新型分体式摩擦焊接球墨铸铁活塞及其应用
2022-09-27王传超刘艳林
0 引言
活塞作为内燃机主要配附件之一,它与活塞环、气缸套共同组成气缸组件,将气缸中燃料燃烧产生的压力通过曲柄连杆机构转化成机械能做功;且随着内燃机高压共轨、涡轮增压以及缸内直喷等技术的快速发展以及国Ⅵ排放标准内燃机的应用,气缸爆发压力超过22MPa,燃气温度超出400 ℃,高温高压的工作环境对内燃机提出了更为苛刻的要求,而内燃机整体性能的提高主要依靠于关键零部件的提升。活塞作为内燃机的心脏零件,在整个发动机工作过程及废气排放方面起到至关重要的作用,为提高活塞的刚度及高温使用性能,一般选用更高强度的钢代替传统铝合金,采用焊接式结构代替整体式结构制备活塞。利用焊接方法制造的高强钢材质的活塞,早在2012年德国汉诺威国际商用车展中,就已作为重点展示产品展出。目前市面上销售的国Ⅵ活塞大多采用的是分体锻钢,然后通过焊接成型的方法进行制造钢制活塞;尽管目前钢制活塞在大功率内燃机上取得了较为广泛的应用;然而,也不得不看到,目前主流的国Ⅵ钢质活塞38MnVS6Ti非调质钢及42CrMo4调质钢活塞原材料成本均较高,且生产加工过程中,存在机械加工困难的现象,造成了加工成本(加工刀具的消耗)的急剧上升
,同时加工速度也得不到保证。因此,急需一种加工性能好、成本低、力学性能满足高性能国Ⅵ活塞要求的新型材料及其制备方法;球墨铸铁是指铁液经过球化处理,使石墨大部分或全部呈球状分布的铸铁,经过热处理后的球墨铸铁的机械性能接近于钢,不少铸钢件及锻钢件为球墨铸铁所代替
。在目前的内燃机市场上,已有部分企业开始研究生产新一代球磨铸铁活塞,但基本都采用的是整体铸造法,一般采用熔模铸造法生产
;如日本小松制作所于早些年研制成功了缸径为125mm的S6D125型发动机用球铁活塞并投入实际应用;以后又相继开发成功了缸径为140mm、170mm发动机用的球墨铸铁活塞,使球铁活塞的应用范围逐步扩大;此外,日本的日野公司也正在采用球墨铸铁生产活塞,但也都采用整体铸造法进行生产。整体铸造法生产球磨铸铁活塞,存在诸多问题,如工艺难度及成本较高;因此,技术人员研究了新型分体式球磨铸铁活塞,如采用QT600-7球墨铸铁
作为分体式活塞制造的材料,分别制造活塞头部、活塞裙部,然后进行固体焊接(如摩擦焊接)形成整体活塞,既可以极大的降低材料成本,又能较大幅度的降低机械加工成本。
1 新型高性能低成本球墨铸铁活塞的制备过程
1.1 球墨铸铁型材成分的选择
由于该新型高性能活塞采用球磨铸铁型材分别加工活塞头部、活塞裙部,然后需要进行固态法焊接,考虑到球墨铸铁固态焊接性能(具体在1.3章节详细说明),因此,用于制备该新型高性能低成本活塞的型材可优先选用QT600-7球墨铸铁
,且要求硫含量、磷含量小于0.02%,其优先选用的化学成分如表1所示。

其型材生产可采用水冷金属型离心铸造法生产,这样生产的球磨铸铁型材铸造缺陷少、晶粒更细小、力学性能更高。
1.2 球墨铸铁型材的生产及尺寸的选择
该球墨铸铁型材生产时,可采用中频感应电炉熔炼,通过多次孕育及球化处理,增加石墨球数量
,一般情况使用的孕育剂为75SiFe或硅锶,球化剂为FeSiMg6RE2,并采用离心浇注机进行浇注,浇注完成后空冷至室温,形成所需的球墨铸铁型材;根据活塞尺寸要求,将球墨铸铁管型材加工为活塞头部,即预先在活塞头部加工出一半冷却油道,其余面机加工余量建议3-5mm;将球墨铸铁棒料加工为活塞裙部,即预先在活塞裙部加工出,另外一半冷却油道,裙部内腔按照图纸设计要求加工为成品尺寸,其余面机加工余量建议3-5mm。
评价指标不是广州教育的追求,广州好教育要体现在民生和民心上。如今的广州,择校热潮和择校压力已经得到有效遏制,这从一个侧面体现了基础教育的均衡,广大市民已经从中受益;在副省级城市、中心城市中,广州的特殊教育已经向学前延伸,向职业教育延伸,建立起了相对完整的职业教育体系,实施效果好,也得到了市民认可。显然,当“好教育”落到实处,“好教育”也就开始深入人心。
相比于38MnVS6Ti非调质钢及42CrMo4调质钢材料,球墨铸铁材料,具有碳、硅含量高,硫、磷含量高等特点,采用熔化焊接难度较大;然而,摩擦焊接是一种优良的固态连接方法,特别适用于此种材料的焊接;即摩擦焊接是利用金属工件之间旋转摩擦和轴向加压,使金属表面原子相互接近、结合、扩散而形成共同晶体的过程;在整个焊接过程中,摩擦界面温度一般不会超过熔点,故称摩擦焊接为固态焊接;与熔化式焊接相比,摩擦焊在焊接接头的性能方面也具有显著的优势
;第一,摩擦焊接头不产生与熔化和凝固冶金有关的一些焊接缺陷和焊接脆化现象;第二,轴向压力和扭矩共同作用于摩擦焊表面及其近区,产生了一些力学冶金效应,如晶粒细化、组织致密及摩擦焊表面的“自清理”作用等;第三,摩擦焊焊接时间短,热影响区窄,热影响区组织无明显粗化。上述三方面均有利于获得与母材等强度的焊接接头;即通过合理的摩擦焊接规范与焊接工艺,将铁素体球墨铸铁活塞头部与活塞裙部,采用摩擦焊的方法连接起来,可以获得优质的焊接接头,使焊缝获得与基体相当或高于基体的强度;从而保证活塞的使用性能,同时简化了传统球墨铸铁活塞制造工艺;采用以上焊接性能性能良好的球墨铸铁,即QT600-7球墨铸铁作为分体式活塞制造的材料,既可以大幅度的降低材料成本,同时由于铁素体球铁具有良好的断屑性能、切削性能,又能较大幅度的降低机械加工成本。表2为38MnVS6Ti非调质钢与QT600-7球墨铸铁在硬度、力学性能、机械加工性能以及价格方面的具体对比情况。



1.3 球墨铸铁活塞头部、裙部焊接方式的选择及优势
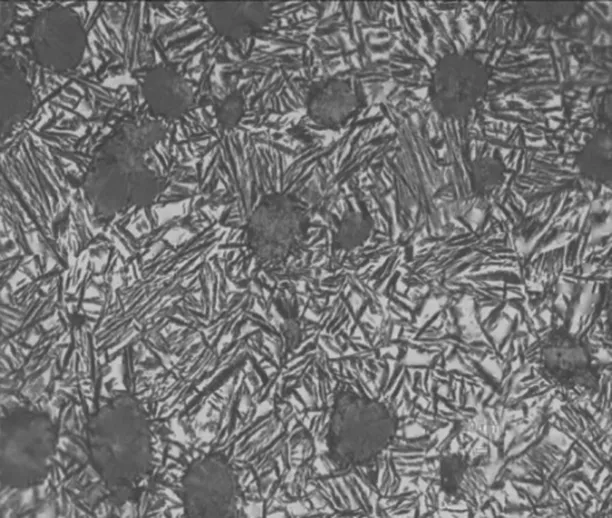
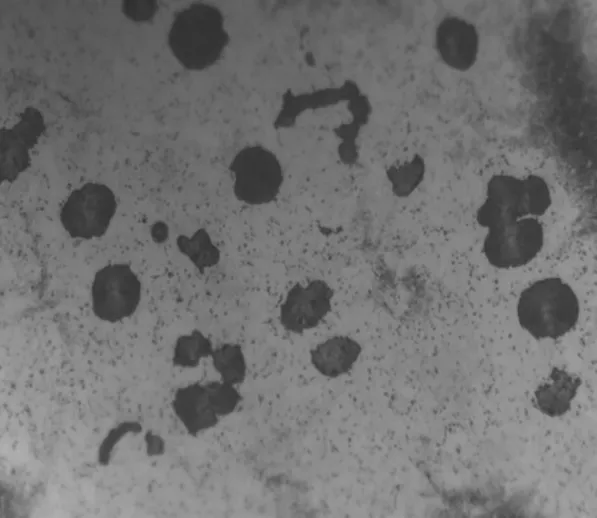
在(徕卡DM2500M)型光学显微镜下,观察活塞头、裙半成品金相组织,球化率大于95%,石墨球径小于0.06mm(球径大小6-8级)见图1所示,铁素体含量大于90%,见图2、图3所示;硬度150-200HBW,铸态强度≥600MPa,延伸率大于7%。

1.4 球墨铸铁活塞摩擦焊接后热处理过程及工艺的选择
对不同地区板鸭的肌苷酸、各种类挥发性风味物质和关键风味化合物进行主成分分析,结果见表 4。取特征值大于3,得到3个主成分,PC1、PC2和PC3累计方差贡献为 85.017%,能够解释样本绝大部分信息。将样品各个特征向量标准化后,取特征值大于5,不同地区板鸭的得分图和因子载荷得分图如图 3所示。
对于摩擦焊接后的QT600-7球墨铸铁活塞,需要先经过400℃-500℃的退火处理,消除焊接应力,随后可直接进行精加工,用来做成品活塞,但是,其抗拉强度≥600MPa、屈服强度≥400MPa,即对于高强度国Ⅵ活塞来说,其抗拉强度、屈服强度偏低,无法满足高强度国Ⅵ活塞力学性能要求;因此,技术人员进一步研究了,对摩擦焊接、并去应力退火后的QT600-7球墨铸铁活塞,进一步进行热处理处理,可进行淬火、回火处理,或者进行等温淬火处理
,以下来进行说明;
1.5 等温淬火后的新型球墨铸铁活塞与钢质活塞对比
(1)利用铁素体球墨铸铁如QT600-7型材分体法制造新一代高性能活塞,即使用球磨铸铁管材加工活塞头部、使用球磨铸铁棒材加工活塞裙部,然后进行惯性摩擦焊接得到活塞半成品,进一步机加工及表面处理,得到新型球磨铸铁成品,既可以大幅度的降低材料成本,同时由于铁素体球铁具有良好的断屑性能、切削性能,又能较大幅度的降低机械加工成本;
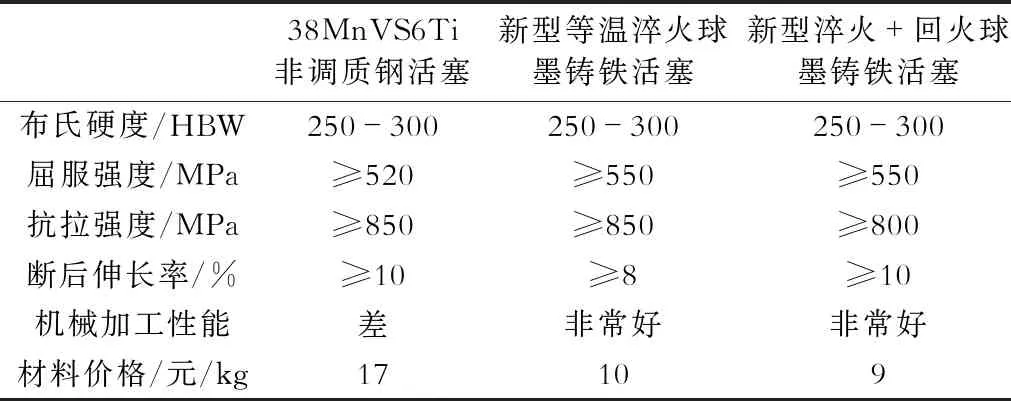
QT600-7球墨铸铁作为分体式活塞制造的材料,可以使活塞的材料成本、机加工成本降低,如果再增加淬火+回火或等温淬火工序,虽然会增加少量的热处理成本,却可以使球墨铸铁强度进一步提高、切削性能进一步改善,既可以极大的降低材料成本,又能较大幅度的降低机械加工成本。表4为38MnVS6Ti非调质钢活塞与QT600-7等温淬火、淬火+回火球墨铸铁活塞在力学性能、机械加工性能以及价格方面的具体对比情况。

优先采用等温淬火处理,等温淬火后组织均匀、强度更高,等温淬火熔盐可选择成份为60%BaCl+40%NaCl的高温盐浴炉中进行奥氏体化,然后快速淬入熔盐成份为50%NaNO
+50%KNO
的低温盐浴炉里进行等温淬火处理,具体热处理方案可参照表3所示,等温淬火后活塞的组织如图4左所示;或采用920℃保温60分钟油淬火,450℃保温3小时回火,淬火、回火后的组织如图4右所示,对于活塞需注意在等温淬火或淬火+回火结束后,再加工进出油孔,否则会造成活塞冷却油道中残留杂质,以及油道氧化问题;
2 结论
现有38MnVS6Ti非调质钢及42CrMo4调质钢材料活塞摩擦焊接后,如果只进行去应力退火处理,这将导致退火后焊缝热影响区硬度较高,即焊缝热影响区区域硬度在430-500HV1,而非焊接区域硬度在250-300HV1,进而导致半精加工去除焊接飞边、精加工飞边区域产生断续切削,造成打刀或刀具磨损较快,机加工成本进一步升高,因此,本公司在摩擦焊接退火处理之后,进一步增加淬火+回火,或等温淬火工序,从而消除了焊接热影响区(焊缝区域)与非焊缝区域的硬度差、使焊缝区与非焊接区硬度保持一致,有效降低加工生产成本。
平时对于这样的面孔米多根本不会留意,可是偏偏这个时候,脑海里响起了鲍泽的话。他自嘲地笑笑,本来是为小说收集素材的,没成想却进入了别人的故事里。
(2)在铁素体球墨铸铁摩擦焊接退火处理之后,进一步增加淬火+回火,或等温淬火工序,从而可消除焊接热影响区(焊缝区域)与非焊缝区域的硬度差、使焊缝区与非焊接区硬度保持一致,减少刀具断续切削,有效降低加工生产成本;
内部控制是有效防范公司财务风险管理的重要途径,在这方面应该进一步规范公司的内部控制体系,突出风险评估,尤其是强化内部监督体系。应该充分发挥内部审计的作用,综合运用运用审核、观察、监盘、访谈、调查、函证、计算和分析程序等方法,通过内部审计来审查、评价、改善公司的业务活动、内部控制和风险管理的适当性和有效性,及时发现内部控制管理中的薄弱环节以及可能出现的财务风险问题,确保公司经营发展的正常稳定。
(3)对摩擦焊接、并去应力退火后的QT600-7球墨铸铁活塞,进一步增加淬火+回火,或等温淬火工序,虽少量增加热处理成本,但是可以大幅提高其抗拉强度、屈服强度,从而达到或超过现有38MnVS6Ti非调质钢力学性能水平;
(4)由于此新型等温淬火球磨铸铁的密度相对于钢材小、导热系数相对于钢材要低,但力学性能与现有钢质活塞材料一致,因此,可以进一步降低发动机重量、减少发动机热量散失,提高热效率,是新一代高性能、低成本国Ⅵ活塞的最佳材料。
[1]陈寿宝,申澎运,周家齐. 16V24Z型柴油机整体薄壁球磨铸铁活塞研究[J]. 机车车辆工艺,1982年03期.
[2]乔宇鹏 李慧敏,等.某型号钢质活塞加工性能差原因分析及其改善措施[J]. 内燃机与配件,2019,(10):97-99.
[3]宋广胜,孟庆华. 等温淬火球磨铸铁(ADI)生产工艺研究[J]. 沈阳航空工业学院学报2004年4月,第21卷第2期:14-16.
[4]李佐锋. 等温淬火球磨铸铁的热处理及应用[J].农业装备与车辆工程,2007年第6期:11-13.
[5]喻光远,肖恭林,陈琳,徐小辉.高强高韧超低温球磨铸铁的研究与开发[J]. 铸造,2019年03期
[6]李延彪,秦小才,张亮亮,等. 碳化硅对球墨铸铁气缸套影响的研究[J]. 内燃机与配件,2015,(8):38-39.
[7]曾大新,何汉军,赖华清,等. 碳化硅对球墨铸铁凝固组织的影响[J]. 热加工工艺,1998,(3):30-31.
[8]张屹林,高占雨.锻钢活塞摩擦焊工艺研究[J]. 生产应用.焊接,2008年第12期:43-47.
[9]李义,张屹林,崔艳兵,王波. CA6DM2锻钢活塞摩擦焊接工艺[J]. 机械制造文摘—焊接分册,2014年第2期:25-28.
[10]高广东,熊毅,任凤章,等. 气缸套用等温淬火球墨铸铁的组织和性能[J]. 河南科技大学学报自然科学版,2015, (6): 5-9.
[11]刘金城. 等温淬火球铁(ADI)的机械加工性能[J]. 现代铸铁,2006,27(1):25-32.
[12]曾艺成,李克锐,张忠仇. 我国等温淬火球铁(ADI)生产应用及发展前景[J]. 现代铸铁,2007,25(1):26-32.
[13]张忠仇,李克锐,吴建基. 我国等温淬火球铁的现状及前景[J]. 铸造,2004,53(2):87-92.