氦质谱检漏密封性在核级金属波纹管试验中的应用
2022-09-27于翔麟张文良张秀华张大林杨志新
王 雪,于翔麟,张文良,张秀华,张大林,杨志新,高 爽
(沈阳仪表科学研究院有限公司,辽宁 沈阳 110043)
1 引 言
随着化石能源日益紧缺和人们环保意识不断增强,清洁能源越来越受到重视。核电作为一种安全、清洁、经济且可以大规模利用的能源,未来在能源领域的占比将会越来越大。核电站输送放射性物质、液态金属、有害介质和危险介质的管路上均采用波纹管阀门,其密封性是核电站安全运行的重要保障。由于核电站的特殊性,其阀门产品的设计、制造有着比常规阀门更高的测试要求和更严苛的标准。
核电站阀用波纹管是防止泄漏最可靠的密封元件,须保证完全密封以防止沿阀杆的泄漏,波纹管的失效可能会引起分系统或整个系统的失效。核级波纹管的工作条件非常苛刻,要确保在使用过程中实现零泄漏,防止管路介质丢失和易燃、易爆、放射性、腐蚀等有害介质的渗漏,保护人员和环境安全。因此,核级波纹管在制造过程中必须保证其密封性,对核级波纹管进行检漏十分重要。
2 密封的作用
密封是保证产品在使用中能可靠发挥作用的重要措施之一,密封试验是考核产品是否存在泄漏最有效的试验。为了满足产品的不同使用要求,密封的指标也有所不同,常用的泄漏检测方法有气压浸水法、颜色浸染法、质量流量法、差动压力法、氦质谱检漏法等。观测焊缝的质量,可采用X射线探伤法,还可以通过气密性试验、水压试验完成。
采用氦质谱检漏技术能够发现漏点,保证真空密封性达到合格的水平,从根本上消除由于泄漏造成的危害。氦质谱检漏技术广泛应用于航空航天、电力、真空、仪器仪表、核工业等众多行业,具有灵敏度高、操作使用方便的特点,可以定性、定点、定量地检测出泄漏缺陷。另外,氦质谱检漏使用惰性气体氦作为试验介质,对环境、检测人员以及被检件无污染、无损害。核电用金属波纹管组件在出厂检验时要进行氦质谱检漏试验,漏率要达到10-9Pa·m3/s量级,以此来保证波纹管具有良好的密封性能。
3 氦质谱检漏装置结构及工作原理
氦质谱检漏装置由氦质谱检漏仪、抽真空组、真空表、压力表等组成(核级金属波纹管氦质谱检漏装置示意图见图1)。利用氦质谱检漏仪的氦分压力测量原理,介质为气体氦,实现对被检件氦泄漏量的测试。当被检件密封面上存在漏孔时,氦气会从漏气孔泄出,泄漏出来的气体进入氦质谱检漏仪后,对氦气进行识别并收集,通过标准漏孔比对的方法可以获得漏孔对氦泄漏量的测算,进而实现检漏的目的。氦质谱检漏装置具有自动计算漏率值的功能,可以在显示屏上直接读出漏率的大小数值。

图1 核级金属波纹管氦质谱检漏装置示意图
4 核级金属波纹管检漏步骤
利用氦质谱检漏仪进行检漏的方法较多,实际检漏中要根据被检件的结构、大小和要求等特定条件来选择合适的检漏方法,目前多采用喷氦法进行漏率的检测(喷氦法检漏示意图见图2)。漏率是指在已知漏泄处两侧压差的情况下,单位时间内流过漏泄处的给定温度的干燥气体量。采用国际单位制时,漏率的单位为Pa·m3/s。
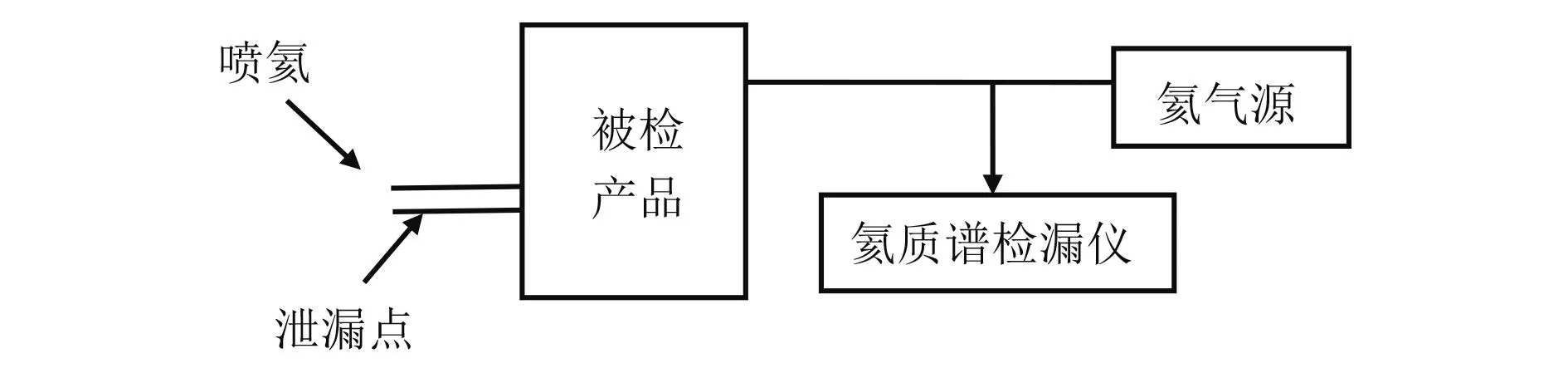
图2 喷氦法检漏示意图
首先按要求调整好设备,将被检产品与抽气系统相连接,用高真空硅脂对金属波纹管两端与O形橡胶密封圈贴合的部位进行均匀涂抹密封,其中一端的密封结构中间留有检漏口,置于氦质谱检漏仪的漏口上,将波纹管内腔抽真空,抽真空的时间会有所不同,具体以产品实际要求的情况为准,一般真空度达到100Pa以下,然后利用喷氦法检测波纹管的泄漏率。
将待检测波纹管充入氦气,在一定时间内确认波纹管是否发生泄漏。有些波纹管因使用条件或被测点部位的特点,可能通过测某点漏率比较准确。检漏时,把密封结构的密封面放在橡胶密封垫留作漏口的圆心透孔上,按检漏仪上的开始按钮,当抽至10-9Pa·m3/s以上时,按检漏仪上的清零按钮,然后用连接在装有氦气源的喷枪对金属波纹管由上至下进行喷氦。如果有氦气从漏孔中流入,则装置内的氦分压就会上升,由输出仪表显示出来,根据读数的大小可确定漏率大小,否则检漏仪的显示没有变化,据此完成核级金属波纹管的检漏工作。
通常保压的时间按下式计算:
式中,A为测试前的大气本底值;P为大气压强,Pa;V为外罩的净容积;m3;Qi为要求的漏率值;CP为被检件内的氦气浓度系数。
漏率的计算公式:
式中,P1为氦气的绝对压力,P0为空气的绝对压力,K为比例常数,C为氦气浓度(与分压成正比)。
为了准确地在漏孔位置喷氦,喷氦时应自上而下,这是因为在喷下方时氦气有可能被上方漏孔吸入,导致很难确定漏孔的位置。检测完毕后,如有泄漏,则进行返修。返修后经过设计要求的各项检验确认合格后,按以上步骤再次对返修部件进行检漏试验,从而完成核级金属波纹管的检测工作。
5 试验分析
要求:波纹管规格Ф36.5×Ф24.5×0.2×3×18;波纹管材料316L;泄漏率不大于6.5×10-9Pa·m3/s;检测设备:氦质谱检漏仪;使用介质:氦气;数量:15只。试验中得到的实测数据如图3所示。从测试结果可以看出,结果全部满足产品的泄漏率要求,测试数据较平稳。
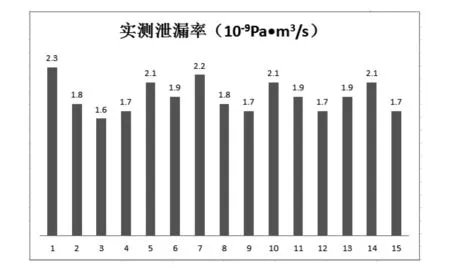
图3 实测数据情况
6 影响氦检漏的主要因素
(1)对空气流动的要求。由于操作空间密闭、持续工作时间较长的原因,室内氦气浓度会有所提高,且设备对氦气比较敏感,这会导致实测数据不准确。应采取通风措施,在室内空气条件满足检漏要求后再进行测试。
(2)被检产品的焊接要求。被检产品应保证焊缝坡口处平整、无毛刺、不得有氧化皮、锈蚀、油污等,也不得有裂纹、气割熔瘤等缺陷。在焊缝内填充焊条等会导致焊缝未融合、未焊透、气孔、夹渣等缺陷。焊接材料表面不应受潮、污染,焊丝表面应光滑、整洁。焊材的标识应清晰、牢固,与产品实物相符。
(3)被检件不应有杂物。被检件应在超声波清洗后,烘干24h后进行焊接,如有油类及杂物都会影响检漏的准确性。另外,如果高真空硅脂清洗不干净,会给后续的焊接带来诸多麻烦,影响焊接质量。
(4)密封不严,抽真空不达标。将被检产品与抽气系统连接,用高真空硅脂对波纹管与O形橡胶密封圈贴合的部位进行均匀涂抹密封,得到高真空度,如果真空度不够,会严重影响检漏的结果,效率也会有所降低。
(5)对操作人员的要求。焊接人员应具备相应的焊接技能评定证,具备相应的能力,焊接操作者应按规定的焊接工艺规程进行作业,了解被检件的结构及其工艺,熟悉检漏方法,检漏过程要求细致、全面,波纹管与法兰焊接面逐点检测,确保工作时间,确定漏点大致位置。
7 结 论
利用氦质谱检漏技术,使核级金属波纹管密封性问题得到了有效解决。氦质谱检漏技术安全高效,操作方便,准确可靠,灵敏度高,可以精确定位,能实现对不同结构产品的检漏。氦质谱检漏技术提高了产品的合格率,解决了生产效率低的问题,可在更多行业推广使用。