采用Taguchi方法的铝合金拼焊板成形性能比较研究
2022-10-10伍杰钱佑臣赵晨阳
伍杰,钱佑臣,赵晨阳
(1. 湖南工学院 智能制造与机械工程学院,湖南衡阳 421002;2. 湖南工学院 材料科学与工程学院,湖南衡阳 421002)
近年来,由于铝合金拼焊板强度/重量比的优势,在汽车轻量化领域得到了越来越广泛的应用,有成为钢拼焊板替代者的趋势[1-2]。与钢拼焊板相比,铝合金拼焊板的应用中主要存在两个问题[3]:1)焊接性的问题。众所周知,铝合金的焊接性低于钢的焊接性。铝合金的反射率高,传统的熔化方法(例如激光焊接等)焊接铝合金时,容易出现热裂纹和元素损失,极大地影响了铝合金的应用。搅拌摩擦焊接作为一种固态连接的方法,克服了熔化焊接的缺陷,成为铝合金焊接的常用的方法之一[4]。2)室温成形性能的问题[5]。成形性能是板材(包括拼焊板)最重要的性能指标参数之一,得到了研究者非常广泛的关注[6-8]。研究拼焊板成形性能的方法很多,主要包括LDH实验[6]、IE实验[9]和FLC实验[10]等。影响拼焊板成形性能的因素也很多,比如组成拼焊板的母材厚度比[11],强度比[12]以及焊缝的方向与失配参数[13]等;不同的焊接方法对拼焊板的成形性能也有一定的影响[14];此外,拼焊板与成形模具之间接触配置对成形性能也有影响。
为了研究上述因素对铝合金拼焊板成形性能的影响,采用实验方法研究了搅拌摩擦焊接和激光焊接方法制备的铝合金AA5754拼焊板的成形性能,研究了Face-Root 配置和厚度差异对极限拱顶高度值(Limiting dome height,LDH)的影响,此外,还采用Taguchi方法分析了3种因素对LDH值影响的重要程度。
1 试验
1.1 材料
制备拼焊板采用的铝合金型号是AA5754,其化学成分及相应的力学性能参数如表1和表2所示。研究异种厚度影响时,较薄一侧母材的尺寸为203 mm × 100 mm × 3 mm,较厚一侧母材的尺寸为203 mm ×100 mm ×3.8 mm;研究同种厚度影响时,母材的尺寸均为203 mm ×100 mm ×3 mm。

表1 AA5754铝合金各元素质量分数 %

表2 AA5754铝合金力学性能
1.2 铝合金拼焊板制备方法与工艺
搅拌摩擦焊接方法的工艺参数为:搅拌针的旋转速度为1950 r/min,焊接速度为3 m/min,搅拌针的长度为3.5 mm,轴肩直径为12 mm,搅拌的倾角为1°。激光焊接方法的工艺参数为:激光功率2 kW,焊接速度4 m/min,采用纯氩气为保护气体,气流量为30 L/min,激光束斑直径为3 mm。如图1所示是采用搅拌摩擦焊和激光焊接方法制备的AA5754铝合金拼焊板及相应的尺寸示意图。
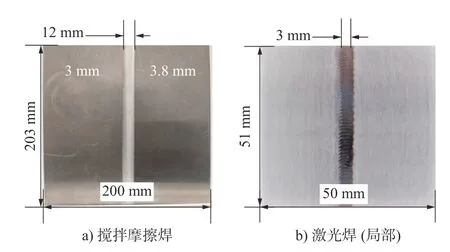
图1 采用不同方法制备的铝合金拼焊板及尺寸
1.3 LDH实验
极限拱顶高度实验采用直径为101.6 mm的半球形冲头对板材进行冲压成形,如图2所示,板材断裂时对应的成形高度称为LDH值。LDH值越大,表明板材的成形性能越好。
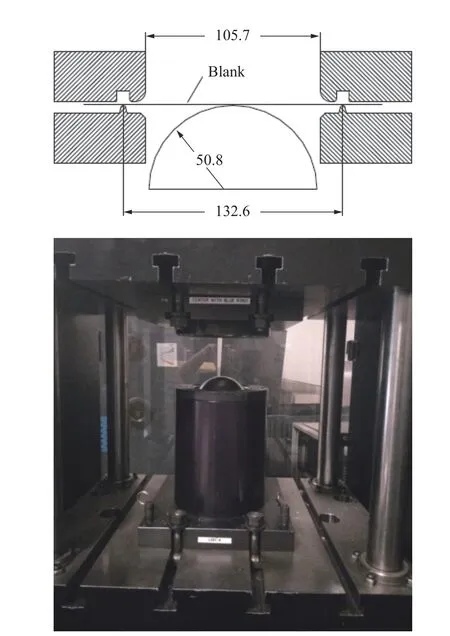
图2 LDH实验示意图与设备
为了精确地测定LDH值,采用德国GOM公司的ARAMIS动态光学应变测试系统对板材的变形情况进行实时记录和测量,实验装置如图3所示。ARAMIS采用数字图像相关技术(Digital image correlation,DIC),通过追踪物体表面预先喷涂的散斑图像,实现变形过程中物体表面的三维坐标、位移及应变的测量。

图3 ARAMIS的摄像头及数据处理系统
根据测量表面的不同(在测量表面会喷涂散斑),将冲头与板材接触的形式分为两种:一种是Face 配置,如图4a)所示,即与冲头接触的是焊缝根部(Weld root),喷涂散斑的是焊缝表面(Weld face)所在平面;相应地,另一种是Root 配置,如图4b)所示,喷涂散斑的是焊缝根部(Weld root)所在平面。

图4 两种配置示意图
2 结果与讨论
2.1 异种厚度时的LDH值
从断裂产生的位置来看:采用搅拌摩擦焊制备的铝合金拼焊板,不论是Face配置,还是Root配置,断裂都产生于厚度较薄的母材一侧,且裂纹扩展方向与焊缝平行,如图5所示,这与文献[11]的研究结果是一致的;采用激光焊接制备的铝合金拼焊板,断裂仍然发生在厚度较薄的母材一侧,如图6所示。
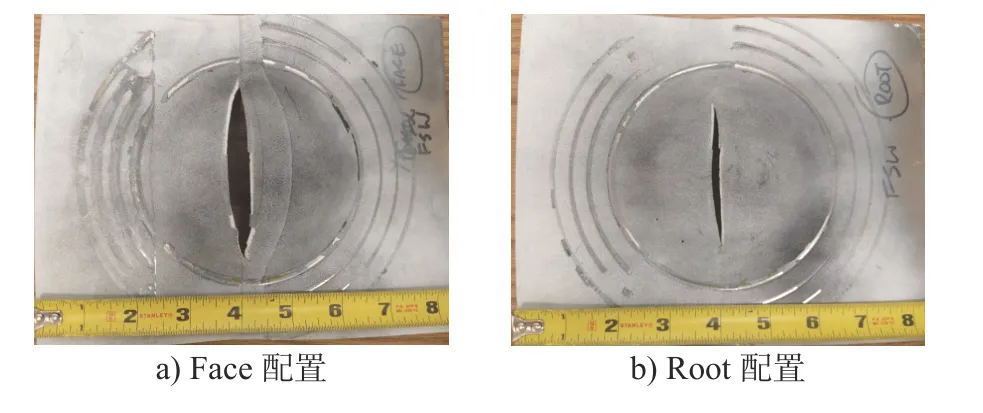
图5 搅拌摩擦焊制备的异厚度AA5754铝合金拼焊板LDH实验时的断裂模式
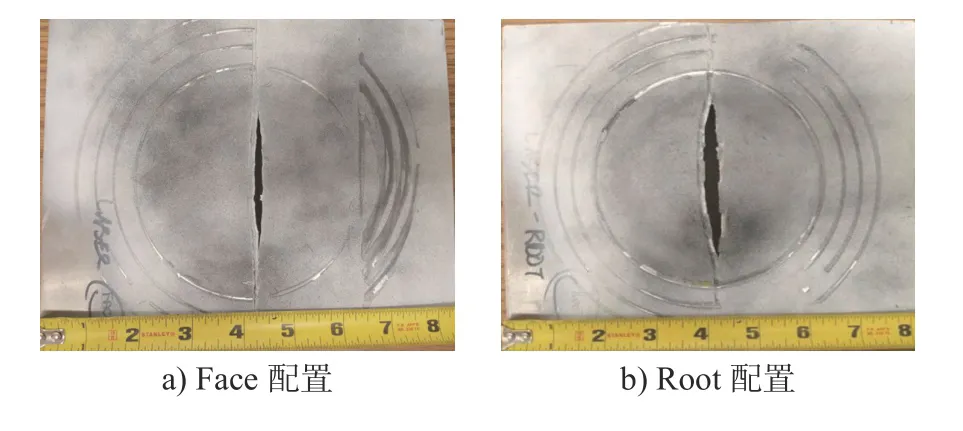
图6 激光焊制备的异厚度AA5754铝合金拼焊板LDH实验时的断裂模式
LDH实验时,拼焊板被上、下压边圈固定,与冲头接触的板材处于自由变形状态,由于厚度的差异,焊缝会朝较厚母材一侧移动,变形主要发生在较薄的母材一侧。从拼焊板的成形性能来看:采用搅拌摩擦焊接方法制备的铝合金拼焊板, Face 配置时的LDH值(20.7 mm)要小于Root配置时的 LDH值(21.87 mm);采用激光焊接方法制备的铝合金拼焊板,Face配置时的LDH值(17.61 mm)依然小于Root 配置时的LDH值(19.81 mm)。无论是激光焊接,还是搅拌摩擦焊接,Face配置时的LDH值都要小于Root配置时的LDH值,结果如表3所示。

表3 异厚度铝合金AA5754拼焊板LDH实验结果(3 mm vs 3.8 mm)
2.2 同种厚度时的LDH值
图7和图8分别是采用搅拌摩擦焊和激光焊接制备的两侧母材厚度相同的铝合金拼焊板的断裂情况,断裂位置均位于冲头与板材接触的自由边缘,这与单一母材的断裂情况是相同的[15]。
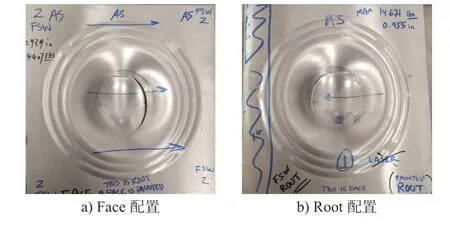
图7 搅拌摩擦焊制备的磨削为相同厚度后的AA5754铝合金拼焊板LDH实验时的断裂模式
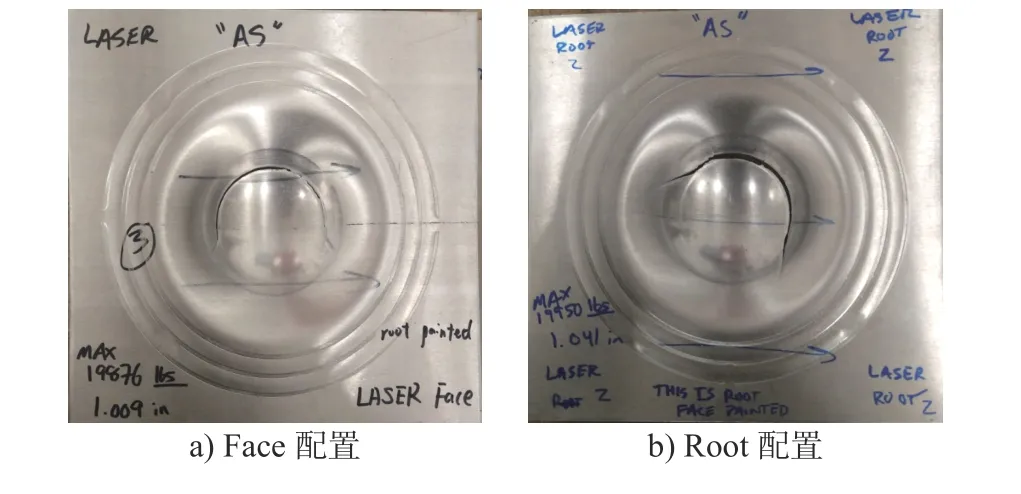
图8 激光焊接方法制备的磨削为相同厚度后的AA5754铝合金拼焊板LDH实验时的断裂模式
从拼焊板的成形性能来看:拼焊板两侧母材厚度相同时,采用搅拌摩擦焊接和激光焊接制备的铝合金拼焊板,不论是Face 配置,还是Root配置,其LDH值比异种厚度时的LDH值增加;与异厚度相同的情况是,同种厚度(3 mm)时,Root配置的LDH仍然高于Face配置的LDH值,如表4所示。

表4 同厚度铝合金AA5754拼焊板LDH实验结果
拼焊板两侧母材厚度不同时,搅拌摩擦焊制备的铝合金拼焊板LDH值要高于激光焊接制备的铝合金拼焊板的LDH值。而两侧母材厚度相同时,激光焊接制备的铝合金拼焊板的LDH值要高于采用搅拌摩擦焊接方法制备的铝合金拼焊板。这与目前文献报道的结果具有一致性:影响拼焊板LDH值的因素很多,包括厚度比、强度比等[16],此外还有焊接方法[17],以及焊缝非线性因素[18]等,其中厚度比是最主要的影响因素,当厚度比差异较大时,其他因素都处于次要地位[17]。
2.3 基于DOE方法的影响因素分析
实验设计(Design of experiment,DOE)方法以概率论和数理统计为基础,通过对实验进行合理安排,能够以较小的实验成本,获得理想的实验结果和得出科学的结论[19]。Taguchi方法是实验设计一种,利用正交实验确定影响因子水平与实验结果间的关系,计算各影响因素对实验结果的信噪比,通过方差确定各个影响因素对实验结果的影响程度[20]。为了分析焊接方法,Face- Root配置方法和厚度差异对拼焊板成形性能的影响,采用基于信噪比分析的Taguchi方法进行实验设计[21]。采用L4(23)正交表分析焊接方法、配置方法和厚度差异这3种因素对LDH值的影响。根据DOE方法,可以得到正交表和实验数据表,如表5所示。

表5 L4(23)正交实验表和实验数据表
根据拼焊板成形性能的表征方法,LDH越大,成形性能越好。所以进行信噪比(S/N)分析时,S/N值取较大值,根据信噪比的计算公式,即
采用Minitab软件进行分析,可以得到4次实验的S/N比分别为24.9152、28.4452、27.5315和26.7970。S/N信噪比一览表,如表6所示。从信噪比的分析可以得出,在影响铝合金拼焊板成形性能的3种因素中,最主要因素是厚度的差异,配置方法的影响较厚度差异要小,对LDH值影响最小的是焊接方法。

表6 基于LDH值的S/N 信噪比一览表
3 结论
采用实验方法研究AA5754铝合金拼焊板的成形性能,并采用Taguchi方法分析拼焊板成形性能的影响因素。实验结果表明:
1) 对于异种厚度的铝合金拼焊板,无论是搅拌摩擦焊接还是激光焊接,Face 配置时的LDH值要都要小于Root 配置时的LDH值;但激光焊接的拼焊板的LDH要小于搅拌摩擦焊接的拼焊板。
2) 对于同种厚度的铝合金拼焊板,不论是Face配置,还是Root配置,LDH都大于异种厚度时的LDH值;无论是搅拌摩擦焊接还是激光焊接,Face配置时的LDH值仍然小于Root 配置时的LDH。
3) Taguchi方法分析结果表明:在3种影响因素中,厚度差异是最主要的影响因素,Face-Root 配置的影响较小,对于LDH影响最小的是焊接方法。
