低滚动阻力胎面胶配方优化设计
2017-07-22孙学红李文东
刘 琦,孙学红,李文东,李 辉
(1.青岛科技大学 高分子材料与工程学院,山东 青岛 266042;2.北京橡胶工业研究设计院,北京 100143;3.宁夏神州轮胎有限公司,宁夏 平罗 753400)
近年来,人们对汽车安全、舒适、节能的要求逐年提高,相应对轮胎性能的要求也趋于苛刻。高抗湿滑性能、超耐磨性能和低滚动阻力被称为轮胎性能的“魔鬼三角”,同时三者之间相互影响、相互制约[1-2]。轮胎的滚动阻力是车辆在行驶过程中轮胎受到的空气阻力、胎面与地面接触时的摩擦阻力以及组成胎面胶各种聚合物大分子链间的摩擦阻力总和。阻碍车辆行驶的阻力中,轮胎的滚动阻力占总阻力的20%~30%,油耗量占车辆总油耗量的约14%。研究发现[3-5],轮胎的滚动阻力降低30%,车辆可节约油耗量4.5%~6.0%;由胎面胶产生的滚动阻力占轮胎总滚动阻力的40%~50%,由此直接造成的油耗量占车辆总油耗量的约7%。随着欧洲和美国对轮胎性能要求的提高,轮胎制造商需不断创新来提高轮胎的三大行驶性能。
本工作通过分析胎面胶滚动阻力的影响因素,根据低滚动阻力胎面胶配方的设计要求[6-10]对低滚动阻力胎面胶配方进行优化设计。
1 实验
1.1 主要原材料
天然橡胶(NR),SMR20,马来西亚产品;顺丁橡胶(BR),牌号9000,中国石油化工股份有限公司产品;炭黑N234,江西黑猫炭黑股份有限公司产品;白炭黑175GR,山西同德化工股份有限公司产品;偶联剂Si69,景德镇宏柏化学科技有限公司产品;氧化锌,扬州振中锌业有限公司产品;促进剂NS和CZ,山东尚舜化工有限公司产品。
1.2 试验配方
3种不同低滚动阻力胎面胶配方如表1所示。

表1 3种不同低滚动阻力胎面胶配方 份
1.3 主要设备和仪器
XK-160型开炼机和XLB-800型平板硫化机,青岛先锐机电有限公司产品;XK-660型开炼机和GN255型密炼机,益阳橡胶塑料机械集团有限公司产品;BB430型密炼机、BB-2小型密炼机和轮胎均匀性试验机,日本神户制钢公司产品;门尼粘度仪、无转子硫化仪、炭黑分散仪和RPA2000橡胶加工分析仪,美国阿尔法科技有限公司产品;DIN磨耗仪、阿克隆磨耗仪和轮胎强度试验机,中国台湾高铁检测仪器有限公司产品;轮胎耐久性试验机,青岛高校测控技术有限公司产品;X光检测仪,德国依科视朗国际射线有限公司产品;动平衡试验机,美国阿克隆公司产品;轮胎气泡试验机,德国斯泰茵必西勒公司产品。
1.4 试样制备
1.4.1 小配合试验
小配合试验设备选用BB-2型密炼机、XK-160型开炼机和XLB-800型平板硫化机。
胶料混炼分两段,均在密炼机中进行。一段混炼压力为2.5 MPa,工艺为:生胶、1/2炭黑和小料(转子转速为60 r·min-1)→压压砣50 s→1/2炭黑、环保芳烃油(转子转速为60 r·min-1)→压压砣30 s→提压砣、清扫10 s(转子转速为50 r·min-1)→压压砣60 s→提压砣10 s(转子转速为50 r·min-1)→排胶(压压砣300 s或145 ℃)。一段混炼胶在开炼机上包辊[辊筒温度为(50±5) ℃],下片,停放8 h。二段混炼转子转速为40 r·min-1,压力为2.5 MPa,工艺为:一段混炼胶、硫黄和促进剂→压压砣50 s→提压砣、清扫10 s→压压砣60 s→提砣10 s→排胶(压压砣200 s或温度为105 ℃)。二段混炼胶在开炼机上包辊,左右各均匀割刀5次[辊筒温度为(40±5) ℃],下片,停放24 h。
混炼胶在平板硫化机上进行硫化,硫化条件为151 ℃×30 min。
1.4.2 大配合试验
大配合试验设备选用XK-660型开炼机、BB430和GN255型密炼机以及胶片冷却线。
(1)塑炼工艺。胶料塑炼在BB430型密炼机中进行,转子转速为50 r·min-1,压力为13 MPa,超排温度为175 ℃,超排时间为180 s,工艺为:生胶→压压砣60 s→加入20份炭黑→压压砣40 s→清扫5 s→排胶(压压砣80 s或温度为170 ℃),停放2 h。
(2)混炼工艺。胶料混炼分3段。一段混炼在BB430型密炼机中进行,混炼压力为13 MPa,超排温度为160 ℃,超排时间为200 s,工艺为:炭黑母胶和小料(转子转速为45 r·min-1)→压压砣30 s→部分炭黑(转子转速为40 r·min-1,压压砣50 s或120 ℃)→提压砣、清扫5 s→环保芳烃油(转子转速为40 r·min-1)→压压砣20 s→提压砣(转子转速为40 r·min-1)→排胶(压压砣80 s或温度为155 ℃),停放2 h。二段混炼在BB430型密炼机中进行,转子转速为30 r·min-1,压力为12 MPa,超排温度为160 ℃,超排时间为160 s,工艺为:一段混炼胶和剩余炭黑→压压砣 30 s→提压砣、清扫5 s→压压砣30 s→提压砣→排胶(压压砣60 s或温度为155 ℃),停放4 h。三段混炼在GN255型密炼机中进行,转子转速为25 r·min-1,压力为12 MPa,超排温度为120 ℃,超排时间为180 s,工艺为:二段混炼胶、硫黄和促进剂→压压砣40 s→提压砣、清扫5 s→压压砣40 s→提压砣→排胶(压压砣60 s或温度为105 ℃),停放4 h。
1.5 性能测试
胶料各项性能均按照相应国家或企业标准进行测试。
2 结果与讨论
2.1 小配合试验
小配合试验结果如表2所示。从表2可以看出:1#和2#配方胶料60 ℃时的损耗因子(tanδ)相对较低,表明其滚动阻力较小;1#配方胶料的密度、压缩永久变形和温升较小,说明其成品轮胎质量较小,在行驶过程中的能耗较低。分析认为,BR具有较低的滚动阻力;炭黑N220的结构度相对炭黑N234低,而低结构炭黑在确保胎面胶耐磨性能的同时可最大限度降低轮胎滚动阻力;添加油料有利于提高胎面胶的加工性能,降低胶料混炼过程中的能量损耗。
综上所述,1#配方胶料的综合性能较好。
2.2 大配合试验
大配合试验结果如表3所示。从表3可以看出,大配合试验结果与小配合试验结果具有较好的一致性。
2.3 成品试验
采用1#配方试制规格为295/75R22.5的低滚动阻力试验轮胎,并对其进行耐久性能和高速性能测试。
耐久性试验条件如表4所示。试验结果为:试验结束时速度 90.3 km·h-1,试验结束时负荷率 150%,通过试验阶段 9,累计行驶时间 87.3 h,累计行驶里程 6 188.6 km,试验结束时轮胎状
况 胎冠起鼓。

表2 小配合试验结果
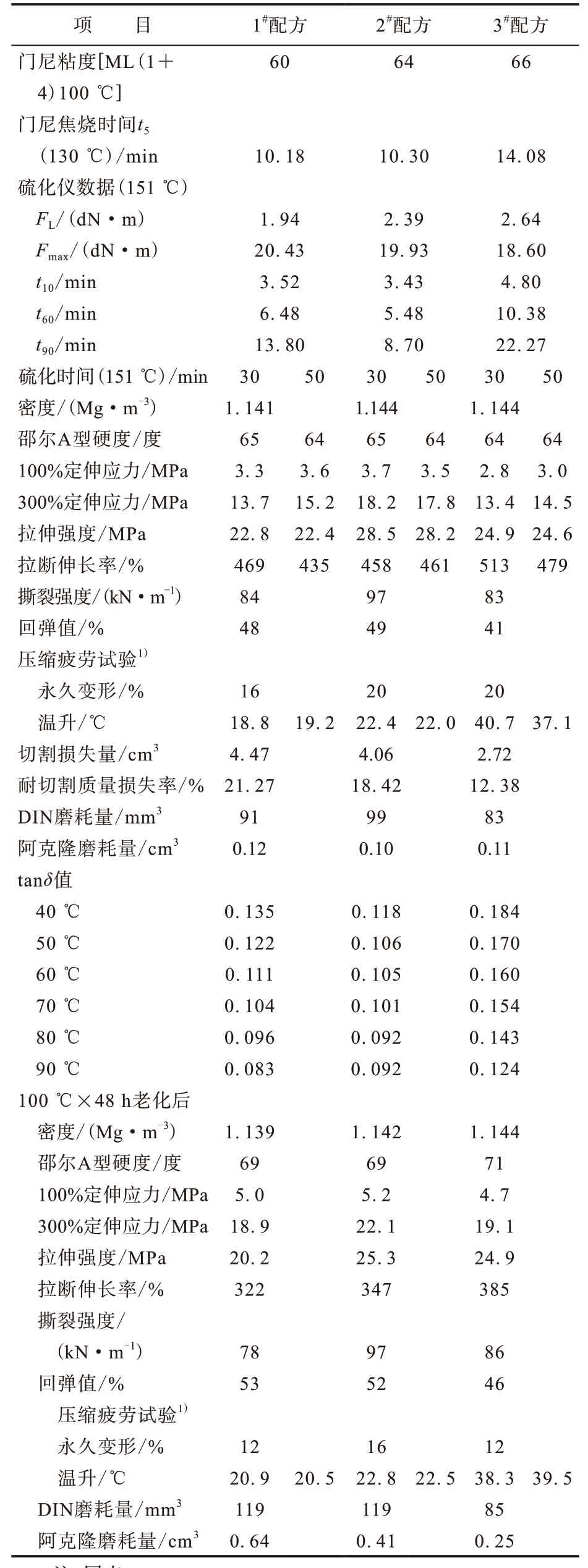
表3 大配合试验结果

表4 成品轮胎耐久性试验条件和结果
高速性能试验条件如表5所示。试验结果为:试验结束时速度 120 km·h-1,达到试验阶段 7,累计行驶时间 16.6 h,累计行驶里程 1 352 km,试验结束时轮胎状况 胎冠脱层。
综上可知,试验轮胎的耐久性能和高速性能非常优异,达到我公司对低滚动阻力轮胎胎面胶的技术要求。

表5 成品轮胎高速性能试验条件和结果
3 结语
通过大小配合试验,确定最优低滚动阻力胎面胶配方。按照最优配方试制10条成品轮胎并随机抽取4条送国家标准实验室进行低滚动阻力试验,抽检轮胎全部通过有关美国轮胎法规对低滚动阻力轮胎的技术要求,同时我公司顺利拿到出口美国的SmartWay认证证书。该配方轮胎在我公司通过试验验证后现已进入量产阶段,其优异的行驶性能和较低的生产成本给消费者和企业带来较好的经济效益。
