串联密炼机恒温混炼工艺性能的研究
2022-10-28刘华龙丛明辉王婷婷孙庆江董凌波关金朝
刘华龙,丛明辉,王婷婷,孙庆江,董凌波,关金朝
(三角轮胎股份有限公司,山东 威海 264200)
在轮胎生产过程中,混炼胶质量至关重要,在整个轮胎生产工艺流程中胶料混炼耗电占比较大,因此如何提高胶料混炼质量、降低能耗是胶料混炼技术研究中的重要课题。相对于传统单密炼机,胶料在串联密炼机的上密炼机中完成混炼后不经过降温过程直接排入下密炼机中继续混炼,降低了胶料中转及降温冷却过程中的人力成本和能源消耗。目前使用啮合转子的串联密炼机的上下密炼机均能实现精准变转速恒温混炼,提高混炼胶混炼均匀性和混炼程度[1-6],但是目前对串联密炼机的变转速恒温混炼工艺性能研究较少。
本工作通过对IM550E/IM1000ET重型串联密炼机的恒温混炼与恒转速混炼工艺性能进行对比,研究串联密炼机的混炼工艺性能。
1 实验
1.1 主要原材料
天然橡胶(NR),20#标准胶,马来西亚产品;炭黑,山东贝斯特有限公司产品;白炭黑,山东联科科技股份有限公司产品。
1.2 配方
试验采用公司全钢载重子午线轮胎0°带束层胶料(编号为JL),配方主要组分为NR、炭黑和白炭黑。
1.3 主要设备和仪器
IM550E/IM1000ET重型串联密炼机,德国克虏伯公司产品;BB270型密炼机,日本神户制钢公司产品;MV-3000型门尼粘度计和TS-2000M型电子拉力机,中国台湾高铁检测仪器有限公司产品;RPA2000橡胶加工分析(RPA)仪,美国阿尔法科技有限公司产品;动态热机械分析(DMA)仪,德国GABO公司产品;401B型老化试验箱,江都试验机械厂产品。
1.4 混炼工艺
母炼胶采用IM550E/IM1000ET重型串联密炼机混炼(IM550E和IM1000ET密炼机的功率分别为2 550和1 500 kW,均采用啮合PES5型转子,转子速比均为1∶1),具体混炼工艺方案如下。
(1)JL-1编号胶料混炼,恒转速混炼过程转子转速为50 r·min-1,恒温混炼过程转子转速为5~50 r·min-1。一段混炼工艺为:上密炼机加NR、小料、炭黑和白炭黑→压压砣(30 s)→提压砣→压压砣(30 s)→提压砣→压压砣升温至160℃→排胶至下密炼机→下密炼机恒温155 ℃,保持180 s→排胶;二段混炼工艺为:上密炼机加一段混炼胶→压压砣(30 s)→提压砣→压压砣(30 s)→提压砣→压压砣升温至160 ℃→排胶至下密炼机→下密炼机恒温155 ℃,保持140 s→排胶。三段混炼工艺同二段混炼。
(2)JL-2编号胶料混炼,恒转速混炼过程转子转速为50 r·min-1,恒温混炼过程转子转速为5~50 r·min-1。一段混炼工艺为:上密炼机加NR、小料、炭黑和白炭黑→压压砣(30 s)→提压砣→压压砣(30 s)→提压砣→压压砣升温至150℃后恒温,保持150 s→排胶至下密炼机→下密炼机恒温150 ℃,保持330 s→排胶;二段混炼工艺同一段混炼。
在介绍红色文化的名人时,在英译版本中省略了名人们的“字”。“字”,也称“表字”,是一个人的名字的注解、补充和延伸。在省博物馆里面有很多类似的表达,比如“胡汉民(1879-1936),字展堂”,“梁延相(1796-1861),字章冉”,“张荫桓(1837-1900),字樵野”等。但是,考虑到中外文化差异,“字”是中国人特有的,而外国人没有,所以不必译出。
终炼采用BB270型密炼机混炼,转子转速为25 r·min-1,混炼工艺为:加母炼胶→升温至125 ℃→排胶至开炼机→加硫化体系→捣胶→排胶。
1.5 性能测试
(1)RPA测试条件:终炼胶应变扫描,温度100 ℃,应变范围 0.7%~100%,频率 1.67 Hz。
(2)DMA测试条件:硫化胶温度扫描,温度范围 30~80 ℃,动态应变 5%,静态应变 10%,频率 10 Hz。
(3)胶料其他性能均按相应国家标准进行测试。
2 结果与讨论
2.1 生产效率和能耗
2.1.1 生产效率
JL-1与JL-2两种母炼胶混炼时间对比如表1所示。

表1 JL-1与JL-2两种母炼胶混炼时间对比 s
2.1.2 能耗
JL-1与JL-2两种母炼胶混炼能耗对比如表2所示。

表2 JL-1与JL-2两种母炼胶混炼能耗对比
从表2可以看出,JL-1母炼胶增加第三段148 s的恒转速混炼产生的能耗为372.7 kJ·kg-1,JL-2母炼胶一段混炼过程中增加的150 ℃×150 s恒温混炼带来的能耗增加为162.3 kJ·kg-1,增加恒温混炼比增加一段恒转速混炼的能耗降低56%,但JL-2母炼胶混炼总能耗比JL-1母炼胶减小16%,这主要是因为JL-2母炼胶两段式混炼比JL-1母炼胶三段式混炼减少1段破胶升温带来的能耗。
2.2 胶料性能
2.2.1 门尼粘度
JL-1与JL-2两种胶料门尼粘度对比如表3所示。

表3 JL-1与JL-2两种胶料门尼粘度对比
从表3可以看出,在相同混炼工艺下,JL-1和JL-2的二段混炼分别降低门尼粘度21和18,JL-1的三段混炼降低门尼粘度12。从表2可以看出,JL-1和JL-2二段混炼及JL-1三段混炼的能耗分别为379.0,387.1和372.7 kJ·kg-1,由此可见,其降低单位门尼粘度消耗的能量分别为18,22和31 kJ·kg-1。这可能是因为在相同的混炼工艺下,随着混炼段数的增加,母炼胶门尼粘度下降,NR分子链变短,密炼机转子对NR分子链的剪切作用变弱,门尼粘度下降速度慢,同时降低单位门尼粘度的能耗急剧上升。JL-2与JL-1一段母炼胶门尼粘度差为8,能耗差为162.3 kJ·kg-1,则降低单位门尼粘度消耗的能量为20 kJ·kg-1,降低单位门尼粘度的能耗比JL-1混炼低33%;JL-1和JL-2终炼胶的
门尼粘度分别为55和61,JL-2终炼胶的门尼粘度增大11%,而总能耗减小16%。
2.2.2 物理性能
JL-1与JL-2两种胶料物理性能对比如表4所示。
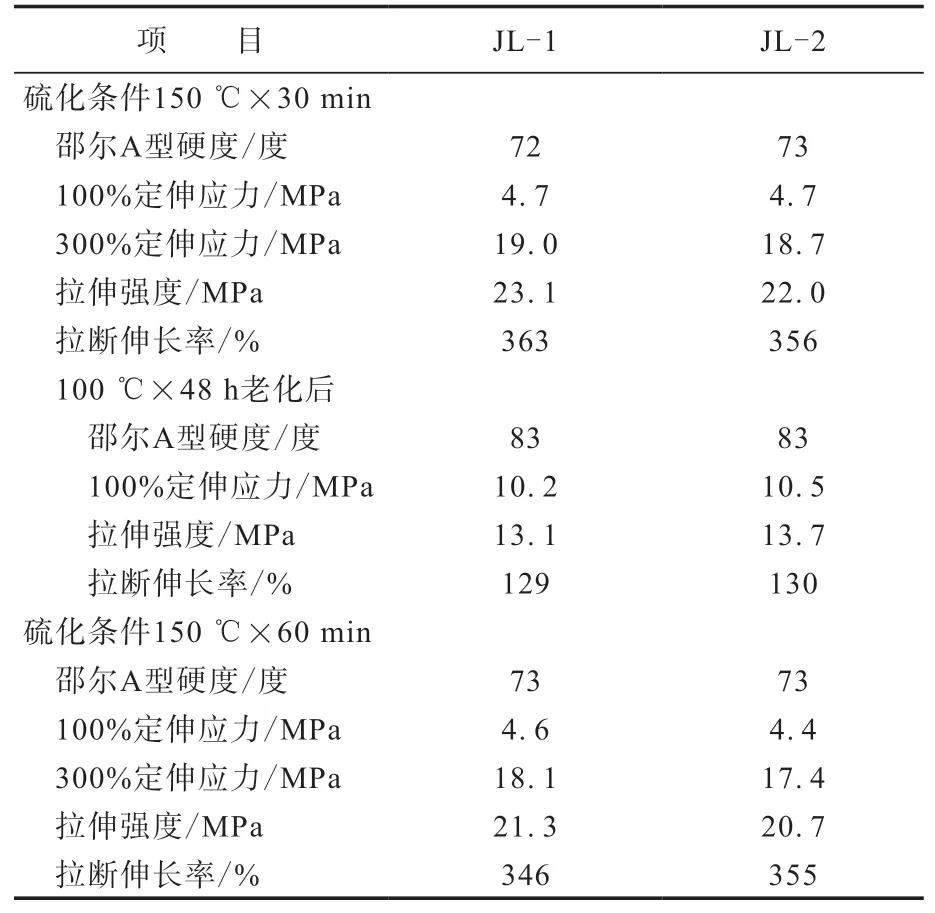
表4 JL-1与JL-2两种胶料物理性能对比
从表4可以看出,老化前JL-1胶料的物理性能略好于JL-2胶料,而老化后JL-2胶料的物理性能略好。这表明相比增加1段母炼胶混炼,增加150℃×150 s变转速恒温混炼工艺对胶料物理性能影响不大,甚至可以改善胶料的耐老化性能。
2.2.3 钢丝粘合性能
使用JL-1和JL-2两种胶料进行钢丝帘线(规格为3×0.20+6×0.35HT)覆胶制样,H抽出力测试结果分别为1 010和1 126 N。
由此可见,JL-2胶料的钢丝抽出力大于JL-1胶料,表明增加恒温混炼工艺有利于胶料中配合剂的分散和反应,增强了胶料的钢丝粘合性能。
2.2.4 动态力学性能
取JL-1与JL-2两种终炼胶进行RPA测试,得到在0.7%~100%应变范围内储能模量的下降幅度(ΔG′);取两种硫化胶进行DMA测试,得到60 ℃下损耗因子(tanδ),结果如表5所示。
从表5可以看出,在0.7%~100%应变范围内,JL-1和JL-2两种胶料的ΔG′分别为235和277 kPa,根据Payne效应[7],JL-1胶料的炭黑分散性好于JL-2胶料。这表明增加恒温混炼工艺对炭黑的分散作用不如增加1段恒转速混炼工艺,但可以提高配合剂的混炼均匀性和反应程度。

表5 JL-1与JL-2两种胶料动态力学性能对比
从表5还可以看出,JL-1与JL-2两种胶料60 ℃下tanδ相同,表明增加相同时间的恒温混炼工艺与增加1段母炼胶混炼生产胶料滞后损失和生热基本一致[8]。
3 结论
与恒转速混炼工艺相比,IM550E/IM1000ET重型串联密炼机在相同混炼时间内恒温混炼工艺具有以下特点。
(1)减少混炼段数,减轻劳动强度,提高生产效率5%,能耗下降56%,降低单位门尼粘度能耗下降33%,母炼胶混炼总能耗下降16%。
(2)终炼胶门尼粘度降低11%,炭黑分散性下降,胶料的定伸应力、拉伸强度和拉断伸长率等物理性能略有下降,但老化后物理性能提高,胶料与钢丝帘线的粘合性能提高,滞后损失和生热相当。
