对数螺旋线热轧辊辊型模拟研究
2022-10-27廉法博
廉法博,王 玮,宋 华
(1.辽宁科技大学 机械工程与自动化学院,辽宁 鞍山 114051;2.长城汽车股份有限公司,河北 保定 071000)
轧辊辊型曲线主要有幂函数曲线、抛物线函数曲线、余弦函数曲线、连续可变凸度(Continuously variable crown,CVC)辊型曲线以及CVC和Smart Crown的复合辊型曲线。文献[1]分别采用余弦函数曲线和幂函数曲线作为850 mm热连轧机工作辊和支承辊辊端辊型,并辅以弯辊控制,结果表明此种方式可有效改善热轧带钢板型质量。文献[2]研究等凸度条件下,抛物线和余弦函数曲线工作辊辊型对生产带钢板型的影响。文献[3]设计一种新型五次曲线CVC辊型,研究表明新轧辊对控制带钢四分之一边浪很有效。文献[4]以减小工作辊轴向力为设计准则,采用数值方法研究三阶CVC辊型的设计优化方法。文献[5]提出一种基于五次CVC和Smart Crown复合辊型的板形控制方法,有效改善因辊径差较大而不利于板形控制的缺点。已有研究结果均表明,轧辊初始辊型对提高板型质量具有重要作用,是控制带钢板型最直接、最有效的技术手段之一[6]。近年来,由于带钢板材的规格与品种逐渐增多,企业对带材质量的要求也越发严格,使得现有的辊型已无法满足板带钢的生产需求,需要探索新的辊型设计方法。
对数螺旋线是著名数学家笛卡儿在1683年发现的。对数螺旋线虽然是增量曲线,但其线上任意一点的极径与该点切线方向的夹角为一定值,具有等角特性,使接触对象间压力分布更加均匀,这与轧辊初始辊型的选取标准一致。文献[7]将液力变矩器的单向联轴器的外环工作面由原来的平面改换成对数螺旋工作面,使联轴器的承载能力更强,抗磨损性能更好。文献[8-10]将对数螺旋线应用于楔块逆止器中,实现各楔块的等楔角楔合和受力均匀化,从而延长逆止器的使用寿命。但将对数螺旋线应用于热轧领域,至今未见报道。
本文基于对数螺旋线的等角特性,提出对数螺旋线辊型。通过建立轧制过程三维动态仿真模型对对数螺旋线辊型轧辊进行轧制模拟,提取带钢浪形和凸度值,并与余弦曲线辊型轧辊[11]进行对比分析,探究对数螺旋线辊型应用于热轧轧辊的可行性。
1 对数螺旋线辊型方程的建立
热轧制过程中,通常将热轧辊辊型设计成凹辊。本文选取轧辊辊身长度L=1 450 mm,辊身原始直径D=500 mm,原始凸度选取c=-0.04 mm,以轧辊横向为x轴,轧辊中心方向为y轴建立坐标系,如图1所示,则图中A、C两点坐标分别为A(0,-0.04)和C(725,0)。
对数螺旋线方程需要依据余弦函数曲线方程的坐标系来建立。如图2所示,x′o′y′和xoy分别为余弦函数曲线和对数螺线所在直角坐标系,并且通过x′o′y′坐标系平移(x0,y0)可得到xoy坐标系。在x′o′y′坐标 系中的 余 弦曲 线 上取A(0,-0.04)、B(300,-0.033 5)、C(725,0)三个坐标点,则A、B、C三点在xoy直角坐标系中的坐标分别为A(x0,y0-0.04)、B(x0+300,y0-0.033 5)、C(x0+725,y0)。
对数螺旋线极坐标方程
A、B、C三点极坐标分别为(r3,θ3)、(r2,θ2)、(r1,θ1),故
将方程(1)转换为直角坐标系,可得到
A点为辊型曲线的最低点,其斜率k为0,故对方程组(3)求偏导得
将A点极角θ3代入式(4)得
将式(2)和式(5)输入优化软件中,对方程组进行非线性曲线拟合,得到最佳参数:a=815.453 0,k=13 969.557 3,x0=300.001 1,y0=-0.019 8。
对数螺旋线极坐标方程为
2 模型建立
选取Q235作为轧制材料,热轧轧辊材料为高铬铸铁。为使轧辊在短暂模拟过程中迅速膨胀并尽快进入轧制稳定状态,将线膨胀系数和导热率系数均放大10倍。轧辊辊身长度L=1 450 mm,轧辊辊身直径D=500 mm,带钢长度L′=1 500 mm,带钢宽度B=1 000 mm,带钢厚度H=10 mm。考虑到轧制模型的对称性,简化为1/4模型进行建模,热轧模型的网格划分如图3所示。
对带钢施加前后张力,轧辊与带钢间接触摩擦、接触换热以及带钢与周围环境的热辐射换热等边界条件参数详见表1。

表1 边界条件参数Tab.1 Boundary conditions
3 仿真结果与分析
3.1 板带浪形对比分析
板带有无浪形瓢曲是判断板带质量的一项重要指标。设定压下量Δh=3.0 mm,轧制速度v分别为500、600、700 mm/s,提取模拟结果中板带轧制的位移变形对比分析两种辊型轧辊对轧后带钢表面浪形的影响。结果如图4所示。压下量相同情况下,在咬入阶段轧制速度为500 mm/s时,存在中间浪形,但在600 mm/s和700 mm/s的轧制速度时,没有中间浪形。相同轧制速度下,余弦曲线型轧辊对板材边部的碾压量均大于对数螺旋线辊型轧辊,更易产生较大边浪。整体来看,压下量相同时,对数螺旋线辊型轧辊对带钢的板型控制明显优于余弦曲线辊型轧辊。
3.2 板凸度对比分析
在板带横向上设置三条路径,分别为路径1、路径2和路径3,每条路径上按平均距离取8个点,具体尺寸详见图5。
设定压下量Δh=3.0 mm,轧制速度分别为500、600、700 mm/s时,提取两种辊型轧辊轧后带钢横向路径上各点厚度值,见图6。由于采用1/4模型,纵坐标厚度为钢板总厚度的一半。
将图6中各点厚度值进行数据处理,计算出不同轧制速度下的平均板凸度值,如表2所示。在三种轧制速度下,对数螺旋线辊型轧辊的轧后带钢的平均板凸度值均小于余弦曲线辊型轧辊的轧后带钢的平均板凸度值,分别降低16.36%、33.33%和12.5%,说明对数螺旋线辊型轧辊对带钢板凸度的控制能力强于余弦函数辊型轧辊。
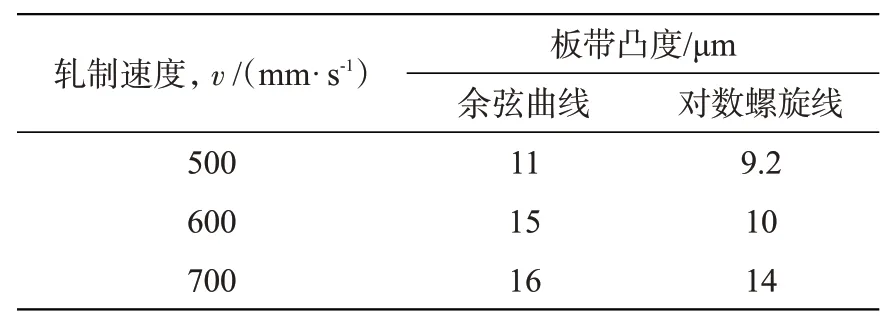
表2 两种辊型平均板凸度值的对比分析Tab.2 Comparison between average strip convexities of two roll profiles
4 结论
本文提出一种可以用于热轧轧制的对数螺旋线辊型轧辊。模拟结果表明,在压下量及轧制速度相同的条件下,采用对数螺旋线辊型轧辊轧制出的板带浪形和平均板凸度值均小于传统余弦曲线辊型。模拟结果验证了对数螺旋线应用于热轧轧辊辊型的可行性,同时也为后续的实验研究提供理论依据。
