发酵预处理秸秆纤维性状及可降解复合材料的性能
2022-09-28田丰源关明杰杜珂珂雍宬赵宸
田丰源,关明杰*,杜珂珂,雍宬,赵宸
(1. 南京林业大学材料科学与工程学院,南京 210037; 2. 江苏省农业科学院农业资源与环境研究所,南京 210014)
秸秆作为一种天然的生物资源,可以通过一定的手段使其生物降解,达到保护环境的目的[1]。而利用秸秆制备的复合材料,如秸秆纤维板或秸秆刨花板,也能做到无害化降解[2]。天然秸秆表面存在一层蜡质保护层,使得秸秆纤维难于黏合和降解,但通过预处理可以有效消除蜡质层[3]。秸秆纤维的成分和形态都是影响复合材料性能的关键因素,其含有的纤维素和半纤维素具有良好的亲水性和易降解性,是制备可降解复合材料的主要影响因素[4]。利用改性脲醛树脂与未经处理的秸秆纤维制备花盆的研究表明,秸秆制作的可降解花盆虽力学性能较好,但降解速度和降解率达不到预期。其主要原因一方面是脲醛树脂难于降解,另一方面是未经处理的秸秆本身降解速率非常缓慢[5]。为响应需求并实现秸秆在农业上的资源再利用,开发一种易于降解的黏合方式,生产一种以秸秆纤维为增强相且价格低廉的可降解复合材料[6],是当前十分迫切的研究任务。
本研究通过控制秸秆发酵预处理时间获得降解纤维,并测定纤维的纤维特性分布和化学成分变化。以可降解脲醛树脂为胶黏剂,制备可降解复合材料,并对其性能进行评估。结合降解秸秆纤维的性能,分析纤维与复合材料性能之间的关系,为秸秆制备可降解生物材料提供理论依据。
1 材料与方法
1.1 试验材料
稻草秸秆,产自江苏太仓市,无虫蛀、无变色、无霉斑,当年生,气干含水率为12%~14%;可降解脲醛树脂,江苏省农科院研制,黏度38 mPa·s,固体含量55%,游离甲醛含量0.53%,pH为7.26;发酵菌剂,宁粮生物工程有限公司生产。
1.2 试验方法
1.2.1 秸秆发酵预处理
将秸秆原料粉碎为大片状纤维单元,分为3组,每组3 000 g。在3组秸秆纤维中加入发酵菌剂,用量为1%(质量分数)。秸秆原料在含水率为60%~65%的常温密闭厌氧条件下分别处理0,5和10 d。待每组原料的发酵时长达到后,取出风干。对3组纤维单元进行标记,分别为d0、d5和d10。
1.2.2 可降解复合材料制备
将3组原料烘干至含水率为8%~10%,每组取500 g秸秆,施以可降解脲醛树脂,施胶量为质量分数(10.0±0.5)%。在5 MPa、180 ℃的条件下热压压制成300 mm×300 mm×5 mm的复合板材,每组制备5块。热压完成后将板材放置在常温中冷却24 h,然后置于20 ℃、65%相对湿度的条件下至质量恒定,备用。
对冷却后的复合板进行切割处理(50 mm×50 mm和200 mm×50 mm的方形板材若干),以达到试验要求的尺寸规格。对3组不同发酵处理纤维制成的复合材料进行标记,分别为D0、D5和D10。
1.2.3 纤维性能表征
纤维堆积密度测试:参照GB/T 12496.1—1999《木质活性炭试验方法表观密度的测定》,测定发酵预处理前后3组纤维的堆积密度。
纤维的化学成分分析:基于Van Soest原理的纤维素含量分析系统,采用范式测定纤维素含量法,测定发酵预处理前后3组纤维各组分含量[7]。称取两组纤维样品置于直筒烧杯中:一组加入中性洗涤剂、十氢化萘及无水亚硫酸钠,套上冷凝装置于电炉上,煮沸后过滤,用沸水冲洗残渣,至滤液呈中性,再用丙酮冲洗两次,抽滤,烘干并称质量,得到中性洗涤纤维;另一组加入酸性洗涤剂、十氢化萘及无水亚硫酸钠,处理方法相同,得到酸式洗涤纤维。
纤维分布分析:取干净滤纸,称取1.0 g纤维,将纤维单元尽可能均匀地铺在上面,用镊子将重叠与成团的纤维分散开。使用SMZ166体式纤维镜观察,每组随机取100根纤维拍照,并测量纤维长度和宽度。重复上述操作多次,获得100组纤维形貌图,并计算其长细比值,分析其尺寸分布频率。
1.2.4 复合材料物理力学性能测试
参照GB/T 17657—2013《人造板及饰面人造板理化性能试验方法》:测定3组复合材料的密度、含水率、吸水厚度膨胀率、内结合强度,试件规格为50 mm×50 mm,重复测样10次;测定3组复合材料的静曲强度和弹性模量,试件规格为200 mm×50 mm,重复测样10次。
2 结果与分析
2.1 纤维性能表征
2.1.1 纤维堆积密度分析
近年来,显微数码互动系统、数字切片、网络教学等已广泛应用于病理实验教学中,而互联网上丰富的病理文档、图片、视频等也是病理教学资源的重要补充,这就使得学生可以从广度和深度上拓宽并加深对病理学知识点的理解和融会贯通,传统的病理实验教学正逐步蜕变为病理实验教学的全新模式——数字化网络化病理实验教学,我们结合本校的学情设计并应用的电子版实验报告不仅从形式上作出了变革,而且在格式、内容、存放等方面也具有了焕然一新的改革。
发酵时间和纤维堆积密度的关系见图1。由图1可知,3组纤维中,发酵0 d的纤维堆积密度最小,发酵10 d的纤维堆积密度最大。随着发酵时间的延长,堆积密度呈现上升趋势。
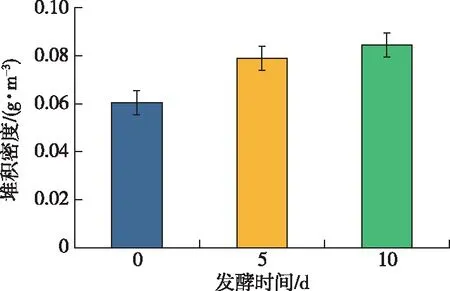
图1 发酵时间对纤维堆积密度的影响Fig. 1 The influence of fermentation time on fiber bulk density
没有经过发酵处理的纤维体积较大,纤维与纤维之间的间隙较大,使纤维不能得到充分紧密的堆积,纤维之间的“搭桥”现象严重,纤维的堆积密度较小[8];发酵5 d的纤维组,纤维没有得到充分的发酵,但纤维本身已经不同程度地膨胀,纤维单元的个体差异较大,而数量少的细小纤维恰好填充了较大纤维之间的间隙,短小纤维能较为充分地进行堆积[9],堆积密度变大;而发酵10 d的纤维组发酵更充足,纤维分离较好,纤维变细长,纤维之间的个体差异继续减小,堆积得更加充分,使堆积密度继续变大。
2.1.2 纤维化学成分分析
不同发酵时间纤维中各纤维成分的质量分数见表1。由表1可知,随着发酵时间的增加,中性洗涤纤维的质量分数从77.00%下降至67.94%,半纤维素的质量分数从30.06%下降至15.84%,酸性洗涤纤维的质量分数与纤维素的质量分数则是先升高后降低,酸性洗涤木质素的质量分数持续增加。其中半纤维素质量分数的减少表现最为明显,说明发酵主要是引起了半纤维素的降解。
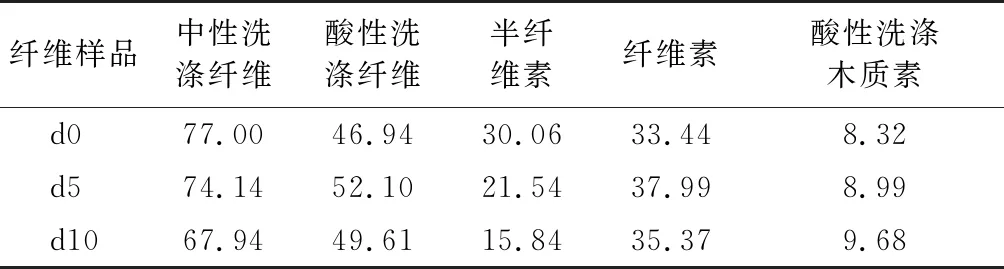
表1 不同发酵时间纤维中各纤维成分的质量分数Table 1 Main chemical contents of straw fibers after different fermentation time durations 单位:%
由于木质素呈褐色,因此木质素质量分数的改变会引起纤维颜色的变化[10]。试验中发现,不同发酵时间的纤维颜色不同,随着纤维发酵时间的增长,纤维的颜色变深。这是由于木质素的质量分数增加所引起的,与表1的结果相符。
半纤维素有良好的亲水性能,使纤维具有纤维弹性,随着发酵时间的增加,半纤维素的质量分数显著降低,导致纤维间结合力降低,进而会影响到纤维复合材料的物理力学性能[11]。因此,随着发酵时间增加,半纤维素质量分数下降,相应复合材料的物理力学性质也会发生改变。
纤维素质量分数没有明显的差异,因此纤维素对纤维的各项性能差异几乎没有影响[12]。
不同发酵时间秸秆纤维尺寸分布情况见图2。由图2A、B、C可知:未发酵的纤维单元的片状较大,纤维较宽,纤维颜色较浅;发酵5 d后的纤维单元明显变小,纤维变窄,颜色也明显变深;而发酵10 d的纤维单元则更小,并且有更多更细的纤维单元出现,颜色变成深褐色。由图2a、b、c可知,发酵0 d的纤维长度范围为1 206~7 809 μm,均值为3 796 μm,宽范围为129~1 525 μm,均值为448 μm,长度和宽度比范围在1.5~32.2,均值为10.7;发酵5 d的纤维的长范围为525~7 853 μm,均值为2 685 μm,宽的范围为91~909 μm,均值为316 μm,长度和宽度比范围在1.4~80.9,均值为9.9;发酵10 d的纤维的长的范围为552~6 211 μm,均值为2 576 μm,宽的范围为96~797 μm,均值为286 μm,长度和宽度比范围为1.6~30.4,均值为10.6。
不同发酵时间秸秆纤维长、宽、长细比的频率分布见图3,长细比即为纤维长度和宽度的比值。由图3可知,随着发酵时间的增加,纤维的长与宽均有减小的趋势。由图3f可知,发酵5 d的长细比频率分布过于集中在20∶1内,细长纤维从基体中分离的较少,总体上长细比减小,这从前面纤维长宽频率分布图也可以看出。由图3c和i可知,图中的数值斜率总体较大且较为集中。发酵0 d和发酵10 d的长细比具有相对均匀的分布梯度,此时的纤维长细比分布是制备可降解纤维复合材料中较为适合的纤维状态。这是因为此时纤维各种长细比的配比都有,在制备复合材料时,各种大小的纤维可以相互填充,使纤维板的胶合更为密实。
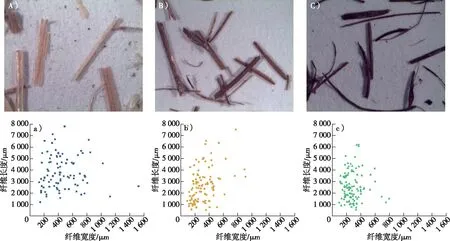
A)d0组纤维的形貌;B)d5组纤维的形貌;C)d10组纤维的形貌;a)d0组纤维的纤维长宽尺寸分布;b)d5组纤维的纤维长宽尺寸分布;c)d10组纤维的纤维长宽尺寸分布。图2 不同发酵时间后秸秆纤维的形貌与尺寸分布图Fig. 2 Size distribution of straw fibers after different fermentation time durations
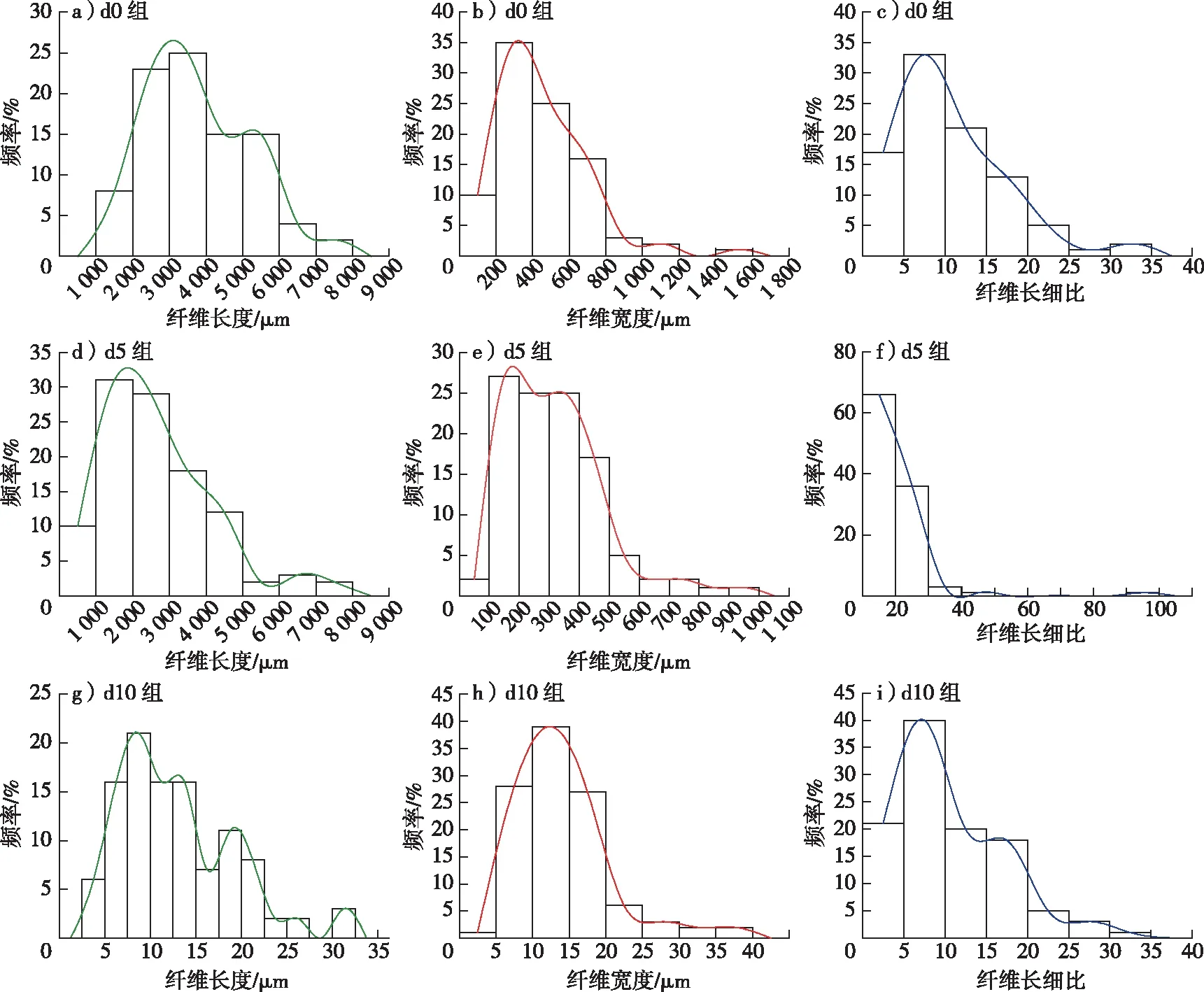
图3 不同发酵时间后秸秆纤维长、宽、长细比的频率分布图Fig. 3 Frequency distribution diagrams of straw fiber length,width and slenderness ratio after different fermentation time durations
由于原材料的纤维分离工艺较好,发酵0 d纤维的纤维长细比分布已经比较均匀;发酵5 d的纤维在发酵初期,纤维处于膨胀阶段尚未完全解体,所以未能呈现出充分发酵时的分离状态,导致纤维之间的形状差异较大,纤维宽度变宽明显(图3e),长细比集中缩小,长细比大的纤维几乎很少;发酵10 d的纤维获得了较为充分的发酵处理,纤维个体的尺寸已经趋于稳定,纤维的性状表现为长细比分布变宽,长和短的纤维的长细比均有出现,纤维的均匀质性变好。纤维因发酵使得尺寸减小,发酵时间越长,发酵就越充分,从而尺寸减小程度就越大。
2.2 可降解复合材料的性能
试验制备的3种可降解秸秆纤维复合材料的物理力学性能结果见表2。
根据GB/T 11718—2009《中密度纤维板》标准规范,对不同发酵时间的纤维制备的试件进行性能评价,含水率为4%~13%,静曲强度≥23 MPa,弹性模量≥2 700 MPa,内结合强度≥0.65 MPa,故试件均为合格产品。

表2 3组可降解纤维复合材料的力学性能Table 2 Mechanical properties of three groups of degradable fiber composites
纤维板的密度与纤维单元的密度和结合致密度有关。但纤维板的密度与纤维单元的密度没有直接关系,而主要取决于结合致密度。由于纤维充分发酵,纤维单元的形态和大小差异变小,纤维单元的密度变大,细小纤维更能填充纤维板的缝隙,有利于提高纤维板的致密性,影响到纤维的结合致密度,使得纤维单元密度越大,纤维板的密度越大[13]。且纤维的长细比适度增加有利于纤维交织,同时不同长细比纤维的分布组合有利于形成均匀的纤维胶接界面,有利于提高纤维的结合性能。因此,发酵10 d的复合材料的密度最大。
发酵时间不同的纤维制成复合板的含水率差异表现不明显。吸水厚度膨胀率取决于纤维的结合情况,纤维越大,纤维之间的缝隙越多,纤维的结合能力也就越弱,发酵5 d的纤维制备的纤维板由于纤维个体形态差异较大,结合表1可以看出木质素还处于降解中,浸泡24 h后蓬松严重甚至解体,发酵10 d的纤维由于发酵较为充分,木质素的比重更大,半纤维素降解量大(表1)和纤维长细比更大(图2),纤维的形态总体变小,复合材料的稳定性有所提高。由于应用了可降解脲醛树脂,胶合界面的防水性能也相应降低,因此3种复合材料的吸水率都比较高[14]。可降解材料的降解前提是水分的渗入引起基体的膨胀,为生物降解提供空间。因此,从吸水厚度膨胀率上看,3种复合材料均易于膨胀。且可降解纤维制备的更易于水分对材料的渗透,从而促进材料的降解[15]。
纤维板内结合强度与纤维发酵时间有密切关系。未发酵的纤维尺寸虽然大,但尺寸较为均匀,比表面积公差值小,纤维的物理结合能力也相对较强;发酵5 d的纤维形态差别较大,铺装过程中易产生“搭桥”现象[16],纤维的总接触面积减小,表面接触不充分,内部结合不紧密,故胶合能力也较差;发酵10 d纤维得以较为充分的发酵,纤维表面微纤维丝的交织更好,也能产生较为充分的结合。
由表2可知,发酵0 d的纤维制备的试件的静曲强度、弹性模量和内结合强度在3组中最大,力学性能较好;发酵5 d的纤维性能最差,而发酵10 d的纤维制备的试件的力学性能又呈现出上升的趋势。静曲强度在发酵5 d后有所降低,但在发酵10 d时有所提高。弹性模量与纤维之间的胶合强度和纤维本身韧性有着直接的关系。发酵0 d的纤维所制备的试件弹性模量已经超过4 000 MPa,而发酵5和10 d的复合材料弹性模量在4 000 MPa以下。发酵10 d的纤维组相比发酵5 d的纤维组,复合材料的静曲强度、弹性模量和内结合强度又增加的主要原因是发酵后纤维的表观虽然粗糙不易涂胶,但是纤维未完全的发酵状态会将更长和更大长细比的微纤丝露出来,不平整的胶合界面的施胶存在过分渗透的情况,增加了胶黏剂的渗透量,由于10 d的秸秆纤维表面已经有长细比大的微纤维出现,使得10 d的纤维中胶黏剂渗透的能力比5 d的大,对纤维的胶合起到增强作用,所以10 d比5 d的力学性能表现好。
3组可降解纤维复合材料的断裂形貌见图4。由图4可知,未发酵的秸秆纤维类似刨花大片状,胶接接合面积大,单元形态较为一致;发酵5 d的断面上分布着大片状的纤维和发酵完成的细小成团纤维,两者不能较好地形成均一界面,属于半生不熟的纤维混杂情况,因此界面胶合不良;发酵10 d的则表现为秸秆纤维的细化,大片状的秸秆数量很少,表现为长细比较大的纤维交织界面,因此力学性能表现比发酵5 d的好。
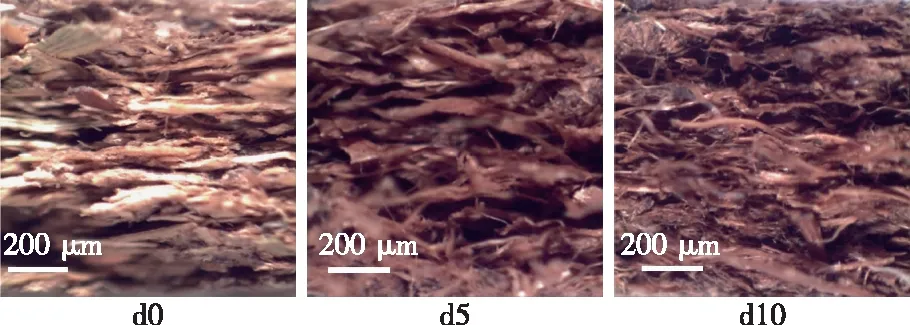
图4 3组可降解纤维复合材料的断裂形貌Fig. 4 Fracture mophology of three groups of dagradable fiber composites
3 结 论
为了提高纤维板的物理力学性能,笔者通过发酵不同天数的纤维单元制备纤维板,研究纤维板的性能差异,主要结论如下:
1)在试验研究范围内,未经发酵的秸秆纤维所采用的纤维形态本身差异小,纤维长细比分布均匀,频率分布宽度大,发酵10 d的纤维分布频率和未处理纤维相似,但纤维经发酵后较未处理纤维三大素化学组分不同程度降解,其中,木质素主要影响纤维颜色,半纤维素主要影响纤维性能。发酵5 d的纤维性能有一定程度下降,故其复合材料在力学性能上也不如发酵0 d的纤维制备的复合材料的性能。总体上仍能看出发酵时间长的纤维在性能上有上升的趋势。
2)秸秆纤维的性能随着纤维发酵时间的增加,纤维的堆积密度、化学成分和分布长细比均呈现出先降低再逐渐增加的趋势,发酵不充分的纤维单位尺寸不均匀,个体差异较大,易产生“搭桥”,纤维的结合能力降低。随着发酵时间的增加,发酵更充分,纤维的尺寸减小,细小的纤维能填充纤维之间的缝隙,有利于提高纤维板的致密性,纤维复合材料在力学性能上又逐渐提高。纤维表面的微纤维丝也有利于纤维交织,使纤维产生更为充分的结合,从而提高纤维板的性能。
