激光跟踪仪在大尺寸偏心轴测量上的应用
2022-10-01田永
田 永
(常州宝菱重工机械有限公司,江苏 常州 213000)
偏心轴是一种外圆与外圆的轴线平行而不重合的工件。偏心轴一般是通过偏心孔固定在电机旋转轴上,在电机启动时做凸轮运动。为保证机加工的精度,一般大尺寸的偏心轴在加工过程中需要多次对其形位公差进行检测,特别是偏心轴的平行度和偏心距。大尺寸偏心轴的检测一般需要在大型龙门铣床(或者三坐标测量机)上进行,首先要将偏心轴从卧式车床(或者磨床)上搬运到龙门铣床(或者三坐标测量机)上,然后找正偏心轴的基准轴线,仅这一个环节就需要耗费大量的时间。
激光跟踪仪具有便携性,#以直接在加工现场进行测量,使得大尺寸偏心轴在加工过程中不需要移下机床就#以快捷测量。本文以连铸机摆剪曲轴为例简要介绍激光跟踪仪在偏心轴测量上的应用。
1 连铸机摆剪曲轴介绍
连铸机摆剪主要由上下剪刃组成,上下剪刃固定在刀架上,刀架由曲轴带动,曲轴一端联接减速机,如图1所示。
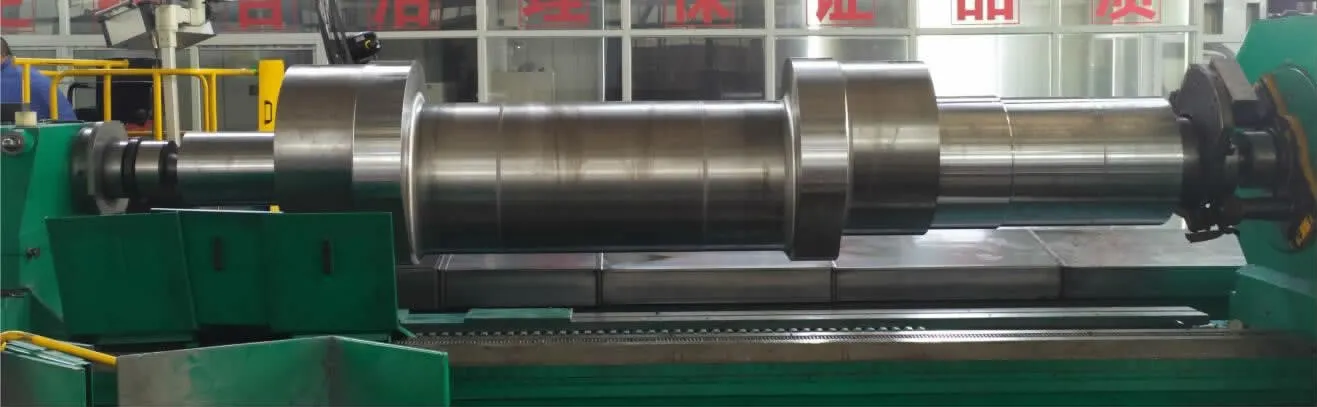
图1 正在磨床上进行加工的连铸机摆剪曲轴
曲轴轴承中心线O,上剪刃轴线O1,偏心距70 mm,下剪刃轴线O2,偏心距90 mm,当曲轴转动时,下剪刃向上运动,上剪刃在下剪刃框架的滑道内向下运动,由剪刃在滑道内的相对运动实现对板坯的剪切[1]。如图2所示。
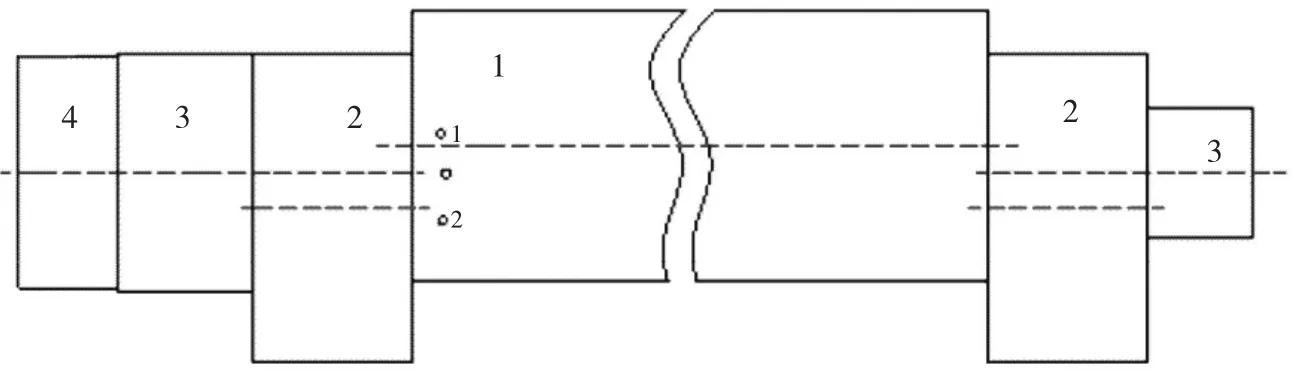
图2 连铸机摆剪曲轴示意图
曲轴在机加工阶段,需要通过测量各轴的平行度、轴径、偏心距等关键指标来验证加工精度,通过测量结果随时调整加工方案,确保制造出合格产品。
2 激光跟踪仪的简介
2.1 激光跟踪仪的测量原理
激光跟踪仪测量系统本质上是一种球坐标测量系统。它测量目标点的距离及水平和竖直方向的偏转角,从而得到以跟踪仪测量中心为原点的目标点空间三维坐标[2],如图3所示。

图3 FARO Vantage E型激光跟踪仪及回射目标(SMR)
2.2 FARO Vantage E激光跟踪仪主要技术参数
工作范围:测距半径0~35 m;水平旋转角:360°;垂直旋转角:+77.9°~52.1°。
距离测量精度:16 μm+0.8 μm/m;角度测量精度:20 μm+5 μm/m[3]。
3 测量的过程
被测偏心轴为连铸机摆剪曲轴,长度在4 m左右,最大的轴径800 mm,属于大尺寸偏心轴。本次测量在加工现场进行,摆剪曲轴正在磨床上加工。
3.1 测量前准备
(1)激光跟踪仪的现场安装。首先连接FARO Vantage激光跟踪仪的各种线缆,包括电源线、数据线、材料温度传感器、无线网天线等。再次确认后打开激光跟踪仪电源开关,进入开机自检阶段,整个开机自检过程大概40 min。激光跟踪仪的摆放位置需要特别注意,根据激光跟踪仪的技术参数分析#知其测角误差大于测距误差,所以在等距情况下仪器的旋转角应尽量小,必要时#适当增加距离以获得尽量小的旋转角度。
(2)激光跟踪仪快速补偿。Faro Vantage激光跟踪仪具有快速补偿功能,为保证测量准确性,减小测量误差,需要在开机自检完成后进行快速补偿。快速补偿是一种单点补偿,所以需要将回射靶球(SMR)放置在工件附近,然后开始做快速补偿,补偿过程大概5 min。补偿完成即#展开正式测量。
3.2 开始测量
首先测量摆剪曲轴的关键要素,如图2所示,包括①上剪刃轴;②下剪刃轴;③刀架轴承座轴;④减速机连接轴。使用激光跟踪仪自带测量软件CAM2的测量圆柱功能,完成各关键要素的测量(如图4所示),此过程大概10 min。

图4 FARO Vantage激光跟踪仪CAM2测量软件的测量界面
此过程需要注意三点:①为保证测量的准确性,每个圆柱需要采集13个以上点位;②三坐标测量机或激光跟踪仪测量大半径小圆弧的圆柱时误差较大,所以应尽#能测量超过半圆的大圆弧,减小圆柱拟合误差;③为方便观察各圆柱轴线平行度,对于长轴距圆柱,我们在该圆柱两端分别测量一个短轴距圆柱,即上剪刃轴1的左右两侧分别测量一个短圆柱,下剪刃轴2的左右两侧分别测量一个短圆柱,刀架轴承座3的左右两侧分别测量一个短圆柱。
3.3 建立坐标系
测量完成,下一步建立坐标系。以刀架轴承座轴3(左端)和3(右端)轴心连线作为基准轴线,将此基准轴线作为进阶坐标系第一特征,其轴线方向定为Z轴。再选取上剪刃轴1上一辅助加工平面作为坐标系第二特征,其法线方向定为X轴。将刀架轴承座轴3(左端)的轴心定义为坐标系原点。一个进阶的坐标系由此建立完成,如图5所示。
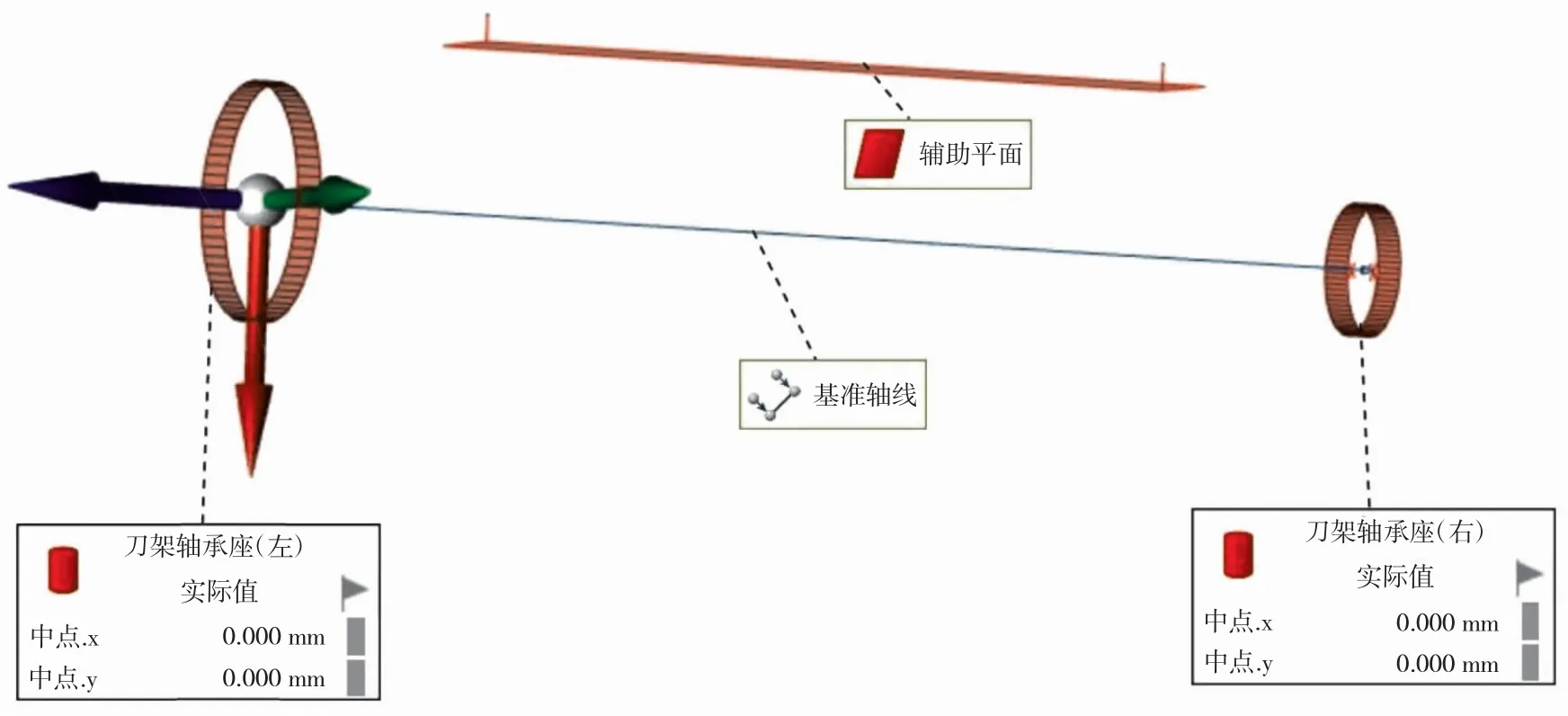
图5 进阶坐标系的示意图
此过程需要注意,坐标系必须是进阶的,且必须是把基准轴线作为第一特征。另外辅助平面必须是偏心轴上的加工面,且其法线方向与基准轴线垂直。
3.4 数据分析
已知各偏心轴两端坐标值(如图6)分别为:①上剪刃轴(左):X=0.013 mm,Y=-70.056 mm;上剪刃轴(右):X=0.002 mm,Y=-70.053 mm。②下剪刃轴(左):X=0.037 mm,Y=90.061 mm;下剪刃轴(右)X=0.020 mm,Y=90.022 mm。通过简单计算得出,上剪刃轴x轴方向平行度为0.013-0.002=0.011 mm,Y轴方向平行度为70.056-70.053=0.003 mm,偏心距为70.056~70.053 mm区间范围。下剪刃轴X轴方向平行度为0.037-0.020=0.017 mm,Y轴方向平行度为90.061-90.022=0.039 mm,偏心距为90.061~90.022 mm区间范围。

图6 各轴的轴心坐标值示意图
4 总结
此次测量耗时如下:①设备安装,开机热检50 min,②快速补偿5 min,③测量10 min,④建立坐标系,数据分析5 min。从设备安装到完成数据分析不超过70 min。综上,使用激光跟踪仪测量大尺寸偏心轴,不但显著节省了测量时间,还很直观地把测量数据呈现给测量人员,极大地缩短了制造周期,缩减了制造成本。但是本次测量也存在着以下问题:①震动对仪器的测量精度不#避免存在一定影响,所以,在测量过程中应尽量减少现场的行车或其他震源对测量工作的干扰。②环境温度的影响,机加工现场环境复杂,温度波动大,在测量过程中务必使用材料温度传感器时刻监测工件温度,并进行温度补偿;③激光跟踪仪的精度与距离和角度有直接关系,因此,激光跟踪仪的摆放位置应本着距离近,旋转角度小的原则。这些都是在以后的测量过程中需要注意的重点。
