浸渍胶膜纸饰面细木工板的制备及性能
2022-09-28卢希珍桂成胜方露施晓宏唐雨枫
卢希珍,桂成胜,方露*,施晓宏,唐雨枫
(1. 南京林业大学家居与工业设计学院,南京 210037; 2. 浙江升华云峰新材股份有限公司,德清 313200)
随着我国社会经济的迅速发展,人们对于家居产品多样化的需求不断提高[1-2]。国家统计局数据显示,我国2020年家具类产品零售额已高达1 598 亿元[3],定制家居已成为现代家具产业的发展主流[4-5]。在定制衣柜、定制橱柜、装饰墙板、装饰台面等家居产品制造过程中[6],浸渍胶膜纸饰面人造板基材因其制备工艺简单、成本低、有机挥发性物质释放量少、免漆、花色种类繁多等优点[7-13],深受消费者的喜爱。现阶段,我国浸渍胶膜纸饰面人造板基材主要选用纤维板和刨花板。在众多人造板材料中,刨花板因具有材质均匀、加工性能好、价格低廉等优点,成为浸渍胶膜纸饰面人造板的首选基材[14-15],目前已成功应用于尚品宅配、索菲亚、欧派等企业的产品中。浸渍胶膜纸饰面刨花板的生产工艺较为简单,只需在刨花板基材上压贴浸渍胶膜纸,但刨花板基材存在耐水性差、握钉力差等问题,使其应用范围受限[16]。
采用浸渍胶膜纸对实木感更强的胶合板或细木工板基材进行饰面,可满足消费者对家居用品高品质的追求[17-19]。但是,细木工板或胶合板基材表面质量通常较差,制备时必须在浸渍胶膜纸与基材之间增加一层平衡层,以提高基材的表面平整度。其中,平衡层通常选用厚度为0.35~1.00 mm的杨木单板或科技木。笔者采用一次覆膜法和二次覆膜法两种工艺制备了浸渍胶膜纸饰面细木工板,系统探讨了复合工艺对浸渍胶膜纸饰面细木工板外观质量和理化性能的影响,以期为浸渍胶膜纸饰面细木工板的高性能制备提供理论基础。
1 材料与方法
1.1 试验材料
试验所用材料均由浙江升华云峰新材股份有限公司提供。细木工板基材由杉木芯板和桉木单板组成,尺寸为300 mm×300 mm×16.2 mm,含水率为8%~10%;杨木单板尺寸为300 mm×300 mm×0.7 mm,含水率为6%~9%;浸渍胶膜纸,外观奶白色,面密度102.7 g/m2,浸胶量123.1%(质量分数),预固化度46.7%,甲醛释放量0.6 mg/L;脲醛(UF)树脂,外观白色,pH为7.6,黏度90 mPa·s,固体含量53.3%,固化时间138 s,游离甲醛含量0.04%。
1.2 试验方法
1.2.1 试样制备
1)UF树脂调制。将UF树脂与面粉按照质量比100∶35混合,搅拌均匀至无颗粒状态。
2)浸渍胶膜纸饰面细木工板制备。一次覆膜法制备工艺:将细木工板与杨木单板进行双面压贴,UF树脂施胶量为280 g/m2,如图1a所示。先进行冷压,冷压时间1 h、冷压压力0.55 MPa;再进行热压,热压温度120 ℃、热压时间390 s、热压压力0.65 MPa。热压完成后,再双面压贴浸渍胶膜纸,热压温度125 ℃、热压时间330 s、热压压力0.65 MPa。二次覆膜法制备工艺:如图1b所示,将浸渍胶膜纸与杨木单板进行单面压贴,热压温度135 ℃、热压压力4.16 MPa、热压时间90 s;再将压贴好的浸渍胶膜纸和杨木单板与细木工板进行双面压贴,UF施胶量为280 g/m2。先进行冷压,冷压时间1 h、冷压压力0.55 MPa;再进行热压,热压温度90 ℃、热压时间600 s、热压压力0.4 MPa。

图1 浸渍胶膜纸饰面细木工板制备方法Fig. 1 Preparation methods of impregnated film paper veneered blockboards
1.2.2 性能检测与表征
1)外观质量检测。根据GB/T 34722—2017《浸渍胶膜纸饰面胶合板和细木工板》观察浸渍胶膜纸饰面细木工板是否存在鼓泡、表面波纹、干花、湿花等现象。观察试件表面清洁度:在自然光下,用正常视力(或矫正视力)从任意角度观察试件表面是否存在污渍、指纹、划痕等。
2)理化性能测试。按照GB/T 17657—2013《人造板及饰面人造板理化性能试验方法》分别测定一次覆膜法和二次覆膜法两种生产工艺制备的浸渍胶膜纸饰面细木工板的表面耐龟裂、表面耐划痕、表面耐磨、表面胶合强度、横向静曲强度、吸水厚度膨胀率等理化性能。
3)微观形貌测试。将两种生产工艺制备的浸渍胶膜纸饰面细木工板裁切成5 mm×5 mm规格,并进行喷金处理,利用高分辨热场发射扫描电子显微镜(SEM,Quanta 400 FEG型,美国FEI公司)观察浸渍胶膜纸饰面细木工板端面中平衡层与浸渍胶膜纸、基材的胶接界面形貌。
2 结果与分析
2.1 制备工艺对外观质量的影响
外观质量是评价浸渍胶膜纸饰面细木工板质量等级的重要标准,直接关系到该板件是否能够合格出厂。浸渍胶膜纸饰面细木工板外观质量主要包括表面清洁度、表面有无鼓泡、干花、湿花等问题,以及浸渍胶膜纸热压完成后的脱膜情况。
在两种工艺下制备的浸渍胶膜纸饰面细木工板总体外观质量优良,表面均无波纹、鼓泡现象,无干花和湿花现象,如表1所示。不同制备工艺对浸渍胶膜纸饰面细木工板的脱模情况有一定影响,其中,二次覆膜法比一次覆膜法更易脱膜。这是因为一次覆膜工艺中浸渍胶膜纸只经过一次热压,浸渍胶膜纸固化过程中会与钢板产生部分粘连,需借助外力才可脱膜;而二次覆膜法中浸渍胶膜纸在与平衡层热压时已充分固化,所以在与基材热压后,浸渍胶膜纸表面不会与钢板产生粘连,更易脱膜。
不同制备工艺对浸渍胶膜纸饰面细木工板表面清洁度有显著影响。一次覆膜法工艺制备的浸渍胶膜纸饰面细木工板表面清洁度高,表面干净无污渍;而使用二次覆膜法制备的浸渍胶膜纸饰面细木工板表面清洁度较差。这是因为浸渍胶膜纸经过两次热压,在生产操作和储存中易出现划痕、指纹、污渍等,影响外观质量,后期需使用专业清洗剂擦拭,降低了生产效率。

表1 外观质量检测结果Table 1 Appearance quality test results
2.2 制备工艺对表面性能的影响
表面耐龟裂、表面耐磨、表面耐划痕性能是衡量浸渍胶膜纸饰面细木工板表面性能的重要指标。其中,表面耐龟裂性能是用于衡量浸渍胶膜纸饰面细木工板在温度、湿度等环境急剧变化下的适应能力,是评价浸渍胶膜纸饰面细木工板表面质量的重要标准。
根据GB/T 34722—2017中的要求,浸渍胶膜纸饰面细木工板表面耐龟裂应达到4级以上,即用6倍放大镜观察表面允许存在单独的细微裂纹。二次覆膜法的表面耐龟裂等级为5级,表面无裂纹,符合国家标准要求;而一次覆膜法的表面耐龟裂等级为1级,即整个表面遍布裂纹。
从两种制备工艺分析,二次覆膜法使用的细木工板基材在制备中只经过一次热压,减少了细木工板基材因制备过程中变形而产生的应力。另一方面,浸渍胶膜纸经过两次热压,其树脂充分流动、分散和渗透,从而让树脂在浸渍胶膜纸与平衡层中充分分散均匀,使其在表面耐龟裂测试中不易产生裂纹。
使用一次覆膜法时,由于细木工板基材是由实木木条拼接而成的,其内部均一性不及刨花板或纤维板,在该方法制备过程中细木工板基材经过多次重复热压且在环境湿度显著变化的情况下,更容易因吸湿解吸产生不均匀内应力,造成基材应力不均,带动表面浸渍纸产生龟裂现象。且一次覆膜法中浸渍胶膜纸只经过一次热压,导致浸渍胶膜纸中的三聚氰胺树脂固化程度不高,未固化完全的三聚氰胺树脂存在大量未反应的羟基,易与环境中的水分结合生成氢键,产生不均匀的内应力,造成树脂层开裂。纸张中的树脂无法充分流动并与平衡层形成有力结合,所以当外界环境发生急剧变化时,浸渍胶膜纸饰面细木工板表面易出现龟裂现象[20-21]。
制备工艺对浸渍胶膜纸饰面细木工板的耐磨和耐划痕性能影响较小,如表2所示。由表2可知,两种工艺制备的浸渍胶膜纸饰面细木工板的表面耐划痕性能均达到国家标准要求,在砝码重量为1.5 N的情况下,表面未出现大于90%的连续划痕。
表面耐磨性能是评价浸渍胶膜纸在一定的摩擦条件下抵抗损耗的能力。由表2可以看出,在同样的磨耗转数下,两种板件表面被磨部分均未出现露底现象,两种制备工艺均达到GB/T 34722—2017要求。从板件磨耗值分析,一次覆膜法的磨耗值是二次覆膜法的1.25倍。这是因为二次覆膜法中浸渍胶膜纸经过两次热压,其中的三聚氰胺甲醛树脂充分流动熔融,形成耐磨耐划的透明涂层,具有良好的力学性能。

表2 表面耐磨和耐划痕测试结果Table 2 Surface abrasion and scratch resistance test results
2.3 制备工艺对物理力学性能的影响
经测试,两种工艺方法制备的浸渍胶膜纸饰面细木工板的物理力学性能中表面胶合强度、横向静曲强度均高于国家标准要求。浸渍胶膜纸饰面细木工板制备工艺对吸水厚度膨胀率性能影响较小,其中,一次覆膜法制备的浸渍胶膜纸饰面细木工板物理力学性能和耐水性能都略优于二次覆膜法。一次覆膜法制备的浸渍胶膜纸饰面细木工板的表面胶合强度和横向静曲强度比二次覆膜法高10%和12%(图2a),吸水厚度膨胀率比二次覆膜法仅低0.1%(图2b)。

图2 物理力学性能Fig. 2 Physical and mechanical properties
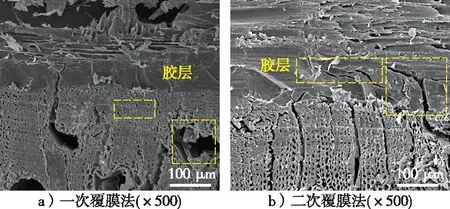
图3 细木工板基材与平衡层胶接界面Fig. 3 Adhesive interface between blockboard base material and balance layer
在一次覆膜工艺条件下,浸渍胶膜纸饰面细木工板结构中的平衡层与细木工板基材都经过了两次热压,更利于UF树脂在平衡层和细木工板基材中发生渗透和胶合,形成更为致密的UF树脂/杨木平衡层胶接界面、UF树脂/桉木单板胶接界面(图3a)。因此,此条件下的浸渍胶膜纸饰面细木工板具有更好的力学强度。而对于二次覆膜法制备的浸渍胶膜纸饰面细木工板(图3b),在胶接界面处可观察到明显的裂缝,这是由于二次覆膜法工艺中UF树脂只经过一次热压,可能存在固化不充分等问题。因此,一次覆膜法工艺制备的浸渍胶膜纸饰面细木工板物理力学性能更优。
2.4 SEM分析结果
两种工艺方法制备的浸渍胶膜纸饰面细木工板端面整体微观结构见图4。经对比可发现,一次覆膜法制备工艺中,由于细木工板基材经过两次热压,其中的桉木单板孔隙被压得更密实,且管孔因受压次数多而产生挤压变形,在表面耐龟裂试验过程中,浸渍胶膜纸饰面细木工板基材会释放更多的应力,引起表面龟裂。

图4 浸渍胶膜纸饰面细木工板端面整体微观结构Fig. 4 The overall microstructure of the end face of impregnated film paper veneered blockboards
当采用二次覆膜工艺制备浸渍胶膜纸饰面细木工板时,浸渍胶膜纸首先与平衡层进行热压复合,浸胶纸内的树脂会快速流动固化,同时排出多余的水分。然后采用浸渍胶膜纸/平衡层复合材料对细木工板基材进行表面装饰,这一阶段浸渍胶膜纸中未固化的黏稠树脂会继续与平衡层发生反应。二次覆膜法工艺条件下浸渍胶膜纸饰面细木工板中平衡层与浸渍胶膜纸的胶接界面结构更致密,如图5b和d所示;而一次覆膜法制备工艺(图5a和c)中,由于浸渍胶膜纸只经过一次热压,受限于热压时间和浸胶纸内水分的影响,可能出现胶接不充分的现象。因此,该工艺条件下制备的浸渍胶膜纸饰面细木工板抵抗外界温湿度变化的能力也相对较差,表面龟裂严重。
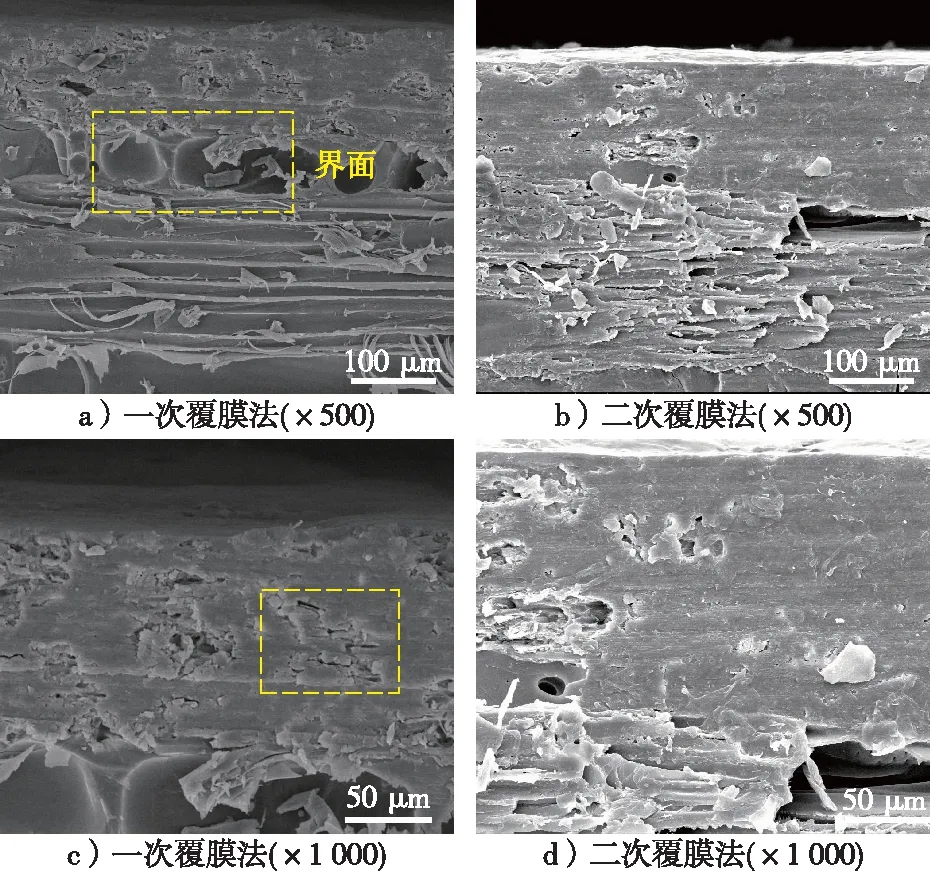
图5 平衡层与浸渍胶膜纸胶接界面Fig. 5 Adhesive interface between balance layer and impregnated film paper
3 结 论
采用一次覆膜法和二次覆膜法两种方法制备浸渍胶膜纸饰面细木工板,研究了两种工艺对浸渍胶膜纸饰面细木工板外观质量和理化性能的影响,并采用SEM对试件端面进行微观形貌分析,得出以下结论。
1)对于一次覆膜工艺,浸渍胶膜纸饰面细木工板具有更优的物理力学性能,但该方法制备的浸渍胶膜纸饰面细木工板表面耐龟裂性能较差,只能达到1级,无法满足国家标准要求。因此,一次覆膜法制备的浸渍胶膜纸饰面细木工板对于环境的温湿度有较高的要求。例如,在我国南方采用一次覆膜法生产浸渍胶膜纸饰面细木工板的企业,将制备好的浸渍胶膜纸饰面细木工板运到北方后,由于南湿北干的气候差异,会出现表面龟裂现象,限制了浸渍胶膜纸饰面细木工板的应用地域范围。
2)对于二次覆膜工艺,浸渍胶膜纸固化更加充分,可增强抵抗外界温湿度变化的能力,表面耐龟裂性能显著改善,可达到国家标准要求。但在生产过程中,浸渍胶膜纸饰面细木工板表面易出现划痕、指纹等缺陷。因此,二次覆膜法不适用于对光泽度要求较高的家居产品,尤其是对于纯白色的浸渍胶膜纸。