硝酸镧浓度对齿轮钢表面锰系复合磷化膜性能的影响
2022-10-14赵利民王树凤
赵利民,王树凤
(1.扬州工业职业技术学院,江苏扬州 225017;2.扬州力创机床有限公司,江苏扬州 225017)
锰系复合磷化膜是SiC、聚四氟乙烯(PTFE)等不溶性颗粒伴随着磷酸盐沉淀结晶并掺杂在锰系磷化膜中而形成的。研究表明,颗粒掺杂能有效改善锰系磷化膜的性能[1-3]。然而,在磷化过程中颗粒主要起到物理填充作用,对锰系磷化膜的晶粒特征及结合状态影响不大。若能采取措施在颗粒伴随着磷酸盐沉淀结晶的同时实现晶粒细化,有望进一步改善锰系复合磷化膜的性能。
稀土化合物(包括稀土氧化物、稀土硝酸盐等)具有某些特殊性质,通常作为添加剂已被证实可以起到提高形核率、促使晶粒细化且结构致密等积极作用,从而有效改善金属材料或膜层的性能[4-8]。到目前为止,使用稀土硝酸盐作为促进剂用于制备锌系磷化膜或锌钙系磷化膜已有一些报道[9-12],但是鲜见稀土硝酸盐用于制备锰系复合磷化膜的研究报道。从改善锰系复合磷化膜的性能,同时补充相关数据和理论的角度,有必要开展这方面研究。笔者选用硝酸镧作为促进剂添加到磷化液中,在齿轮钢表面制备锰系复合磷化膜,并通过优化硝酸镧浓度,以期进一步改善锰系复合磷化膜的耐磨性能和耐腐蚀性能,从而为齿轮钢提供更好的抗磨损和腐蚀防护作用。
1 材料与方法
1.1 材料
选取制造齿轮常用的45钢作为基材,线切割多个尺寸为45 mm×20 mm的试样。试样依次经过刚玉磨轮抛光、除油剂浸泡除油、稀盐酸浸泡活化、去离子水清洗和冷风吹干处理。
1.2 锰系复合磷化膜制备
预处理后的试样先浸在胶体钛盐溶液中表调处理,40 s后取出,在试样表面形成大量结晶核,表调目的是加快成膜速度,同时提高成膜均匀性。表调处理后的试样立即浸在含有PTFE颗粒(尺寸约为200 nm)的磷化液中,磷化液具体成分为:磷酸二氢锰40 g/L、硝酸锰10 g/L、磷酸8 g/L、硝酸钠4 g/L、PTFE颗粒水性分散液60 mL/L(其中PTFE颗粒的质量分数约为60%)。充分搅拌磷化液,使PTFE颗粒处于分散和悬浮状态,然后添加硝酸镧作为促进剂,硝酸镧浓度分别为10 mg/L、40 mg/L、60 mg/L、90 mg/L。水浴加热,使磷化液保持在90.0±0.5℃,同时持续搅拌磷化液(搅拌速率为200 r/min),在不同硝酸镧浓度下,在齿轮钢表面制备5种锰系复合磷化膜,磷化时间均为22 min。
1.3 性能测试
1.3.1 微观形貌及PTFE颗粒质量分数
采用EV018型扫描电子显微镜观察不同锰系复合磷化膜的微观形貌,同时用X-max50型能谱仪分析不同锰系复合磷化膜的成分。根据F元素质量分数,依据相对分子量关系推算出复合镀层中PTFE颗粒质量分数。
1.3.2 厚度及硬度
采用TT260型测厚仪在不同试样表面任取3个点,测量结果取平均值作为被测锰系复合磷化膜的厚度。另外,采用XH-1000型维氏硬度计在不同试样表面任取5个点,施加载荷0.98 N,保持10 s后均匀卸载,测量结果取平均值作为被测锰系复合磷化膜的硬度。
1.3.3 耐磨性能
采用CSM型耐磨试验机测试不同锰系复合磷化膜在室温、无润滑条件下的耐磨性能,设置往复滑动模式,对磨件为直径6 mm的GCr15钢球,法向载荷5 N,往复滑动频率为2 Hz,行程6 mm。实验结束后清理试样表面的磨屑,采用EV018型扫描电子显微镜观察不同锰系复合磷化膜磨损表面微观形貌,同时采用AB-204S型精密电子天平称重并计算不同锰系复合磷化膜的磨损失重。
1.3.4耐腐蚀性能
以3.5%氯化钠溶液作为腐蚀介质,饱和甘汞电极、铂电极和待测试样分别作为参比电极、辅助电极、工作电极,采用CHI660D型电化学工作站测试不同锰系复合磷化膜的极化曲线。将测试数据导入电化学工作站配套的软件中,采用塔菲尔外推法求得腐蚀电位、腐蚀电流密度和极化电阻,根据分析结果评价不同锰系复合磷化膜的耐腐蚀性能。
另外,以硫酸铜41 g/L+氯化钠35 g/L+盐酸0.05 g/L作为检测溶液,用注射器取液滴在试样表面3处不同位置,记录每个液滴完全变色经历的时间,取平均值作为被测锰系复合磷化膜的耐硫酸铜点滴时间。一般情况下,耐硫酸铜点滴时间越长,表明磷化膜的耐腐蚀性能越好。
2 结果与讨论
2.1 硝酸镧浓度对锰系复合磷化膜微观形貌及PTFE颗粒质量分数的影响
图1为不同硝酸镧浓度下在齿轮钢表面制备的5种锰系复合磷化膜的微观形貌。可以看出,在齿轮钢表面成功制备出锰系复合磷化膜,且覆盖完整。5种锰系复合磷化膜的晶粒都呈多面体状,无规律排布,细小PTFE颗粒附着在晶粒表面,同时填充晶粒之间的空隙,但是5种锰系复合磷化膜的晶粒尺寸、致密度和PTFE颗粒填充晶粒间空隙的程度存在明显的差异。
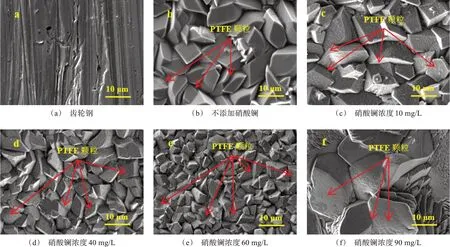
图1 不同硝酸镧浓度下在齿轮钢表面制备的5种锰系复合磷化膜的微观形貌Fig.1 Microstructure of five manganese composite phosphating films prepared on gear steel under different concentrations of lanthanum nitrate
如图1(b)所示,磷化液中不添加硝酸镧时,锰系复合磷化膜的晶粒粗大,尺寸超过10 μm,PTFE颗粒无法完全填充晶粒间的较大空隙。磷化液中添加硝酸镧后,随着硝酸镧浓度增加至60 mg/L,锰系复合磷化膜的晶粒细化,尺寸减小至5 μm左右,致密性逐步改善。另外,由于锰系复合磷化膜晶粒间空隙变小,凸显PTFE颗粒的填充作用,可以有效地阻碍腐蚀性离子渗透,降低锰系复合磷化膜的腐蚀倾向,并有利于改善锰系复合磷化膜的耐磨性能。其原因在于:硝酸镧吸附在齿轮钢表面逐步形成结晶核,使成核区域扩大且成核密度提高,加快了成核速率,缩短成膜诱导期[13-14]。在一定浓度范围内,硝酸镧起到明显的促进形核、提高成膜效率作用,促使锰系复合磷化膜的晶粒细化,致密性逐步得到改善。然而,随着硝酸镧浓度从60 mg/L继续增加至90 mg/L,锰系复合磷化膜的晶粒变得粗大,并且晶粒间存在较大空隙。另外,附着在晶粒表面,同时填充晶粒间空隙的PTFE颗粒明显减少,这会导致锰系复合磷化膜的腐蚀倾向增大,耐磨性能也下降。原因是过量硝酸镧吸附在齿轮钢表面造成一定屏蔽效应,阻碍磷酸根在齿轮钢表面结晶沉积,导致成核速率和成膜效率降低。因此,锰系复合磷化膜的晶粒粗大,致密性变差。
对5种锰系复合磷化膜进行面扫描,其结果表明都含有Mn、P、O、C和F元素,其中Mn、P和O元素是锰系磷化膜的特征元素,C和F来源于PTFE颗粒。根据F元素质量分数得到不同硝酸镧浓度下在齿轮钢表面制备的5种锰系复合磷化膜中PTFE颗粒质量分数,如图2所示。从图2看出,磷化液中不添加硝酸镧时,锰系复合磷化膜中PTFE颗粒质量分数为4.8%。磷化液中添加硝酸镧后,随着硝酸镧浓度增加至90 mg/L,锰系复合磷化膜中PTFE颗粒质量分数呈现先升高后降低的趋势,最高达到6.2%。这表明适量硝酸镧起到促进PTFE颗粒伴随着磷化膜沉积的作用,有利于改善锰系复合磷化膜的耐磨性能和耐腐蚀性能。然而,过量硝酸镧吸附在齿轮钢表面造成一定屏蔽效应,阻碍PTFE颗粒伴随着磷化膜沉积,导致锰系复合磷化膜中PTFE颗粒质量分数显著降低。
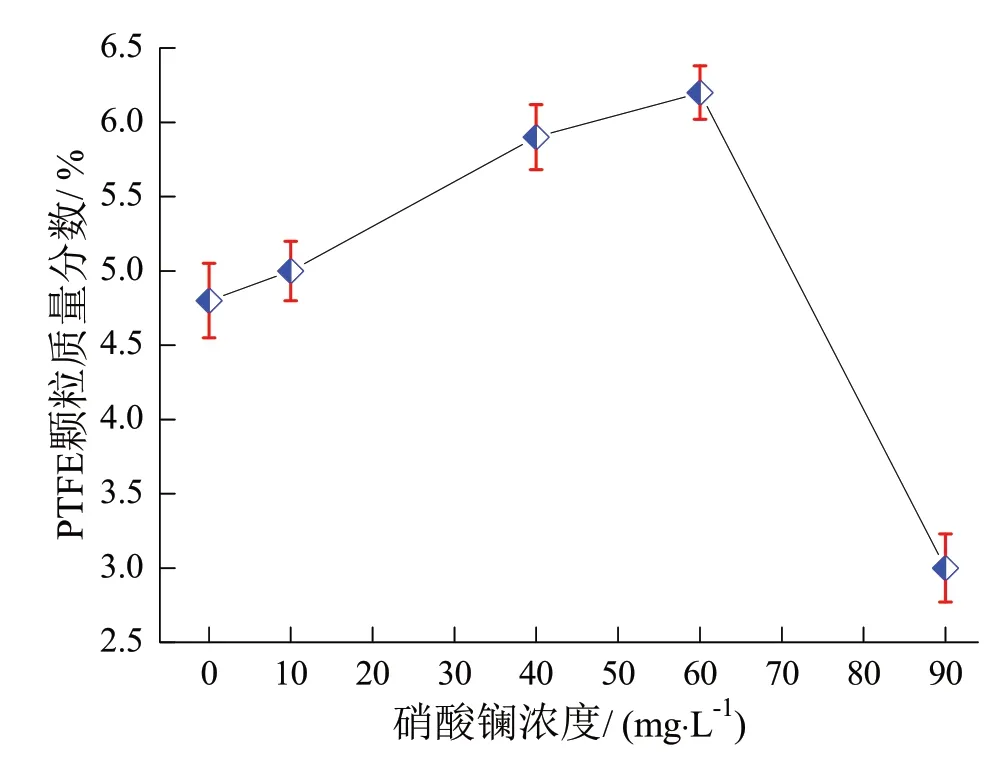
图2 不同硝酸镧浓度下在齿轮钢表面制备的5种锰系复合磷化膜中PTFE颗粒质量分数Fig.2 Mass fraction of PTFE particles in five manganese composite phosphating films prepared on gear steel under different concentrations of lanthanum nitrate
2.2 硝酸镧浓度对锰系复合磷化膜厚度及硬度的影响
图3为不同硝酸镧浓度下在齿轮钢表面制备的5种锰系复合磷化膜的厚度。从图3可以看出,磷化液中不添加硝酸镧时,锰系复合磷化膜的厚度为10.6 μm。磷化液中添加硝酸镧后,随着硝酸镧浓度增加至60 mg/L,锰系复合磷化膜的厚度有所增加,达到11.8 μm。原因是在一定浓度范围内硝酸镧起到明显的促进形核、提高成膜效率作用,可以缩短磷化膜完全形成所需的时间,因此在磷化时间相同的情况下获得较厚的锰系复合磷化膜。然而,随着硝酸镧浓度从60 mg/L继续增加至90 mg/L,锰系复合磷化膜的厚度反而降低。原因是过量硝酸镧吸附在齿轮钢表面造成一定屏蔽效应,导致成核速率和成膜效率降低,磷化膜完全形成所需的时间延长,因此在磷化时间相同的情况下获得的锰系复合磷化膜变薄。

图3 不同硝酸镧浓度下在齿轮钢表面制备的5种锰系复合磷化膜的厚度Fig.3 Thickness of five manganese composite phosphating films prepared on gear steel under different concentrations of lanthanum nitrate
图4为不同硝酸镧浓度下在齿轮钢表面制备的5种锰系复合磷化膜的硬度。从图4可以看出,磷化液中不添加硝酸镧时,锰系复合磷化膜的硬度为255.8 HV。磷化液中添加硝酸镧后,随着硝酸镧浓度增加至90 mg/L,锰系复合磷化膜的硬度呈现先增大后减小的趋势。当硝酸镧浓度为60 mg/L时,锰系复合磷化膜的硬度最高,达到310.4 HV。研究表明,膜层的硬度主要与晶粒尺寸、晶粒结合程度及其致密度有关[15-17]。结合上述分析,适量硝酸镧促使锰系复合磷化膜的晶粒细化,结合更加紧密,致密性逐步改善,因此承载能力和抵抗塑性变形能力增强,表现为硬度增大。然而,过量硝酸镧导致锰系复合磷化膜的晶粒粗大,致密性变差,承载能力和抵抗塑性变形能力下降,因此硬度明显减小。

图4 不同硝酸镧浓度下在齿轮钢表面制备的5种锰系复合磷化膜的硬度Fig.4 Hardness of five manganese composite phosphating films prepared on gear steel under different concentrations of lanthanum nitrate
2.3 硝酸镧浓度对锰系复合磷化膜耐磨性能的影响
图5为不同硝酸镧浓度下在齿轮钢表面制备的5种锰系复合磷化膜磨损表面微观形貌。可见5种锰系复合磷化膜表面都存在裂纹和不同形态的磨屑,磨损后形成不规则磨损区域。但磨损程度存在明显的差异,这与锰系复合磷化膜的晶粒尺寸、致密度以及PTFE颗粒含量不同有着密切关系。

图5 不同硝酸镧浓度下在齿轮钢表面制备的5种锰系复合磷化膜磨损表面微观形貌Fig.5 Microstructure of wear surface of five manganese composite phosphating films prepared on gear steel under different concentrations of lanthanum nitrate
磷化液中不添加硝酸镧时,锰系复合磷化膜表面剥落程度严重,附着许多块状和细小颗粒状磨屑,裂纹杂乱且延伸扩展。磷化液中添加硝酸镧后,随着硝酸镧浓度增加至60 mg/L,锰系复合磷化膜表面剥落程度减轻,形成的裂纹较少且未呈连续性延伸。尤其当硝酸镧浓度为60 mg/L时,锰系复合磷化膜表面无较大区域剥落,磨屑主要呈细小颗粒状,其磨损程度最轻。由于在一定浓度范围内硝酸镧促使锰系复合磷化膜的晶粒细化,致密性逐步改善,硬度增大且抵抗塑性变形能力增强,可以减轻摩擦过程中法向载荷和磨粒刮擦共同导致的磨损程度。另外,PTFE颗粒凭借自润滑特性在摩擦过程中受到挤压伴随着磨屑转移到摩擦副接触面可以起到自润滑减摩作用[18-20]。
一般情况下,锰系复合磷化膜中PTFE颗粒含量越高,自润滑减摩作用越明显。因此,当硝酸镧浓度为60 mg/L时,锰系复合磷化膜的磨损程度最轻,表现出优良的耐磨性能,可以为齿轮钢提供更好的抗磨损作用。然而,随着硝酸镧浓度从60 mg/L继续增加至90 mg/L,锰系复合磷化膜表面磨损程度反而加重,剥落区域的面积扩大,磨屑主要呈块状且形成较深延伸的裂纹。由于硝酸镧过量导致锰系复合磷化膜晶粒之间存在较大空隙,致密性变差,承载能力和抵抗塑性变形能力下降。因此,摩擦过程中在法向载荷和磨粒刮擦共同作用下对锰系复合磷化膜表面造成严重磨损。另外,硝酸镧过量还会导致锰系复合磷化膜中PTFE颗粒质量分数较低,摩擦过程中PTFE颗粒起到的自润滑减摩作用有限,也导致锰系复合磷化膜表面磨损程度加重。
图6为不同硝酸镧浓度下在齿轮钢表面制备的5种锰系复合磷化膜的摩擦系数和磨损失重。从图6看出,磷化液中不添加硝酸镧时,锰系复合磷化膜的摩擦系数和磨损失重分别为0.44、4.8×10-3g/mm2。当向磷化液中添加硝酸镧后,随着硝酸镧浓度增加至90 mg/L,锰系复合磷化膜的摩擦系数和磨损失重都呈现先降低后增加的趋势。当硝酸镧浓度为60 mg/L时,锰系复合磷化膜的摩擦系数最低,相比于齿轮钢(0.65)降低了约32.3 %,磨损失重仅为3.9×10-3g/mm2,相比于齿轮钢(1.02×10-2g/mm2)降低了约61.8%,进一步表明其耐磨程度最轻,表现出优良的耐磨性能,可以为齿轮钢提供更好的抗磨损作用。

图6 不同硝酸镧浓度下在齿轮钢表面制备的5种锰系复合磷化膜的摩擦系数和磨损失重Fig.6 Friction coefficient and weight loss of five manganese composite phosphating films prepared on gear steel under different concentrations of lanthanum nitrate
2.4 硝酸镧浓度对锰系复合磷化膜耐腐蚀性能的影响
图7为不同硝酸镧浓度下在齿轮钢表面制备的5种锰系复合磷化膜的极化曲线,表1列出了根据极化曲线得到的腐蚀电位和腐蚀电流密度。从图7看出,磷化液中添加硝酸镧后,锰系复合磷化膜的腐蚀电位正移,腐蚀电流密度也降低,表明耐腐蚀性能得以改善,但硝酸镧浓度变化对锰系复合磷化膜的耐腐蚀性能有一定影响。

图7 不同硝酸镧浓度下在齿轮钢表面制备的5种锰系复合磷化膜的极化曲线Fig.7 Polarization curves of five manganese composite phosphating films prepared on gear steel under different concentrations of lanthanum nitrate
由表1可知,随着硝酸镧浓度增加至60 mg/L,锰系复合磷化膜的腐蚀电位逐渐正移,腐蚀电流密度呈现降低趋势,这表明在一定浓度范围内硝酸镧促使锰系复合磷化膜的耐腐蚀性能明显改善。原因是在一定浓度范围内硝酸镧促使锰系复合磷化膜的晶粒细化,致密性逐步改善且厚度有所增加,阻隔腐蚀性离子的渗透能力增强,从而增加腐蚀阻力。另外,在一定浓度范围内硝酸镧促进PTFE颗粒伴随着磷化膜沉积,较多PTFE颗粒掺杂导致锰系复合磷化膜发生电化学腐蚀反应的难度增加,腐蚀倾向减弱。

表1 根据极化曲线得到的腐蚀电位和腐蚀电流密度Tab.1 Corrosion potential and current density obtained according to polarization curves
当硝酸镧浓度为60 mg/L时,锰系复合磷化膜的腐蚀电流密度仅为7.3×10-7A/cm2,相比于齿轮钢的腐蚀电流密度降低了两个数量级,可以为齿轮钢提供更好的腐蚀防护作用。然而,随着硝酸镧浓度从60 mg/L继续增加至90 mg/L,锰系复合磷化膜的腐蚀电位反而负移,腐蚀电流密度呈现增加趋势,表明硝酸镧过量导致锰系复合磷化膜的耐腐蚀性能下降。原因是硝酸镧过量导致锰系复合磷化膜晶粒之间存在较大空隙,致密性变差,厚度也明显降低,阻隔腐蚀性离子渗透能力下降,造成腐蚀区域扩展较快。另外,硝酸镧过量阻碍了PTFE颗粒伴随着磷化膜沉积,较少PTFE颗粒掺杂导致锰系复合磷化膜发生电化学腐蚀反应的难度降低,腐蚀倾向增大。
图8为不同硝酸镧浓度下在齿轮钢表面制备的5种锰系复合磷化膜的耐硫酸铜点滴时间。从图8看出,磷化液中添加硝酸镧后,锰系复合磷化膜的耐硫酸铜点滴时间延长了35 s,但随着硝酸镧浓度增加呈现先延长后缩短的趋势,进一步证实在一定浓度范围内硝酸镧促使锰系复合磷化膜的耐腐蚀性能逐步改善。当硝酸镧浓度为60 mg/L时,锰系复合磷化膜的耐硫酸铜点滴时间最长,达到540 s,其耐腐蚀性能最好,与上述分析结果相吻合。然而,硝酸镧过量导致锰系复合磷化膜的耐腐蚀性能下降,表现为耐硫酸铜点滴时间明显缩短。
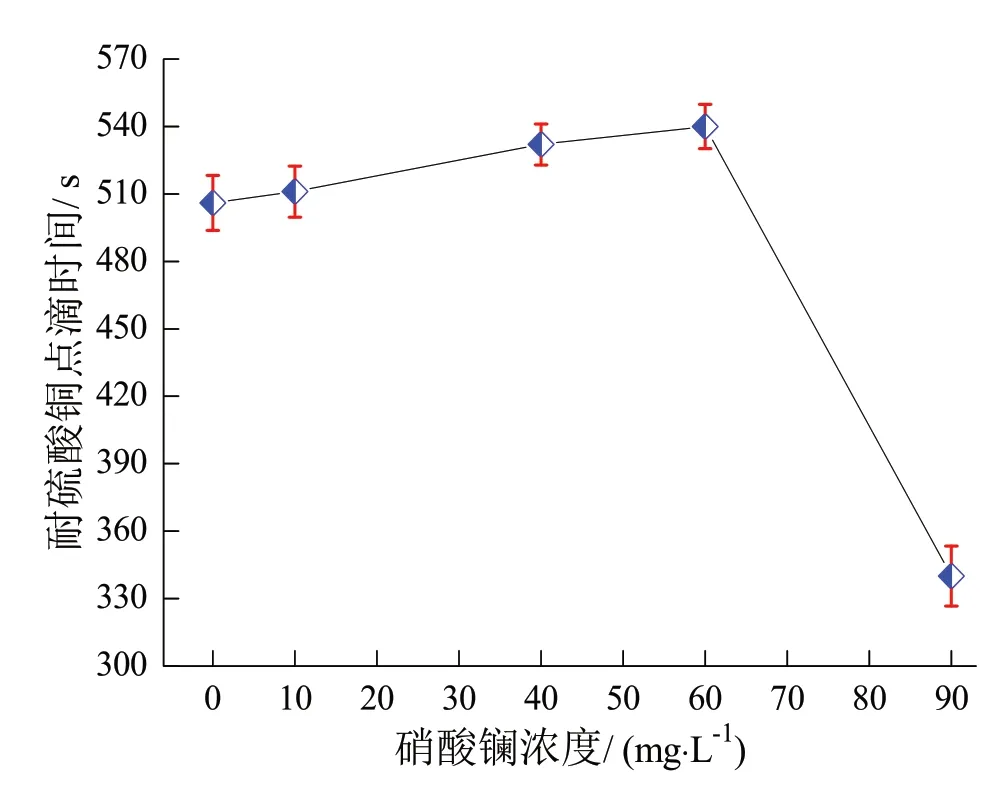
图8 不同硝酸镧浓度下在齿轮钢表面制备的5种锰系复合磷化膜的耐硫酸铜点滴时间Fig.8 Copper sulfate dropping time of five manganese composite phosphating films prepared on gear steel under different concentrations of lanthanum nitrate
3 结论
(1)磷化液中硝酸镧浓度对齿轮钢表面锰系复合磷化膜的微观形貌、PTFE颗粒质量分数、厚度、硬度、耐磨性能和耐腐蚀性能都有一定影响,在一定范围内硝酸镧浓度增加,促使锰系复合磷化膜的晶粒细化,致密性逐步改善。同时促进PTFE颗粒伴随着磷化膜沉积,起到较好的自润滑减摩作用和填充晶粒间空隙、阻碍腐蚀性离子渗透作用,有效地改善锰系复合磷化膜的耐磨性能和耐腐蚀性能。
(2)硝酸镧浓度为60 mg/L时制备的锰系复合磷化膜晶粒尺寸为5 μm左右,致密性较好,PTFE颗粒质量分数最高,其厚度和硬度分别达到11.8 μm、310.4 HV,表现出优良的耐磨性能和耐腐蚀性能。相比于齿轮钢,该锰系复合磷化膜的摩擦系数和磨损失重都降低了30%,腐蚀电流密度降低了两个数量级,仅为7.3×10-7A/cm2,可以提供更好的抗磨损和腐蚀防护作用。
