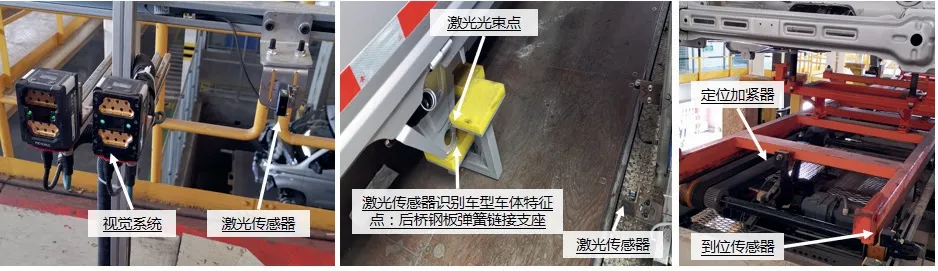
图4 视觉识别系统构成示意图
随着视觉技术的蓬勃发展,不断克服了图像取样不清晰、图像处理速度慢以及光源干扰大等客观困难,已经完全能够适应汽车制造的生产场景。视觉系统和激光光电特征识别技术的应用,很好地解决了以下生产过程中的问题。
(1)解决了普通激光扫码设备的识别局限性,提高识别能力。只要车体上的信息条形码粘贴在智能相机的视野里面,通过视觉扫码就可以识别到车体上粘贴的任意角度姿态的条码信息。同时,视觉扫码还可以识别不完全缺失的条码,即使车体条码被部分覆盖(图5)。

图5 视觉识别系统条码识别图示
(2)解决了单纯依靠RFID 读写器识别车型信息的稳定性问题。RFID 读写受电磁环境干扰影响大,读写器天线与载码体TAG的距离随着滑撬的变形而变化,运行波动变化的影响最终导致RFID 读写错误或读写失败。应用视觉系统读码,稳定性和成功率得到大幅提升,彻底解决了这个问题。
(3)提高车型识别系统的可靠性和防错能力。采用激光光电传感器进行车型识别辅助,通过车型差异化特征检测,能够定性识别车体类型。同时配合视觉识别系统,可以构建多层次的车型识别及防错系统,提高识别可靠性。
4 新方案技术创新点和应用效果
视觉识别技术应用于汽车制造过程的车型识别及防错控制,能够有效降低系统故障的发生,大幅提高了生产过程的稳定性和可靠性,切实提高了产线的生产效率。具体技术创新及应用效果如下。
(1)视觉识别技术的应用,实现了视觉自动化扫码识别,精确获取上线车辆信息,从根本性上解决了激光型固定扫码设备不能识别局部模糊或粘贴位置及姿态变化的条形码问题,提高了车体扫码识别的成功率。
(2)应用激光光电传感器对车型差异化特征进行检查和校验,实现车型特征的定性识别。同时结合车体信息视觉识别技术,实现车型校验和防错功能,彻底消除了车型信息识别错误导致对产线大范围停线的影响。
(3)基于车型识别系统,可以实现总装生产线多车型柔性化生产的目的。同时,通过机运吊具PLC 智能控制的关联开发,实现机运车体吊具翻转支腿翻转不到位的自动补偿和自动报警复位功能。这样,就形成了车体吊具支腿翻转动作不到位问题的自处理能力,从而降低车体交接侧翻、坠落风险(图6)。具体表现如下。

图6 吊具支腿翻转机构动作智能控制示意图
①通过车型信息的识别和获取,由PLC 控制器控制滑板定位器动作,实现车身交接位置自动调节功能。
②车型识别控制吊具支腿翻转机构动作,实现车体在升降机交接时,根据不同车型应用不同吊具支撑腿支撑车体的功能。
5 结束语
随着科技的发展,特别是视觉识别技术的应用,颠覆了汽车生产线传统的识别手段。通过视觉识别、成像比对,大幅度提高了识别控制的精度和可靠性。同时,基于PLC 智能控制,实现产线的防错联动控制和应急自处理能力提升。本文以汽车实际生产过程中车型识别系统存在的问题作为切入点,融合新型技术手段,对汽车生产线传统的识别方式进行技术和防错控制升级,提高了生产稳定性和生产效率,同时,在进一步推动智能制造的发展上也具有一定参考价值。
