基于响应面分析的TC21合金等通道挤压过程工艺优化
2022-10-14滕树满翟瑞志
滕树满,尹 慧,翟瑞志
(1.广西柳州钢铁集团有限公司,广西 柳州545002;2.中国第二重型机械集团德阳万航模锻有限责任公司,四川 德阳 618000)
金属材料的晶粒尺寸对材料的性能产生显著影响,高效、均匀的细化晶粒工艺一直是材料学界的研究重点[1]。传统细晶工艺的关键是将金属粉体致密化,其基本理论是将材料的微观组织细化为几个单位后,按一定的规则进行混合与组装,以生产出细晶材料。通过这种加工工艺获得的材料具有超高的表面清洁度,纯度高,应用广泛,但由于加工成本过高,这种工艺并未得到大规模推广。上世纪90年代以来,等通道挤压工艺的提出为生产细晶与超细晶材料提供了全新的研究方向,其原理如图1所示[2]。相较于其它工艺,等通道挤压在加工时金属材料的截面尺寸,能对同一材料施加多道次累积应变,从而达到理想的晶粒细化效果,并获得均匀的微观组织,加工成本低、效率高。
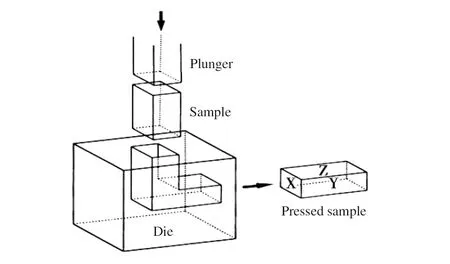
图1 等通道挤压原理图Fig.1 Schematic diagram of equal channel extrusion
TC21合金是我国自行研制的损伤容限型钛合金,由于具有比强度高、耐蚀性良好等优势,该合金被广泛应用于航空关键零部件的制造[3]。若能利用等通道挤压工艺对TC21钛合金进行加工,细化晶粒、提升原材料的基础力学性能将为航空构件服役寿命的提升带来积极影响[4]。本文基于有限元分析软件DEFORM-3D考察了挤压温度、挤压速度、模具预热温度及润滑条件等工艺分别对TC21合金单道次等通道挤压工艺成形的影响,并基于Box-Benhnken响应面分析模型将四因素的影响作用进行综合,获得了最佳成形工艺参数值,为后续研究提供指导。
1 有限元模型的建立
本文利用法国达索公司的 CATIA 软件建立压头、模具及坯料的三维模型。坯料的截面尺寸为10mm×10mm,高度40mm;通道的截面亦为10mm×10mm,转角为90°。为简化计算,在模型建立时省略了冲头及模具的连接部位,只考虑了其工作部位。模型建立后输出为STL格式导入DEFORM-3d软件进行计算,如图2所示。为了兼顾计算精度与效率,将坯料设置为塑性体后划分5万网格,将冲头与模具设置为刚体。坯料TC21钛合金在成形时的材料数据由Jmatpro软件计算所得,其成形温度范围内的应力-应变曲线如图3所示,而冲头及模具选择软件材料库中的“AISI-H-13”。利用软件Deform-3D对TC21钛合金的等通道挤压过程进行热力耦合的数值模拟,并基于单因素模拟建立Box-Benhnken响应面分析模型。有限元模拟中的挤压温度、挤压速度、模具预热温度及摩擦因子等工艺参数的具体取值见表1。
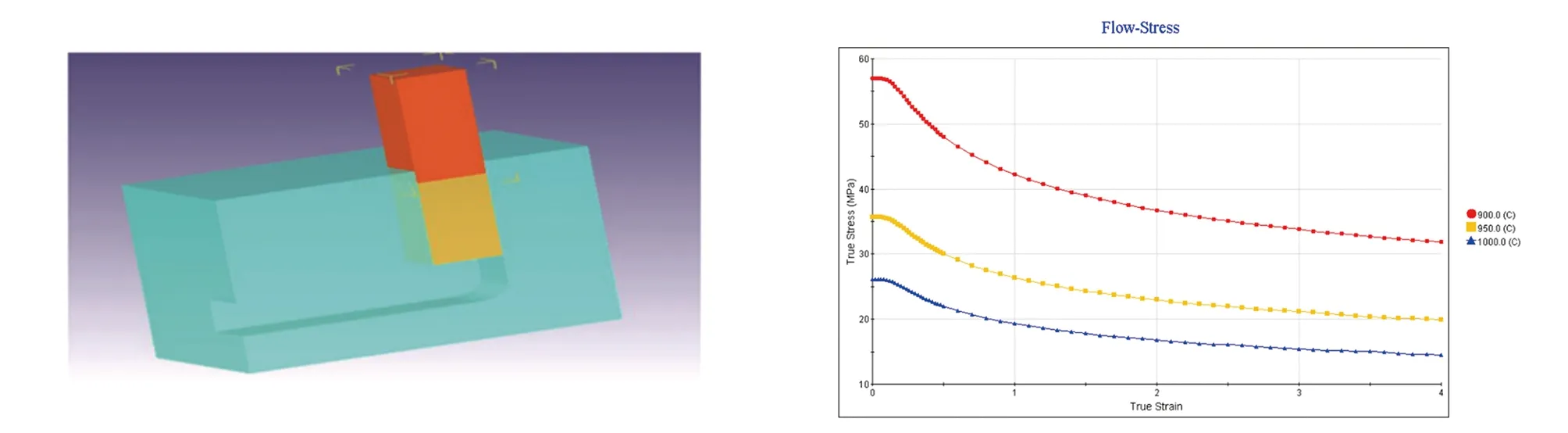
图2 有限元模拟模型 图3 TC21合金应变-应力曲线Fig.2 Finite element simulation model Fig.3 Strain-stress curve of TC21 alloy
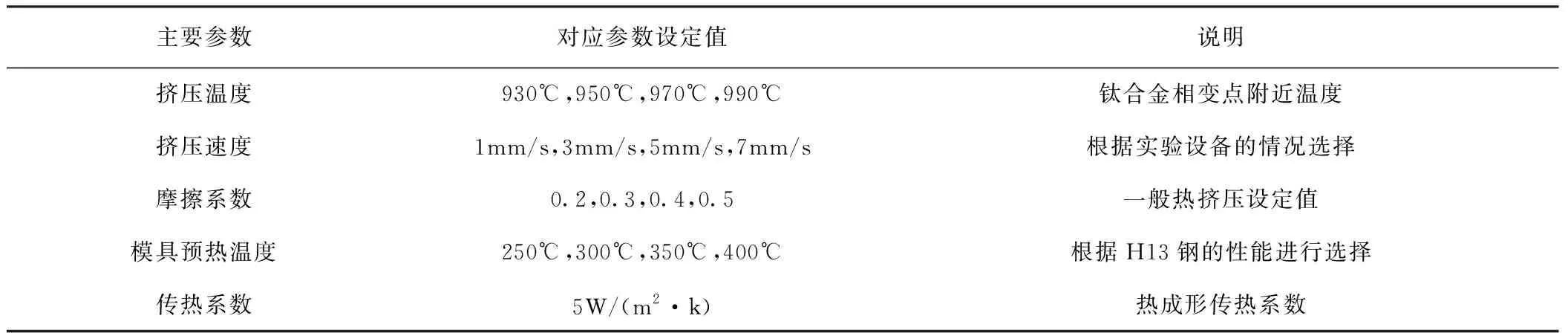
表1 有限元模拟参数设置
2 模拟结果分析
2.1 挤压温度对挤压过程的影响
图4为TC21钛合金最大等效应变值与应变量方差随挤压温度的变化规律。

图4 最大等效应变值与挤压温度的关系Fig.4 Relationship between maximum equivalent strain value and extrusion temperature
从图4可知随着挤压温度的升高,最大等效应变呈现先升高后降低的趋势。这是因为在一定范围内,升高温度降低了金属的流动阻力,在相同的挤压力下更易发生变形,使晶粒破碎细化;同时,适当的提升挤压温度可使钛合金的位错活性增加,更有利于发生动态回复及再结晶达到细化晶粒的作用。但是若持续上升挤压温度,将提高晶粒长大的速率,使大角度晶界不易形成,晶粒反而会产生一定程度的粗化。根据图4的结果,初选钛合金最佳挤压温度为950℃。
2.2 挤压速度对挤压过程的影响
将挤压速度与最大等效应变的关系绘制为图5。当挤压速度为3mm/s时,钛合金坯料的最大等效应变出现极值。在较小的速度下挤压,坯料受到的载荷较小,变形相对较小,晶粒细化作用不明显。适当增大挤压速度,增大压下力,可以促进坯料的变形,从而细化晶粒。
此时,坯料变形量的增加使更多的变形能转变为材料内能,提升芯部区域温度从而提高材料的动态再结晶发生率使晶粒得到细化。但挤压速度的持续上升将释放过多的内能,坯料变形时停留在高温区的时间更长,易引发动态再结晶生成晶粒的二次长大,弱化细晶效果。此外,过大的挤压速度将降低变形过程内外组织的均匀性,综合考虑上述因素后,初选钛合金的最佳挤压速度为3mm/s。
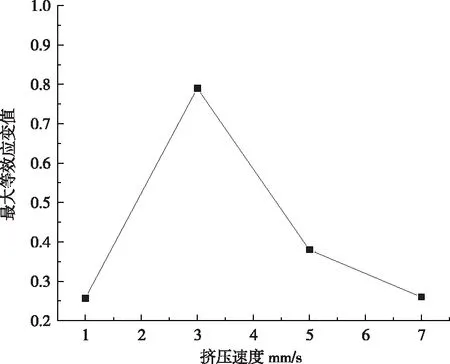
图5 最大等效应变值与挤压速度的关系Fig.5 Relationship between maximum equivalent strainand pressing speed
2.3 润滑条件对挤压过程的影响
润滑状况对TC21钛合金的等通道挤压过程产生显著影响。逐步增大下模与钛合金坯料间的摩擦,外侧坯料由于摩擦阻力作用流动阻力提升,而中心金属在压头的作用下流动速率几乎不变,导致内外金属的变形差异增大,增大了坯料的最大变形量。而摩擦作用将在外表面产生较多热量,减小外部与芯部的温度差异,降低钛合金内外流动差异从而降低最大等效应变值。此外,摩擦生热促进外部晶粒的二次长大,降低内外组织均匀性。进行单因素变量模拟时,摩擦系数为0.3时有最优的成形效果,在实际加工时也应选择合适的润滑剂提升制造质量。最大等效应变值与摩擦系数的关系如图6所示。
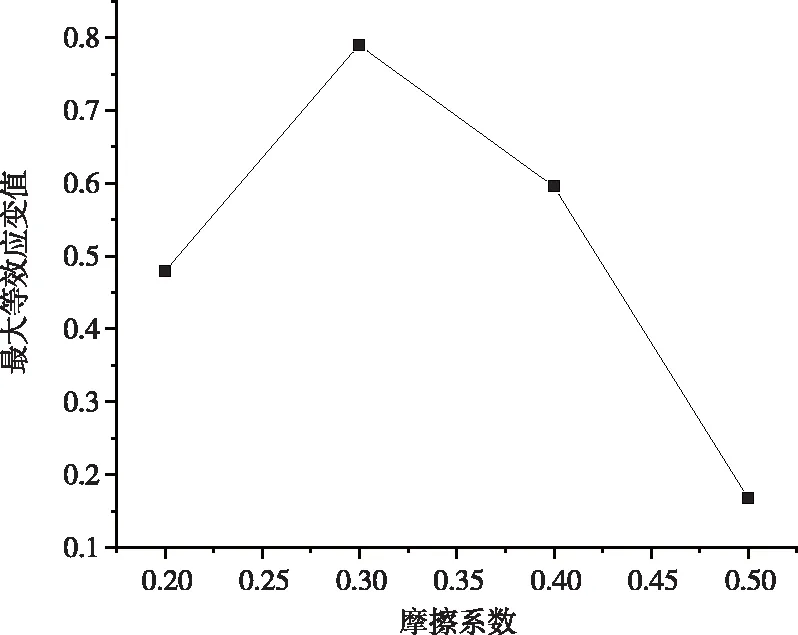
图6 最大等效应变值与摩擦系数的关系Fig.6 Relationship between maximum equivalentstrain and friction coefficient
2.4 模具温度对挤压过程的影响
模具预热温度对挤压过程的影响规律与润滑条件相似,均通过改变坯料内外温度梯度实现对挤压过程的调控。考虑H13钢的服役特性,本文分别将模具加热至250℃、300℃、350℃、400℃后进行挤压。如图7所示,在250℃~350℃区间,最大等效应变呈现先上升后下降的趋势,在300℃时最大等效应变达到第一个高峰是由于内外坯料温差产生了流动性能差异,最终导致内外坯料的变形差异。继续升高模具温度,内外的温度差减小,钛合金坯料在变形时的平均温度提升,提升了材料整体的流动性能最终使钛合金坯料的最大等效应变量增大。根据以上两点,综合考虑升高模具温度将降低模具使用寿命等因素,最终初选模具的预热温度为300℃。
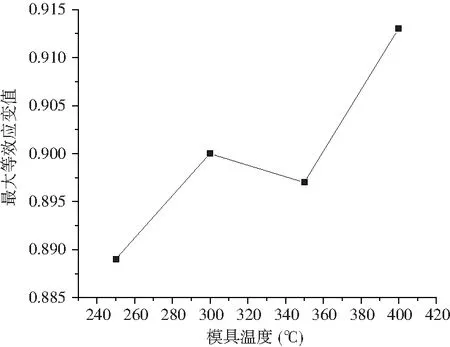
图7 最大等效应变值与模具温度的关系Fig.7 Relationship between maximum equivalentstrain and die temperature
2.5 响应面实验设计及结果分析
为了综合考虑上述工艺因素对TC21钛合金等通道挤压过程的影响规律,本小节基于单因素有限元分析结果设计了响应面优化实验。实验以TC21钛合金坯料的最大等效应变值为响应值(Y),选择挤压温度(X1)、挤压速度(X2)、摩擦系数(X3)、模具温度(X4)四个因素,设计了四因素三水平响应面实验,实验因素及水平见表2。
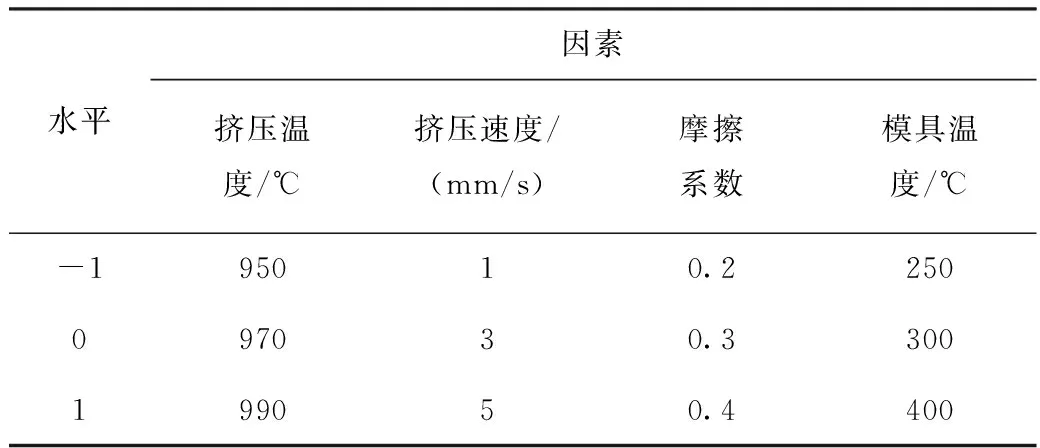
表2 响应面实验因素与水平
根据所选取的的四个因素,借助Design-Expert软件,采用Box-Behnken方法设计了表3所示的29组对照试验,并基于模拟结果绘制了如图8所示的响应面。
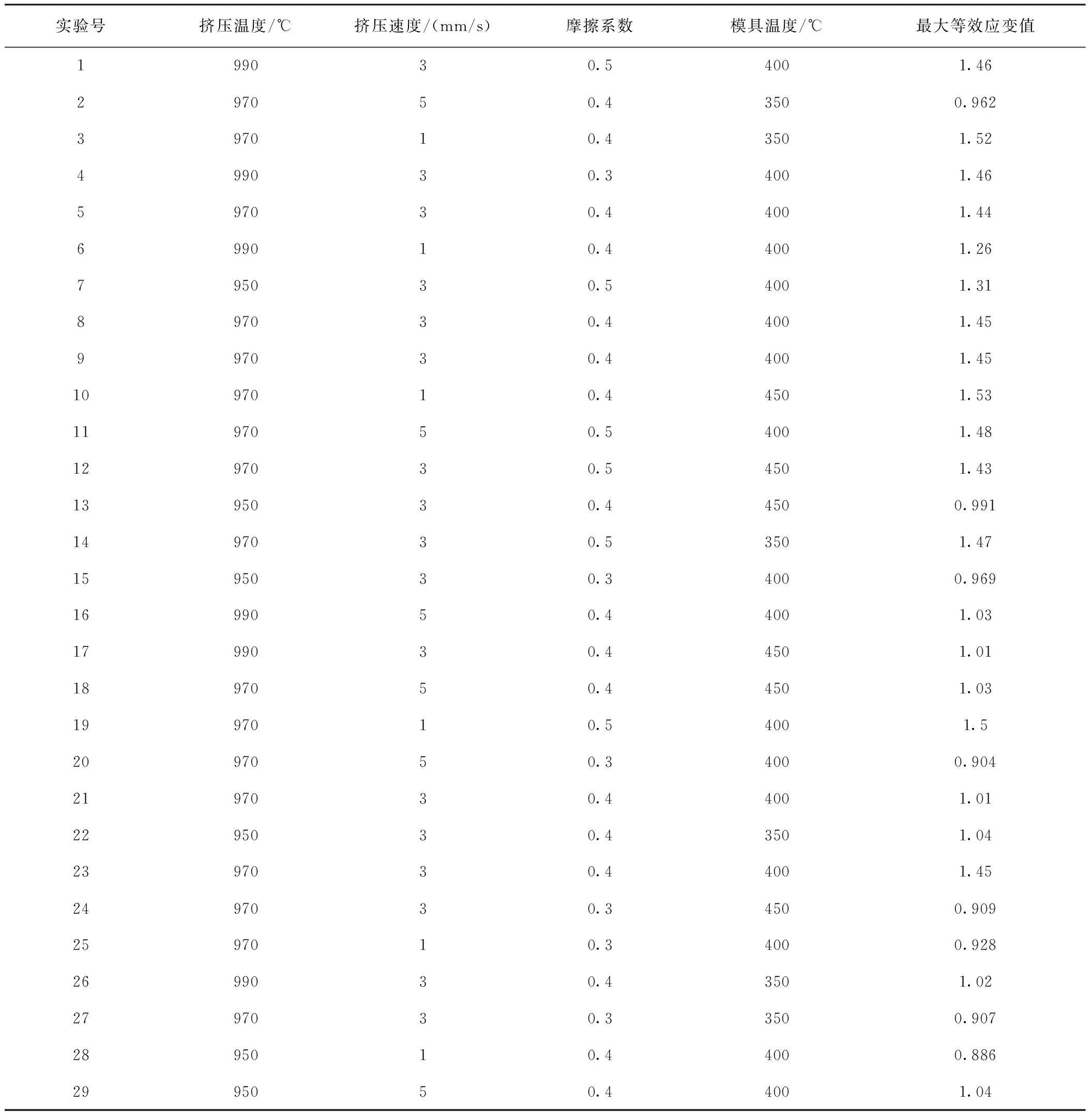
表3 响应面实验设计及结果
Design-Expert软件可以自动绘制响应面并分析。根据响应面分析的结果可知,四个工艺因素对TC21钛合金等通道挤压过程影响的重要程度依次为:摩擦系数>挤压速度>挤压温度>模具预热温度。通过对响应面回归方程的求解,对TC21钛合金坯料进行单道次等通道挤压过程的加工,坯料的最大等效应变值可达1.6,此时的工艺条件为:挤压温度973.956℃、挤压速度1.01884mm/s、摩擦系数0.499032、模具温度322.325℃。结合实际工况,选择最佳挤压温度为974℃、挤压速度1mm/s、摩擦系数0.5、模具温度320℃进行模拟验证。此时钛合金坯料的最大等效应变值为1.54,与响应面预测值的误差仅3.75%,说明该响应面优化模型与实际拟合良好,结果可靠。
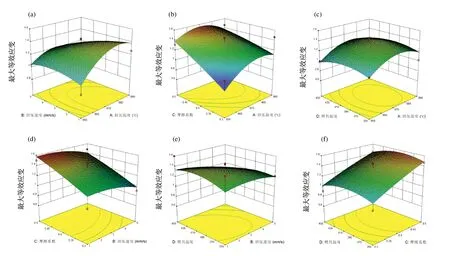
图8 不同工艺因素交互作用对TC21钛合金等通道挤压最大等效应变值的响应面图Fig.8 Response surface diagram of maximum equivalent strain of TC21 titanium alloy during equal channel extrusion under interaction of different process factors
3 结论
本研究基于有限元模拟技术及响应面分析方法对TC21钛合金等通道挤压过程进行了参数优化。文章首先基于单因素模拟优化的结果,采用Design-Expert软件设计四因素三水平的Box-Behnken试验,以单道次TC21合金挤压后的最大等效应变为响应值,优化了合金挤压工艺参数设置条件,挤压温度974℃、挤压速度1mm/s、摩擦系数0.5、模具温度320℃。根据此工艺参数进行加工,获得的最大等效应变量为1.54,与响应面回归方程预测的最大值误差为3.75%,优化模型与实际拟合良好,可用于指导后续的加工生产。