真空油淬马氏体不锈钢表面白亮层的形成原因
2022-10-25丁亚红王巧利李剑飞
丁亚红, 朱 凯, 何 军, 朱 苓, 王巧利, 李剑飞
(成都飞机工业(集团)有限责任公司, 四川 成都 610091)
马氏体不锈钢主要为铬含量在12%~18%范围内的合金钢,由于其具有较高的硬度、强度和耐磨性,耐蚀性虽然比奥氏体、铁素体不锈钢差,但其较好的力学性能和耐蚀性结合,广泛应用于航天航空、医疗、原子能和机械制造等领域[1-2]。
淬火、回火和时效处理是马氏体不锈钢获得目标力学性能所必须的工序,但也同样影响不锈钢的耐蚀性,1Cr17Ni2马氏体铬镍不锈钢在350~550 ℃回火有晶间腐蚀倾向[3],在900~1050 ℃油淬,600~650 ℃回火,可以使1Cr17Ni2钢获得良好的耐蚀性能[4]。此类钢禁止在400~500 ℃回火,中温回火时晶界上析出大量的高弥散Cr、Fe碳化物,导致碳化物周围的晶界产生贫Cr现象,晶界与基体形成电位差,晶界在腐蚀介质中易发生腐蚀。
合金在真空热处理时可改善产品表面质量,防止表面氧化,起到净化表面的作用,但真空加热时,合金存在元素脱出(蒸发)现象,真空加热油淬会造成钢件表面渗碳[5-6]。
六角不锈钢棒常用于螺母、螺栓等标准件制造,零件的最终状态通常会保留部分钢棒的原始六角面。此类零件使用一段时间后,常观察到钢棒原始表面(未机械加工(切削、铣削等机加工方式)或未打磨的表面)出现锈蚀,而机加工或者打磨后的表面未观察到锈蚀现象。
马氏体不锈钢的表面腐蚀防护作为一种常见的工程应用现状,国内各使用单位均有发现,作为一种高强不锈钢,表面锈蚀后常用的处置方式是打磨锈蚀表面,涂抹一层防锈油,并未对锈蚀产生的机理作关联性的研究。赵子伟等[7]将奥氏体化温度提高到1050 ℃时,W6Mo5Cr4V2钢经真空油淬和560 ℃回火后,其表层均存在15~40 μm厚的白亮层,白亮层的厚度仅与奥氏体化温度和试样尺寸有关,与淬火时间无关,X射线分析证实白亮层由大量残留奥氏体+少量马氏体+少量M25C6+少量M6C组成,由电子探针扫描后,发现其表面富碳。邬占田等[8-9]对白亮层的形成原因做了研究,认为白亮层为增碳导致,形成主要因素为真空加热、淬火油、入油温度过高。
国内对高速钢的白亮层现象有较多研究,明确可能产生白亮层的机理,未对白亮层与马氏体不锈钢表层不耐蚀进行相关性研究。本文基于1Cr17Ni2六角钢棒的锈蚀现象进行分析,说明不锈钢的表层白亮层易腐蚀,从不同热处理方式对白亮层的形成原因进行分析,通过表层碳元素的测定,证实白亮层是由于增碳导致。并提出用户可操作的工艺来避免不锈钢表层腐蚀现象的发生。

图2 锈蚀螺母表面正常区喷砂面(a)、机加工面(b)和锈蚀区(c)形貌Fig.2 Morphologies of sand blowing surface(a), machined surface(b) of normal area and corrosion area(c) on surface of the rusted nut
1 试验材料与方法
1.1 宏观分析
锈蚀螺母件为1Cr17Ni2六角钢棒制成,在飞机服役一段时间后,螺母发生锈蚀,其宏观形貌如图1(a)所示,未经机加工的表面有明显的棕黄色锈迹,机加工表面未见锈蚀现象,呈现光亮的表面。将棕黄色部位放大后可观察到锈蚀产物,如图1(b)所示。
锈蚀螺母的制造工艺:六角棒料热处理后喷砂→机加工螺杆部位→钝化(不喷砂)。热处理制度:加热至950~1040 ℃真空固溶、油冷淬火,590~650 ℃回火。螺母的六角面为一次喷砂后的棒料表面,而螺杆部位经过机加工,呈现出光洁的形貌。

图1 锈蚀螺母宏观形貌(a)机加工面;(b)局部放大图Fig.1 Macro morphologies of the rusted nut(a) machined surface; (b) partial enlarged image
1.2 扫描电镜形貌观察和能谱(EDS)分析
1.2.1 锈蚀螺母表面形貌观察
观察六角面未锈蚀区域,微观形貌见图2(a),为表面喷砂后形成的撞击表面,无锈蚀产物。观察机加工后螺杆表面的微观形貌,如图2(b)所示,无锈蚀产物,表面有明显的车削纹路。
图2(c)为锈蚀区域的微观表面形貌,由图2(c)可见,表面呈龟裂的泥纹状纹路,有明显的锈蚀产物。
1.2.2 成分分析
从表1可知,机加工表面的成分与GJB 2294A—2014《航空用不锈钢及耐热钢棒规范》一致,喷砂面Si含量偏高,为SiO2喷砂的残留砂粒。锈蚀区O、Cl元素异常偏高,锈蚀产物为铁氧化物。

表1 锈蚀螺母正常区与锈蚀区成分分析(质量分数,%)
1.3 显微组织分析
沿锈蚀螺母横截面方向制备金相试样,并采用40 mL HCl+5 g CuCl2·H2O+30 mL H2O+25 mL C2H5OH的腐蚀剂进行腐蚀,通过光学显微镜观察锈蚀螺母组织形貌,见图3。由图3可知,基体组织是典型的高温回火索氏体,符合零件热处理后的组织形貌要求;图3(b)为放大观察图,在边缘区域观察到表层白亮组织,深度约3~10 μm,同时观察到棕黄色锈蚀产物,未见腐蚀深度超过白亮层。
该白亮层形貌与钢的全脱碳层组织不一致,无过渡区域的半脱碳层,根据显微组织分析,未见明显的半脱碳层,认为白亮层并不是全脱碳层,需要后续采用淬火态试样做硬度检测验证该判断。

图3 锈蚀螺母的显微组织Fig.3 Microstructure of the rusted nut
1.4 硬度检测
脱碳指测量淬硬试样从表面到与心部组织已无区别处的距离,分显微目测法和显微硬度测试。显微目测法中完全脱碳连续铁素体(白色)不能接受。显微硬度测试按ASTM E384《材料显微压痕硬度的试验方法》对试样采用表面到心部进行载荷砝码为500 g的努氏硬度试验。总脱碳层深度是指用努氏标尺从表面到低于心部30个单位处之间的距离。
设置对照组,一组试样为真空固溶淬火试样(锈蚀螺母)、另一组为空气固溶淬火试样(将真空炉固溶改为空气炉固溶)。空气固溶淬火试样表面无白亮层,真空固溶淬火试样表面有明显的白亮层。
测试努氏硬度时载荷砝码为500 g,设定44 μm为离表面的极限值(小于44 μm时数据无效),检测总脱碳层深度,结果如表2所示。
表2 试样的显微硬度(HK0.5)
硬度测试结果表明,空气固溶淬火试样总脱碳层深度约240 μm,真空固溶淬火试样脱碳深度约为90~100 μm。空气固溶淬火试样总脱碳层深度远大于真空固溶淬火。当材料存在表面全脱碳层时,脱碳层的深度将远大于未出现全脱碳层的试样。若白亮层为全脱碳层,则真空固溶淬火试样脱碳层深度必然大于空气固溶淬火钢棒测试值。因此硬度测试结果证明了真空固溶淬火试样表面白亮层并非是全脱碳层。
2 白亮层产生的原因分析与验证
为排除原材料表面对试验的影响,本章所有原始棒料均车削表层1 mm。
2.1 复现白亮层
2.1.1 试样制备
采用1Cr17Ni2钢棒料制作3种不同状态的试样,试样宏观形貌见图4。状态分别为热处理+钝化工艺试样、热处理+钝化(含喷砂)工艺试样、热处理后机加工+钝化工艺试样。热处理后机加工+钝化工艺试样的机加工表面保留部分表面不机加工处理,如图4(c)画圈处,其余表面均为光洁的加工面。热处理制度参照HB/Z 80—2011《航空用不锈钢热处理》来制定。

图4 不同工艺下试样的宏观形貌 (a)热处理+钝化;(b)热处理+钝化(含喷砂);(c)热处理后机加工+钝化Fig.4 Macro morphologies of the specimen under different processes(a) heat treatment+passivation; (b) heat treatment+passivation (including sand blowing); (c) machining+passivation process after heat treatment
2.1.2 显微组织
将3种试样横截面制作成金相试样,采用40 mL HCl+5g CuCl2·H2O+30 mL H2O+25 mL C2H5OH的腐蚀剂对试样进行腐蚀,并通过光学显微镜观察其基体组织形貌,如图5所示。由图5可知,3种状态试样的表面形态不完全一致,图5(a)为热处理+钝化工艺试样,白亮层较深且均匀,约12 μm(如箭头指向处);图5(b)为热处理+钝化(含喷砂)工艺试样,白亮层深度较浅,且部分区域没有白亮层,说明一次喷砂可以去除部分白亮层;图5(c)为热处理后机加工+钝化工艺试样光亮区域,无白亮层,图5(d)为热处理后机加工+钝化工艺试样未机加工表面处,有明显的白亮层组织。
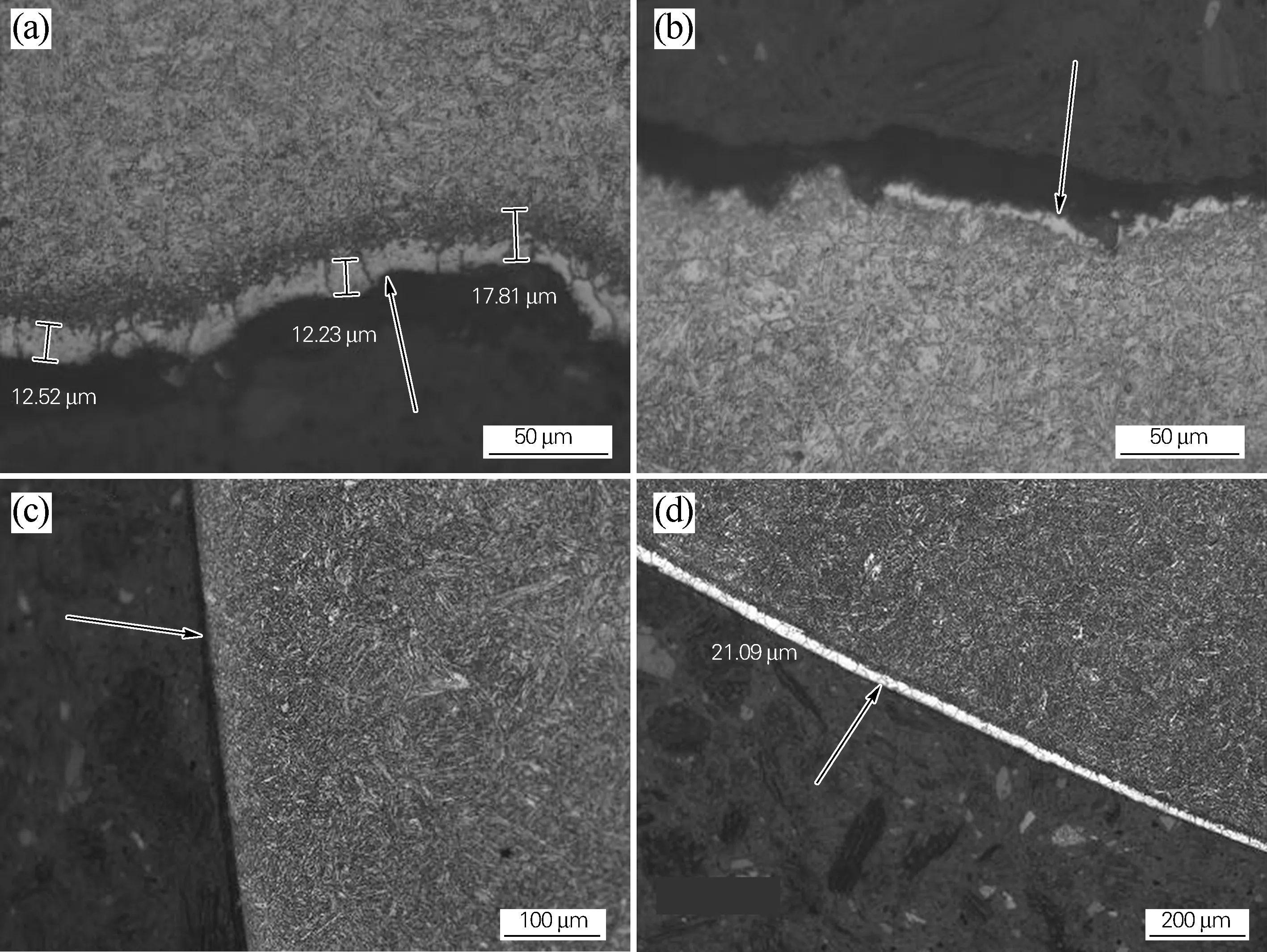
图5 不同工艺下试样的显微组织(a)热处理+钝化;(b)热处理+钝化(含喷砂);(c)热处理后机加工+钝化试样光亮区域;(d)热处理后机加工+钝化试样未机加工区域Fig.5 Microstructure of the specimens under different processes(a) heat treatment+passivation; (b) heat treatment+passivation (including sand blowing); (c) machined area of machining+passivation process specimen after heat treatment; (d) unmachined area of machined+passivated process specimen after heat treatment
2.1.2 盐雾试验(加速腐蚀)
将3种试样放到中性盐雾试验箱中加速腐蚀,用时约24 h。观察3种试样的宏观形貌,如图6所示,热处理+钝化工艺试样锈蚀最严重,其次是热处理+钝化(含喷砂)工艺试样,热处理后机加工+钝化工艺试样几乎不见锈蚀,只有在未机加工的原始表面处有锈蚀。

图6 不同工艺试样盐雾试验后的表面形貌 (a)热处理+钝化;(b)热处理+钝化(含喷砂);(c)热处理后机加工+钝化试样光亮区域; Fig.6 Surface morphologies of the specimens after salt spray test(a) heat treatment+passivation; (b) heat treatment+passivation (including sand blowing); (c) machined area of machining+passivation process specimen after heat treatment
2.1.3 盐雾试验后的显微组织
热处理+钝化工艺试样为热处理后直接钝化,表面白亮层最深,见图7(a),腐蚀剂腐蚀后白亮层的晶界变得更明显,观察到试样表层有晶粒掉落现象,如图7(b) 所示,但表层锈蚀未穿透白亮层。

图7 热处理+钝化工艺试样的显微组织(a)原始试样;(b)腐蚀后Fig.7 Microstructure of the heat treatment+passivation process specimen(a) original specimen; (b) after corrosion
热处理+钝化(含喷砂)工艺试样为热处理喷砂后钝化,显微组织见图8,锈蚀情况与热处理+钝化工艺试样一致(见图7(b));部分区域未锈蚀(见图8(b)),同时未观察到白亮层。

图8 热处理+钝化(含喷砂)工艺试样的显微组织(a)锈蚀区;(b)未锈蚀区Fig.8 Microstructure of the heat treatment+passivation (including sand blowing) process specimen(a) rust area; (b) rustless area
热处理后机加工+钝化工艺试样为热处理机加工后钝化,显微组织见图9,没有白亮层,锈蚀的区域(见图9(a)),有白亮层,未锈蚀区域(见图9(b)),对应残留原始表面处。综上所述,经过热处理后的1Cr17Ni2不锈钢锈蚀发生在白亮层,且根据盐雾试验可知锈蚀只发生在表面白亮层组织,还未穿透到基体。

图9 热处理后机加工+钝化工艺试样的显微组织(a)锈蚀区;(b)未锈蚀区Fig.9 Microstructure of the machining+passivation process specimen(a) rust area; (b) rustless area
2.2 白亮层产生的环节验证
经过2.1节的复现试验,认为白亮层的产生与热处理有关,热处理制度为990 ℃真空固溶+油淬、高温回火(空冷)。针对1Cr17Ni2六角钢棒的固溶和回火进行验证。
2.2.1 回火
将1Cr17Ni2不锈钢原始棒料仅作高温回火,空冷处理,观察其显微组织,如图10所示,表层并未出现白亮层组织。
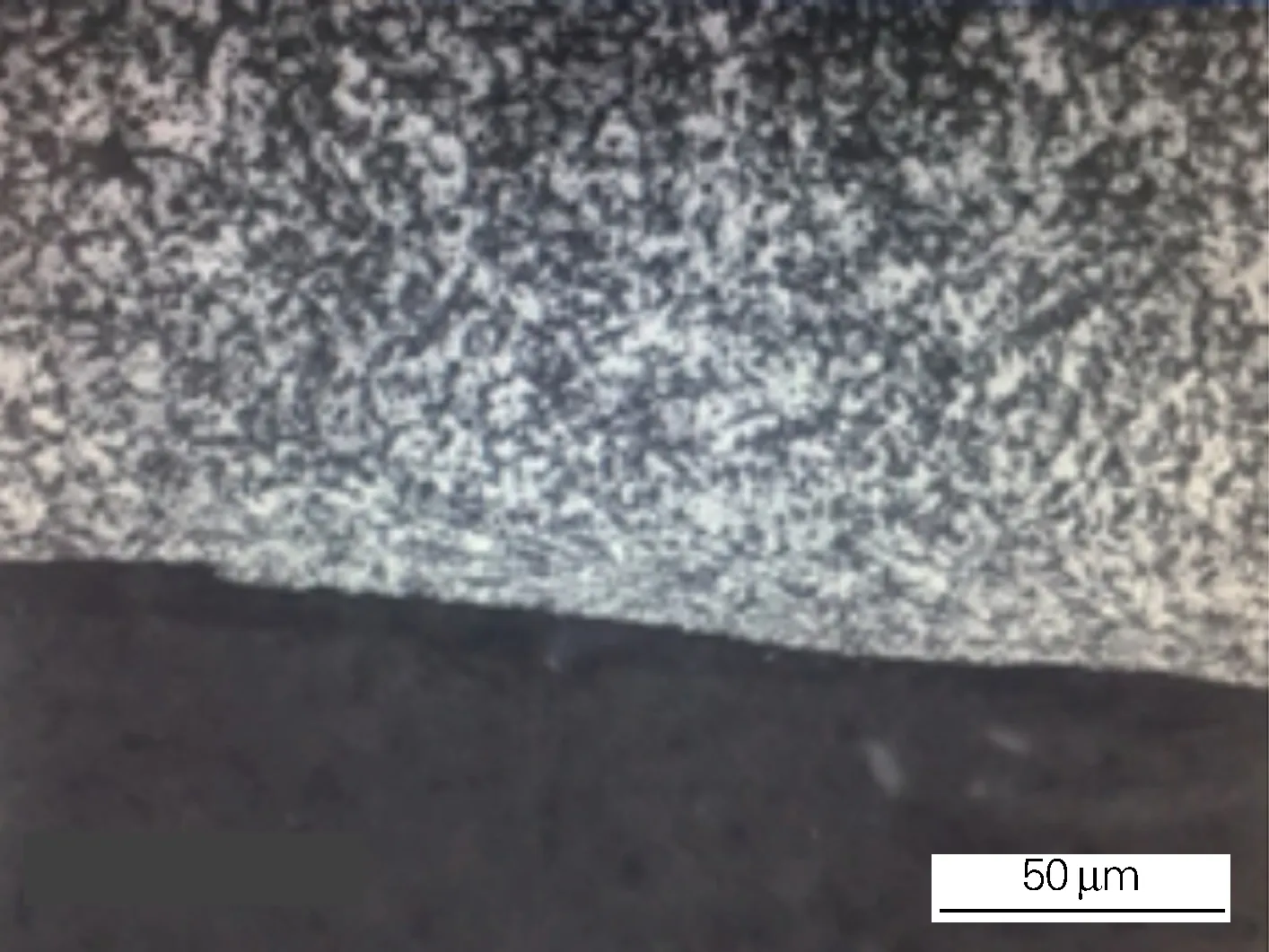
图10 1Cr17Ni2钢在630 ℃下回火后的显微组织Fig.10 Microstructure of the 1Cr17Ni2 steel tempered at 630 ℃
2.2.2 固溶+淬火
1)空气炉固溶、油淬
采用1Cr17Ni2原始棒料,经空气炉固溶、油淬后进行高温回火,观察表面未见白亮层,见图11。

图11 1Cr17Ni2钢在空气炉固溶+油淬+高温回火后的显微组织Fig.11 Microstructure of the 1Cr17Ni2 steel after air furnace solution+oil quenching+high temperature tempering
2)真空固溶
采用1Cr17Ni2原始棒料,在符合热处理制度的前提下,采用两台真空炉在不同真空度下进行同一热处理制度的热处理,结果如图12所示。1号真空炉的真空度为7.3~8.0 Pa,试样表面白亮层平均深度为2.0~2.5 μm;9号真空炉的真空度为8.5~9.0 Pa,试样表面白亮层平均深度为3.0~5.2 μm。

图12 1Cr17Ni2钢真空炉固溶淬火后的显微组织(a)1号炉;(b)9号炉Fig.12 Microstructure of the 1Cr17Ni2 steel after solution quenching in vacuum furnace(a) No.1 furnace; (b) No.9 furnace
选取3种马氏体不锈钢棒(1Cr17Ni2、69111、PH13-8Mo),钢棒均车去外圆圆周1 mm避免原始表面质量影响。然后进行热处理,具体工艺见表3,热处理完成后的显微组织见图13。固溶处理后油冷时,1Cr17Ni2、69111钢表面分别出现7、19 μm白亮层,PH13-8Mo钢未出现白亮层。固溶处理后水冷时,1Cr17Ni2、69111、PH13-8Mo钢均未出现白亮层组织。说明仅在油淬时产生白亮层。
表3 3种不锈钢的热处理工艺

图13 试验钢经真空热处理不同方式冷却后的显微组织(a,d)1Cr17Ni2钢;(b,e)69111钢;(c,f)PH13-8Mo钢;(a~c)油冷;(d~f)水冷Fig.13 Microstructure of tested steel after vacuum heat treatment and cooling with different methods(a,d) 1Cr17Ni2 steel; (b,e) 69111 steel; (c,f) Ph13-8Mo steel; (a-c) oil cooling; (d-f) water cooling
2.3 白亮层化学成分分析
采用能谱仪对锈蚀螺母试样观察到的白亮层进行成分分析,能谱仪测试结果如表4所示,其中去除了腐蚀剂成分和C元素(能谱仪无法测定轻质元素)。可见白亮层组织相对心部组织Cr、Ni等合金元素略微降低。

表4 白亮层与心部组织成分分析(质量分数,%)
采用CS600碳硫仪分析白亮层与心部的碳含量,试样选取原材料69111钢(相较于锈蚀螺母,试验得到的69111钢棒白亮层深度最深,便于测试开展)。直径φ15 mm的69111钢棒试样经真空固溶油淬得到25 μm 厚白亮层,采用锉刀均匀锉削圆棒外圆深度约50 μm,得到试样粉末0.3 g(测试需要的质量),即为试样1,从圆棒中心部位取样,即为试样2。测试结果表明,试样1的碳含量0.3%(质量分数,下同),试样2的碳含量为0.078%,根据体积比,外层白亮层碳含量质量分数约为心部正常组织的5.5倍。
3 讨论
对锈蚀螺母进行宏观形貌和微观组织观察、表面成分分析后认为,锈蚀螺母的原始表面棕黄色锈迹为1Cr17Ni2钢棒表层白亮层组织的锈蚀导致。
通过显微硬度测试结果判断1Cr17Ni2钢棒表层白亮层组织不是全脱碳组织。选取1Cr17Ni2钢棒进行3种工艺状态的加速腐蚀试验及显微组织分析,得出白亮层在热处理时产生,在腐蚀环境下,白亮层组织极易发生锈蚀,但锈蚀未穿透白亮层组织。
对热处理过程中的固溶淬火(真空炉与空气炉固溶、油淬与水淬、真空炉的真空度)与高温空气炉回火设立分析对照试样,确定白亮层的产生环节在真空固溶淬火工序。同一热处理制度下,真空炉的真空度影响白亮层深度,真空度越大,白亮层越深,且白亮层仅在油淬时产生。工厂目前未购入真空气淬设备,对于含碳量不高的不锈钢,真空油冷仍是在工厂内唯一可选择的热处理方式。
对白亮层进行成分分析,白亮层组织较心部组织合金元素含量略低(Cr元素较为显著),白亮层组织的C含量约为心部组织的5.5倍。
依据文献[10]以及热处理相关专家的经验,真空热处理时,合金钢中的表层合金元素会逸散,比较典型的逸散元素是蒸气压较大的Cr,元素逸散造成表层合金贫化,而温度越高,Cr等合金元素的蒸气压越大,越容易挥发。Cr是保证不锈钢耐腐蚀最主要的元素,Cr的缺少会造成不锈钢耐晶间腐蚀性变差。由于原子扩散速度很慢,与真空度和温度成正比关系,因此不锈钢元素挥发最易发生在表层,一旦去除表面逸散层,该不锈钢耐蚀性将大大提高。对比白亮层的成分分析结果认为,锈蚀螺母表层发生了Cr逸散,造成表层贫铬。
文献[5]认为碳含量强烈地降低Ms点,使得不锈钢不易马氏体化,当淬火时表层碳含量增加,将导致表层组织不发生马氏体转变。文献[7-9]给出了钢棒增碳的原因,并指出真空加热、入油时高温、油淬是表层增碳的必要条件。由于真空环境,试样表面压力极低,入油后形成的油气膜有很高压力,试样内外压力差大,是油中碳原子渗入的主要原因。合金元素的蒸发导致试样表层原子高度激活,金属粗糙界面更加粗糙,增加了对活性碳原子的吸附、溶解能力;同时真空加热使得合金熔点降低,扩散激活能随之降低,原子扩散系数增加[11-13]。对比白亮层的成分分析结果,表层白亮层组织处发生增碳,导致淬火时表层不发生马氏体组织转变,最终形成了白亮层组织。
综上,通过本文的试验表征可以说明,合金元素Cr贫化、表面增碳是1Cr17Ni2马氏体不锈钢棒热处理后产生白亮层的主要原因。
4 解决措施及预防建议
鉴于锈蚀初期只发生在表面白亮层,且经机加工完全去除白亮层的棒料在盐雾试验中并不发生锈蚀,因此建议的处理方式为:
1) 对已生产的棒料进行打磨。
2) 开展真空淬火热处理制度研究,降低真空度或固溶后采用气冷的冷却方式,避免白亮层产生。
