胶辊式砻谷冲击隔离系统隔振技术分析与仿真
2022-09-30粟超廖敏杨亚军刘鹏
粟超 , 廖敏* , 杨亚军 , 刘鹏
(1.西华大学现代农业装备研究院, 成都 610039; 2.西华大学机械工程学院, 成都 610039)
机械领域振动问题长期存在,且振动与噪声有着密切关系,振动可通过连接件传递至其他工作部件,导致其余工作部件振动[1-3],要控制机械工作过程中产生的动力噪声应考虑减少机械的振动[4-5]。稻谷加工中胶辊式砻谷运用广泛,两个胶辊安装完之后的最小间距小于稻谷平均厚度,利用两胶辊之间的速度差和胶辊对稻谷的挤压作用,完成稻谷的脱壳,但胶辊在挤压稻谷的同时也受到来自稻谷的冲击激励力,胶辊的冲击激励通过胶辊安装座等连接件传递到整机上,引起其他零部件的振动从而额外产生噪声辐射[6];现有稻谷加工主要集中在大型粮食加工企业,企业的主要关注点主要为稻谷加工效率与加工质量上,对稻谷加工设备的振动和噪声问题关注度较少,但稻谷加工设备噪声大的问题又不可忽视且广泛存在,要减少胶辊式砻谷工作时的噪声,应首先考虑对振动源本身的控制,即减少胶辊砻谷工作时振动的传递,这是根本的办法[7-8]。选取鲜米机中的胶辊式砻谷作为研究对象,首先对鲜米机中垄谷装置工作时产生的激励力进行测定,设计实验分析了铸铁制动辊支架和砻谷机箱正面面板的振动情况,然后对砻谷辊激励力进行理论求解,最后以减少振源振动传递的目的,参考胶辊的运动状态和安装方式,提出在胶辊内安装振动隔离装置的方案,并设计一种在胶辊内安装由隔冲器对压并联构成的冲击隔离系统[9];利用软件建立冲击隔离系统的三维模型并导入到ADAMS中,在ADAMS中对冲击隔离系统进行静态下的受压特性、扭转特性仿真分析和脉冲冲击下的动力学仿真分析;胶辊式砻谷冲击隔离系统隔振技术的研究,有助于提高胶辊式砻谷碾米质量,对推动鲜米机低噪声、低振动碾米技术的发展具有实际意义。
1 砻谷辊激励力的检测及计算
1.1 砻谷辊激励力的检测与分析
常用的激励力测试原理为:通过测试被测物的振动加速度信号和参振质量以其乘积来确定激励力幅[10-11]。砻谷装置中的胶辊分为定辊和动辊[12],定辊通过胶辊安装座固定在垄谷装置的机架上,动辊安装在动辊调节支架上以便于调整胶辊之间的轧距[13];胶辊碾米时高速旋转,不能直接测得胶辊径向的加速度信号,但是胶辊工作过程中受到激励力的作用后,产生的振动通过胶辊安装座和动辊调节支架传递到垄谷装置机架上,所以可以测量动辊支架和垄谷机箱正面板的径向加速度信号。使用S956型振动平衡分析仪检测加速度信号,如图1所示。
图2为胶辊受激励力的测试照片,先将鲜米机中的风机皮带和碾米机皮带拆下,仅保留垄谷装置传动皮带工作,尽可能的减少其他工作部件产生的振动,从而影响测量的精度。
(1)为了更好地测量垄谷装置工作过程动辊支架的扰动加速度,将磁座式加速度传感器吸附在胶辊安装座上,且位于两辊分离的方向;启动鲜米机后,利用振动平衡分析仪记录下胶辊安装座的加速度信号曲线图如图3所示。整理了图3所示动辊加速度曲线中的主要频率和对应的加速度振值如表1所示。由图3(a)可得,开始工作时胶辊安装座取得加速度等效单峰振值最大值为0.856 m/s2,与之对应的胶辊安装座加速度的主要频率为37.5 Hz;最大峰值以外的两个较大振值为0.806 m/s2和0.531 m/s2,所对应的频率分别为975 Hz和712.5 Hz。
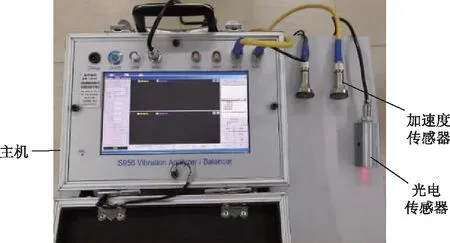
图1 S956型振动平衡分析仪Fig.1 S956 vibration balance analyzer
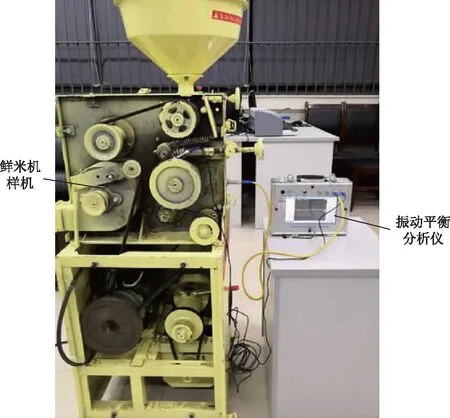
图2 加速度信号检测Fig.2 Acceleration signal detection

图3 加速度信号曲线图Fig.3 Acceleration signal curve

表1 加速度信号的主要频率及振值Table 1 Main frequency and vibration value of acceleration signal
(2)砻谷装置工作时产生的振动传递到机箱面板上后使面板在垂直面板的方向上产生扰动,测量砻谷装置机箱的加速度时,需要将加速度传感器垂直吸附于砻谷装置机箱正面面板上。采用对比实验的方法,首先测量垄谷装置开启后空转情况下机箱面板上的振动加速度,然后测量垄谷装置在工作情况下机箱面板的振动加速度,通过两次实验结果对比分析,可以得到垄谷装置在碾米情况下产生的激励力对机箱上零件的影响,同时验证垄谷装置工作时产生的激励力是否通过轴承安装座和动辊调节支架传递到了机架上。在鲜米机空转情况下记录砻谷装置机箱正面板的加速度振值如图4中CH-2曲线所示,垄谷装置在空转时,垄谷机箱面板受到的激励作用仅为电机旋转引起整机的振动,且加速度振幅值较小;垄谷装置在实际工作碾米时记录的面板振动加速度振值如图4中CH-1曲线所示,由图4可知在垄谷装置工作碾米时,所测得的机箱面板上振动加速度幅值远大与垄谷装置空转时面板上所测得振动加速度幅值,由此可以得出,垄谷装置在工作碾米时受到的激励力通过胶辊安装座等连接件传递到了机箱面板上,引起机箱面板振动加强。由此得出,砻谷装置实际工作碾米时稻谷对胶辊具有冲击激励,且冲击激励通过连接件传递到机箱面板等机架零件上造成了振动的传递,证明了增加隔振减振装置对减少砻谷装置工作时的振动向其他结构传递具有实际意义,对减少噪声的产生具有有益效果。
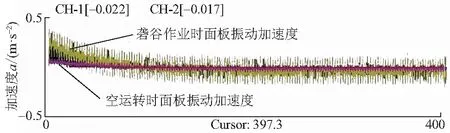
图4 砻谷机箱面板加速度振值对比图Fig.4 Comparison diagram of acceleration vibration value of hulling case panel
1.2 砻谷辊激励力的理论计算
本砻谷装置的基参数如表2所示。由表2可知,快辊线速度为v1=11.4 m/s,慢辊线速度为v2=7.4 m/s。砻谷作业时,经过送料辊拨出的稻谷通过淌板流向快慢辊构成的轧区中,稻谷在轧区内分别与快辊和慢辊的胶面相接触,在快慢辊胶面的作用下稻谷开始加速,由于快辊与慢辊胶面的线速度具有线速差,因此稻谷在轧距内是受到搓碾作用完成糠壳的剥离[14],糠壳剥离后的大米从胶辊轧区抛出。胶辊的相互作用使稻谷加速然后完成脱壳,理论上脱壳后大米的抛出速度不超过快辊胶面的线速度。为便于计算,采用快慢辊的平均线速作为稻谷脱壳后的抛出速度,即

(1)
图5为稻谷在轧区内的受轧示意图,两个胶辊旋转方向相反,两胶辊之间的最小间隙为轧距,稻谷从上往下运动,与胶辊接触的初始点分别为A、A′点,即谷粒受轧起点,通过轧区后与胶辊接触的终点分别为B、B′点,即受轧终点,S1和S2分别为上下轧区的工作距离,谷粒受轧起始角αq和终轧角αz分别为

(2)
(3)
式中:D为胶辊直径;b为轧距,取b=0.4 mm;l1为稻谷平均长度;l2为糙米平均长度,这里取l1=l2=8.5 mm;δ1为稻谷平均厚度,一般为1.7~2.6 mm;δ2为糙米平均厚度,一般为1.5~2.5 mm。
根据《农业机械设计手册》[15],胶辊砻谷机的设计参数,稻谷在轧区内的受轧时间与轧距b、快辊角速度ω1、慢辊角速度ω2等参数有关,快辊角速度为ω1=103.5 rad/s,慢辊角速度为ω2=67 rad/s。稻谷通过轧区的受轧时间tp为

图5 谷粒进入和退出胶辊轧区情况Fig.5 Grain entry and exit from cot rolling area
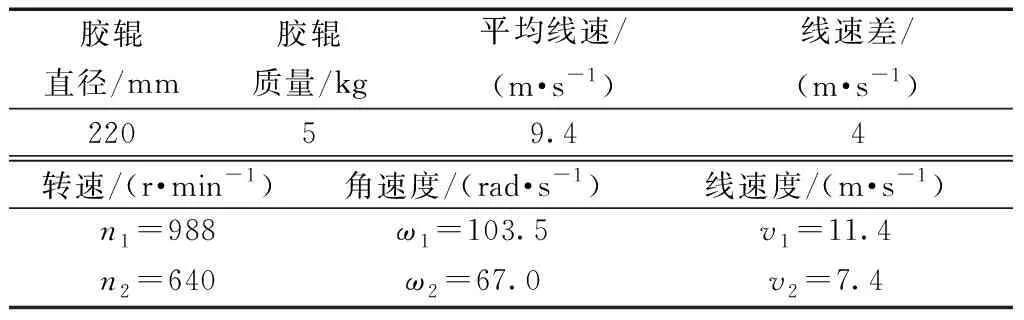
表2 胶辊基本参数Table 2 Basic parameters of cots

(4)
通过式(4)计算可得,单粒稻谷在轧距缝隙的受轧时间为0.002 s。砻谷连续作业时,可以看成是均匀排布的稻谷依次通过胶辊轧区,每一粒稻谷通过轧区时便对胶辊施加一个作用时长2 ms的力,由于作用时间极短,所以可以每粒稻谷施加给胶辊的力看成是一系列作用时间和幅值相同的脉冲冲击。
由于胶辊质量远大于单粒稻谷质量,且稻谷作用在胶辊上的时间极短,因此胶辊在受到单粒稻谷的脉冲冲击后来不及产生位移,不便于直接计算和测量胶辊的速度,从能量转换的角度,胶辊受到的冲击势能转换为胶辊动能,使快、慢胶辊具有分离的位移趋势。为便于计算稻谷通过扎区后胶辊在脉冲冲击下获得的动能,把每粒稻谷通过轧区的受力情况视为相同,便可计算单粒稻谷通过扎区的情况,由于胶辊对冲击力具有缓冲作用,这里先将胶辊和稻谷视为不可压缩的刚体,然后添加胶辊的可压缩率作为修正。
简化后的稻谷受轧示意图如图6所示,胶辊的工作轨迹为一个半径为R的圆,将稻谷视作半径为稻谷平均厚度δ1一半的均匀球体,即稻谷的半径r=δ1/2;稻谷的受轧起点与胶辊回转中心连线与两胶辊回转中心的连线构成的夹角为α。

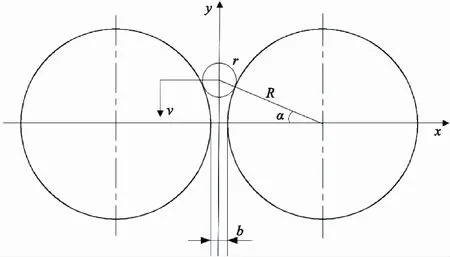
图6 稻谷受轧示意图Fig.6 Schematic diagram of rice rolling

=130 mm/s
(5)
把谷粒的受轧时间tp设置为脉冲时间Δt,每次脉冲的大小用力幅A表示,脉冲冲击作用的效果由冲量I表示,冲量的大小为力作用时间乘以作用力的大小,即I=AΔt,由能量的转化可知,物体所受合外力的冲量等于它的动量的增量,物体动量的增量是指物体质量和速度增量的乘积,即Δp=mΔv,碾米时,取砻谷胶辊速度增量Δv为胶辊的水平运动速度v0,由此可得单次冲击力幅A的计算公式为
(6)
碾米时,送料辊每拨动一次稻谷流入轧区碾米,便产生一次冲击激励作用在胶辊上,因此送料辊的拨送稻谷频率可看成胶辊产生冲击激励的频率;送料辊上槽口的数量与转速大小等因素决定了稻谷流入轧区的快慢,从而引起送料辊频率的不同,送料辊参数如表3所示。

表3 送料辊的参数Table 3 Parameters of feeding roller
由送料辊转速和槽口数计算送料辊连续送料周期和送料辊频率,计算公式为

(7)
(8)
式中:Tf为送料辊连续送料周期;ff为送料辊拨送稻谷频率,因此胶辊承受冲击激励的频率等于ff=33.3 Hz,与激励力检测出的主要频率37.5 Hz相接近,冲击激励周期为0.03 s,由式(4)与式(7)可知,冲击激励的作用时间远小于胶辊砻谷的冲击激励周期,因此可以忽略冲击激励的曲线形状对胶辊砻谷运动状态的影响,进而可以用一特定大小和周期的矩形脉冲函数代替碾米时胶辊受到的冲击激励[17]。
胶辊的脉冲激励简化为等幅矩形脉冲函数后如图7所示,其周期Tf=0.03 s、幅值A=325 N、脉宽为tp=0.002 s。
2 冲击隔离系统仿真及分析
2.1 冲击隔离系统仿真模型建立
根据砻谷工作时旋转的工作状态,经分析设计,利用三维建模软件建立冲击隔离系统的整体模型,在胶辊内安装由隔冲器对压并联构成的冲击隔离系统结构如图8所示,隔冲器的两端分别与胶辊和胶辊安装轴盘连接,在胶辊的的前后两面对压并联装有6个隔冲器,隔冲器内装有弹簧,用于减缓碾米的冲击激励。
在ADAMS中去掉原三维模型的弹簧和螺母等对仿真结果无影响的零件,调整栅格方向与胶辊回转方向平行,然后在胶辊个零件之间添加约束;添加胶辊安装轴盘在栅格垂直方向的全局固定约束;在胶辊安装轴盘和胶辊与隔冲器的连接点处分别添加转动副[18],分别设置隔冲器中各零件之间的运动关系;简化弹簧模型后的隔冲器需要在ADAMS中添加弹簧柔性连接[19],弹簧参数如表4所示,在ADAMS中添加约束后的胶辊冲击隔离系统如图9所示。
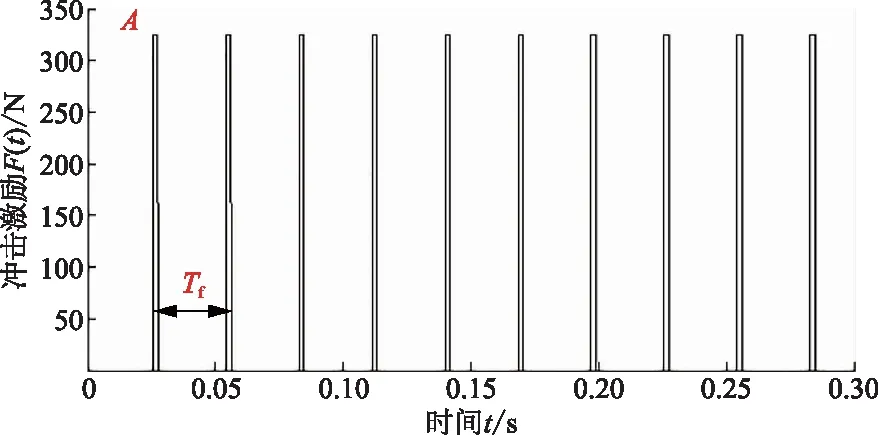
图7 等幅矩形脉冲函数Fig.7 Constant amplitude rectangular pulse function
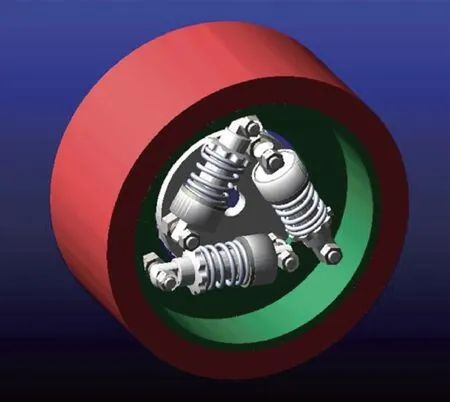
图8 安装隔冲器的胶辊模型Fig.8 Rubber roller model for installing impact isolator

表4 隔冲器弹簧参数Table 4 Spring parameters of shock absorber
图9 添加约束的胶辊冲击隔离系统Fig.9 Rubber roller impact isolation system with added constraint
2.2 冲击隔离系统的静力仿真及分析
2.2.1 冲击隔离系统静态受压特性仿真
设置胶辊沿全局X轴坐标系的正向匀速位移,代表胶辊碾米时在冲击激励作用下的位移趋势,胶辊运动挤压隔冲器中的弹簧,弹簧压缩后挤压胶辊安装轴盘,添加胶辊安装轴盘力的检测,获得冲击隔离系统在准静态压缩时胶辊安装轴盘所受力随胶辊位移变化曲线如图10所示。
当胶辊沿全局X轴坐标正向匀速平移时,胶辊安装轴盘所受力为阶跃响应曲线,胶辊处于初始位置时,弹簧刚度较大不产生压缩量,胶辊与胶辊安装轴盘类似刚性连接,此时胶辊安装轴盘所受力的阶跃量为161 N,胶辊位移量逐渐增加时,胶辊对隔冲器的压力增大,弹簧逐渐被压缩,胶辊运动产生的挤压力受到隔冲器的缓冲作用,胶辊安装轴盘所受力呈缓慢线性增长。此冲击隔离系统在初始位置由隔冲器提供稳定的161 N初始支撑力,保证了胶辊碾米时在激励力较小情况下轧距大小不易改变,保证碾米的稳定性;胶辊承受的冲击激励大于隔冲器提供的初始支撑力时,隔冲器对冲击激励的缓冲作用使胶辊安装轴盘所受力的增量变小,进而使得胶辊不再承受冲击激励时,胶辊安装轴盘所受力的释放时间更短,有利于冲击隔离系统能更快的回到静平衡状态,使冲击隔离系统具有较好的鲁棒性。

图10 胶辊位移-胶辊安装轴盘受力曲线Fig.10 Cot displacement-stress curve of cot installation shaft disc
2.2.2 冲击隔离系统静态扭转特性仿真
胶辊砻谷碾米时,轧区内的稻谷在搓碾作用下脱壳,脱壳时稻谷对胶辊表面施加一个周向的生产阻力,冲击隔离系统需要提供足够大的转矩来克服生产阻力完成脱壳,需要对冲击隔离系统的扭转特性做仿真分析,设置冲击隔离系统在胶辊安装轴盘的轴线方向匀速转动,测量胶辊安装轴盘转矩,胶辊安装轴盘转矩随胶辊转角变化曲线如图11所示。
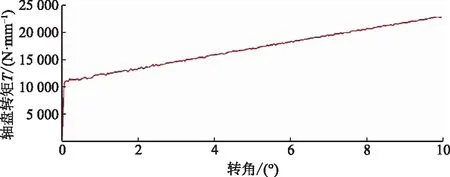
图11 胶辊转角-胶辊安装轴盘转矩变化曲线Fig.11 Cot rotation angle-cot installation shaft disc torque change curve
由图11可知,冲击隔离系统旋转时胶辊安装轴盘的转矩随胶辊转角的变化与静平衡的受压特性相似性,都为阶跃响应曲线,胶辊转角较小时,隔冲器因弹簧刚度而具有保持作用使其不产生变形,胶辊安装轴盘在此刻的转矩阶跃量为11.2 N·m,说明此冲击隔离系统在不碾米和开始碾米时提供一个稳定的抗变形转矩,有效防止冲击隔离系统的扰动。当胶辊转角逐渐增大时,胶辊安装轴盘转矩呈线性增长趋势,胶辊安装轴盘转矩随胶辊转角变化的特性,能保证在较小的胶辊角度偏移量下提供足够转矩用于克服生产阻力,在生产阻力陡然增加不足以克服生产阻力时,胶辊转角偏移度数增加,进一步压缩隔冲器中的弹簧,胶辊安装轴盘上转矩线性增加,防止胶辊安装轴盘上所受的生产阻力陡然增加,有利于保护电机和胶辊,降低生产风险。
2.3 冲击隔离系统隔振减振技术仿真及分析
根据第1节分析计算结果,在ADAMS中对冲击隔离系统添加周期Tf=0.03 s、幅值A=325 N、脉宽tp=0.002 s频率ff=33.3 Hz的单幅周期矩形脉冲驱动,驱动力作用方向为胶辊安装轴盘回转轴线的法线方向,由傅里叶余弦级数对冲击激励合成后的脉冲驱动如图12所示。
矩形脉冲作用下胶辊质心位置发生偏移,建立胶辊质心位移量的检测,建立胶辊安装轴盘受力检测。ADAMS进行动力学仿真,为了使计算仿真能够收敛,常需要设置合适的仿真时间和步数,一般仿真时间为整数,步数是整数且是频率的整数倍,设置仿真时间为1 s,开始仿真后得到胶辊质心位移响应曲线如图13所示。
由图13可知,单幅周期脉冲驱动下胶辊质心位置主要在初始静平衡位置周围拨动,最大偏移量为0.29 mm,胶辊分离轧距增大,最小偏移量为-0.09 mm,胶辊靠拢轧距减小;由于稻谷平均厚度一般在1.7~2.6 mm范围内,轧距变化值远小于稻谷平均厚度差值,及在合适的初始轧距时,由隔离系统引起轧距的变化不影响砻谷机正常碾米。
胶辊安装轴盘受力变化曲线如图14所示,由图14可知胶辊安装轴盘受力的变化频率与脉冲冲击频率相一致,由此再次证明胶辊安装轴盘受力与胶辊所受的冲击激励有直接关系;单幅周期脉冲激励幅值为325 N,在冲击隔离系统的缓冲作用下,传递到胶辊安装轴盘上最大的力为161 N,传递率为49.5%。
在单周期内,冲击隔离系统中的胶辊安装轴盘受力在承受脉冲冲击时突然升至最大值,然后在一个脉冲周期内缓慢回零,表明胶辊冲击激励传递到胶辊安装轴盘上以后,胶辊安装轴盘受力的突变性减弱,进而使得传递到整机结构件上的力更加均匀和平稳,从而减少整机的振动和声辐射。
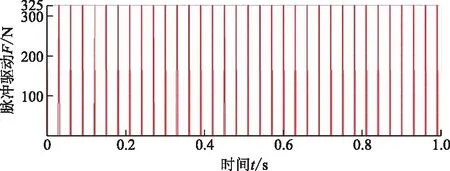
图12 单幅周期脉冲驱动Fig.12 Single amplitude periodic pulse drive
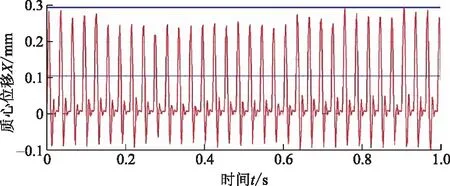
图13 胶辊质心位移响应曲线Fig.13 Response curve of cot centroid displacement
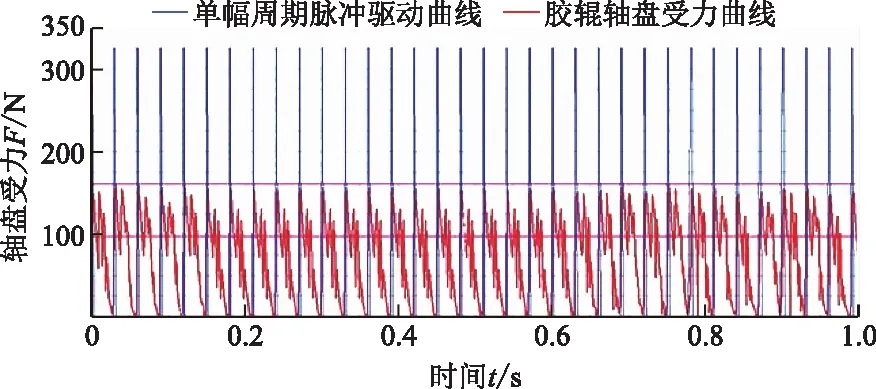
图14 胶辊安装轴盘受力变化曲线Fig.14 Force variation curve of rubber roller installation shaft disc
3 结论
(1)在砻谷辊激励力的测试和分析中,由实验数据可知,垄谷工作碾米时机箱面板上的加速度远大与垄谷空转时面板上的振动加速度,可知胶辊碾米时产生的的冲击激励通过连接件传递到了机架上,引起机架上零件的振动,产生额外的噪声辐射。
(2)安装冲击隔离系统的胶辊在静态受压和扭转特性的仿真时,在初始位置胶辊安装轴盘的受力和转矩变化均为阶跃响应曲线,因为弹簧刚度为冲击隔离系统在径向和周向均提供一个保持效果,防止胶辊在冲击激励较小时轻易产生扰动,工作性能可靠。
(3)在对冲击隔离系统进行脉冲冲击下的动力学仿真分析后,对比分析脉冲冲击与胶辊安装轴盘受力,得到胶辊安装冲击隔离系统后传递力的大小为原结构的49.5%,验证了在胶辊内部对压并联安装隔冲器的冲击隔离系统对减少鲜米机工作时的振动传递和噪声辐射具有有益效果。
