容器试件机器人焊接工艺设计及其路径规划
2022-09-27耿祥,杨芳
0 前言
容器试件由于工件复杂,包含不同焊接位置,施焊时,焊缝对于施焊者的相对空间位置,有平焊、横焊、立焊和仰焊等位置。平焊最易保证焊接质量,其次横焊,再次是立焊,仰焊最难保证质量。不同焊接位置、不同接头形式、不同材料及板厚焊接的难易程度是不同的,本文针对立悍、横焊焊接位置机器人焊接工艺设计及路径规划,着重解决机器人实现全位置焊接的难题,对于实现高效的机器人自动化焊接意义重大
。
1 焊接性分析
试验材料选用Q345B低合金高强度钢,其化学成分如表1所示。碳当量Ceq=C+Mn/6+Ni/15+Cu/15+Cr/5+Mo/5+V/5 ,计算Ceq=0.49%,由碳当量稍大于0.45%可推测,Q345B钢焊接性很好,在焊接时需遵循正确的焊接工艺规范。
“冲啊!”夏国忠和他的战士们发出排山倒海的吼声,狂风一般向敌人的江岸阵地扑去。一时间,敌人的江岸阵地上枪声,手榴弹的爆炸声响成一片。很多日军还在睡梦中没有醒来,就赤身祼体下了地狱。

2 焊接工艺设计

焊接方法采用常用的MAG焊,与二氧化碳气体保护焊相比具有电弧稳定,熔滴过渡稳定,焊接飞溅少,焊缝成形美观等优点。立向焊接的熔滴过渡形式适合采用短路过渡,在短路过渡过程中,电流产生的磁力场是主要的影响因素。电极前端的熔融部分逐渐变成球状并增大形成熔滴,与母材熔池里的熔融金属相接触,借助于表面张力向母材过渡。短路过渡在采用低电流和较小焊丝直径的条件下产生,适合于直径为1.2mm焊丝的焊接。短路过渡易形成一个较小的、迅速冷却的熔池,适合于立焊位置焊接
。
当把行李和牙具放到早已安排好的房间里的铁床上时,猴子一手提壶,一手端着茶杯,把她领了进来,又弯腰又点头,一会儿说原谅,一会儿说包涵——哼,可让他得了表现的机会。这是遗传因子的作用,比他爸爸在上司面前八面玲珑的本领还技高一筹。
3 结果分析
3.1 机器人对接立悍焊接工艺设计
对试样进行编号,设置不同的组别,确定不同位置焊接焊工艺参数。具体参数设置见表2。

图2是在焊接速度为0.25m/min、0.3m/min、0.35m/min,送丝速度为4m/min、4.5m/min、5m/min时所得焊缝成形宏观形貌。由图2a)我们可以看出(焊接速度0.25m/min、送丝速度4.5m/min),焊缝基本成型,但成型一般,中间铁水没有铺开,余高过大。
尽管利妥昔单抗毒性较低,但不能降低EBV-PTLD的复发率,远期效果不理想,且可能导致受者产生肿瘤溶解综合征、长期B细胞缺乏所致的低丙种球蛋白血症、肠穿孔、巨细胞病毒再活化等[18-19]

由图2e)-g)为焊接速度0.35m/min,送丝速度分别为4m/min、4.5m/min、5m/min时所得焊缝成形宏观形貌,在图2a)-d)基础上,增加了摆动焊接及左右延迟时间,由图我们可以看出。5号焊缝由于摆幅太小,熔融金属没有完全铺开,成形不好,熔宽不均匀。6号焊缝由于焊接速度增加,偏转大,焊缝没有鱼鳞纹且宽窄不均,7号焊缝成形好,左右延迟时间得当,两边熔合情况优。
第一天明清史的课,我就迟到了,我偷偷从教室后门遛进去,坐到最后一排。在阶梯教室里,坐我前面的是一男一女,女生叽叽喳喳找男孩说个不停,不过看得出他似乎并不愿意搭理她。我轻轻地拍了一下前面那个女生,“同学,请问教授讲到哪里了?”
PTP HOME Vel = 100% DEFAULT
在送丝速度不变的情况下,改变焊接速度来分析其对焊缝成形的影响。由图2a)、c)、e)可以看出,随着焊接速度的增加,相对于送丝速度,焊缝的宽度减小速度更快。因为焊丝的熔化速度基本相同的情况下,焊接速度越快,单位面积的焊丝熔化量越小。焊接速度越小,鱼鳞纹越细密而且美观,但是铁水不容易淌开,当焊接速度增大到一定范围时,鱼鳞纹更美观,而且焊缝比较饱满,焊缝成形更好。
ARCOFF WDAT2 LIN P3 CPDAT3 Tool[1] :tcp Base[0]
3.2 机器人角接横悍焊接工艺设计
在教学过程中注重节奏创作,提高音乐创作能力也很重要。在音乐教学中,节奏创作是一个十分重要的环节,这不仅能够锻炼幼儿的创作能力,也能够让幼儿感受到创作的成就感,让幼儿喜欢音乐,喜欢声势教学这种教学方法。节奏创作是令幼儿能够清楚理解音乐的一个重要环节。在幼儿进行创作时,教师要鼓励幼儿,帮助幼儿提高音乐的创作能力。
PTP HOME Vel = 100% DEFAULT
由图2b)-d)为焊接速度0.3m/min,送丝速度分别为4m/min、4.5m/min、5m/min时所得焊缝成形宏观形貌,由图我们可以看出。2号试样焊缝成形尚可,起弧收弧段成形一般。3号焊缝成形美观,鱼鳞纹也较为明显,但由于送丝速度增大后,余高偏大。4号焊缝由于送丝速度增大到5m/min后,熔融金属量增大,焊缝宽度变大,并有下淌趋势,左右边熔合情况不好。
LIN P4 Vel= 2m/s CPDAT3 Tool[1]:tcp Base[0]
ARCON WDAT1 PTP P2 Vel = 100% PDAT2 Tool[1] :tcp Base[0]
由试验可知,立悍工艺设计时尽量避免熔合不够现象的出现,未熔合现象是指在焊缝金属和母材之间或焊道金属之间未完全熔化和结合的部分。造成未熔合的原因有:焊接电流过小、速度太快造成热输入不够;焊枪角度不合理或焊枪没有充分摆动;层间温度太低;工件太厚;坡口形状不合理、有死角;工件坡口及附近、层道间有氧化膜、油污;焊接时流入熔渣妨碍了金属间的熔合;或存在磁偏吹等。未熔合使焊缝承载面积减小,不能承受较高的静载荷,引起的应力集中大,在一定条件下可能成为脆性断裂的裂纹源,其危害性仅次于裂纹;为避免出现未熔合,需选择合适的焊接参数和焊枪角度;层间温度合理;厚板进行预热;坡口尺寸设计合理、避免死角;坡口及附近、层道间的污物和氧化膜清理彻底,并避免出现沟槽;减少磁偏吹
。
LIN P1 Vel = 2 m/s% CPDAT1 Tool[1]:tcp Base[0]
机器人角接横悍焊接工艺设计试验,将工件装夹至工作台上,焊枪位置调整至与焊缝成45°角位置。用机器人操控面板编写焊接程序并使用预定的参数进行试验。具体的编程如下:
部领导矫勇、董力、胡四一、刘宁、蔡其华、周学文,长江水利委员会主任刘雅鸣、黄河水利委员会主任陈小江,武警水电指挥部副司令员李贵,水利部总工程师汪洪出席会议。矫勇作总结讲话,董力就加强水利基层党风廉政建设讲话,周学文作《水利部关于深化水利改革的指导意见(讨论稿)》的说明。
由图2可以看出,在焊接速度为0.35m/min时,调节送丝速度焊缝成形较好。由图2b)-d)可以看出,随着送丝速度的增加,即焊接电流的加大,焊缝的熔深和宽度也在增加。原因是焊接电流增加,焊丝熔化量也在增加,焊接线能量也在增加。反之,送丝速度越小,熔深越小,焊缝也越窄。
气体流量为14L/min,焊丝干伸长度为12mm,焊枪倾角为45°,焊缝厚度为5mm,直接进行盖面焊接,表3为机器人角接横悍焊接工艺参数表,图3为机器人角接横悍焊接成型宏观形貌。

如图3可知,1号使用参数为送丝速度5m/min,焊接速度为0.3m/min,偏转为4、摆长为3,两边没有加延时时间进行试验,结果发现,焊缝上部有很深的咬边。2号使用的参数为送丝速度5m/min,焊接速度为0.3m/min,偏转为4、摆长为2,增加两边加延时时间,两边延时各为0.1s进行试验,结果发现,焊缝成形美观,焊缝饱满,鱼鳞纹比较明显,也解决了1号的咬边问题。但是,焊缝厚度太大,说明摆动幅度太大,熔融金属太多。3号试样增加焊接速度,减少摆动幅度,焊接工艺参数为送丝速度5m/min,焊接速度为0.35m/min,偏转为3、摆长为2,两边各停留0.1s进行试验,结果发现,解决了前面所有的问题而且焊缝成形美观。

经过试验与分析可得,送丝速度太小,焊接速度太快的情况下,由于焊丝熔化量跟不上焊接速度,导致角焊缝会出现咬边的情况,为解决角焊缝在摆动焊接下出现两边咬边问题,一方面需要在两边加入延时时间,另一方面需要匹配好送丝速度与焊接速度之间的关系;送丝速度太大导致焊缝成形不好,中间铁水量太多导致焊缝下垂,解决焊缝厚度问题,加快焊接速度,减少摆动幅度均可以降低焊缝厚度。在焊接速度在0.3m/min,送丝速度在5m/min,偏转为4、摆长为2,两边延时各为0.1的时候,均满足上述条件,焊接效果最好,焊缝饱满度很好,焊缝成形也最好。所以,在焊接角焊缝时,应该在这个参数范围内进行调节,得到最佳工艺参数。
由试验可知,咬边是指沿着焊趾,在母材部分形成的凹陷或沟槽,是由于电弧将焊缝边缘的母材熔化后没有得到熔敷金属的充分补充所留下的缺口。咬边是由于电弧热量太高(如电流过大、速度太慢等);电弧过长;焊枪角度不合理、摆动不合理;焊接顺序不合理等都会造成咬边;直流焊时电弧的磁偏吹也会造成咬边;某些焊接位置(立、横、仰)会加剧咬边。咬边减小了母材的有效截面,降低结构承载能力;引起应力集中,产生疲劳裂纹;当这些缺陷与结构中的高残余拉应力区或热影响区中粗大脆化晶粒区相重叠时,常会引发脆性不稳定扩展裂纹,故在重要的或承受动载荷的结构中,一般不允许咬边存在,或咬边值有限制。选择合适的焊接热输入、电弧长度、正确的焊枪角度和摆动;合理的焊接顺序;减小或避免磁偏吹;尽量采用平焊等措施都可以防止咬边
。
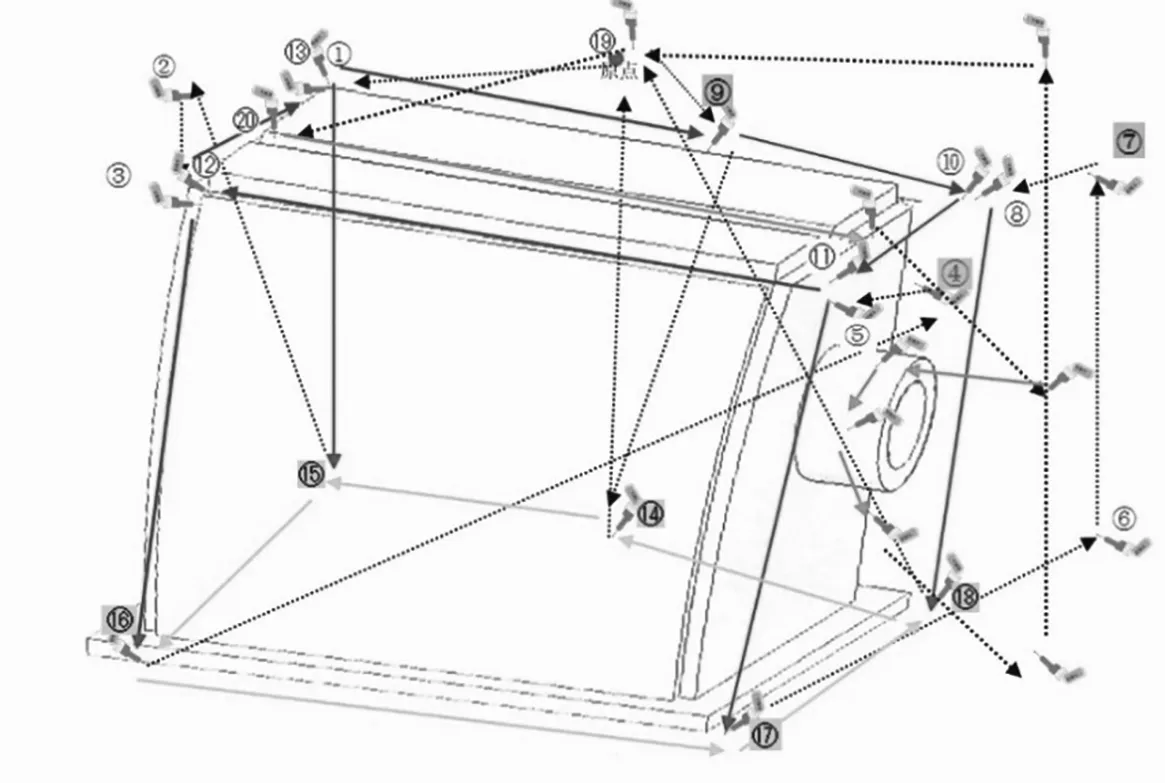
4 机器人焊接路径规划

微生物接种剂在农业领域应用技术已逐步成熟,广泛应用于多种牧草、粮食作物、蔬菜和中草药等领域。研究表明,大豆植株接种根瘤菌和假单胞菌,大豆磷含量、铁离子含量分别提高了88.9%、115.7%,且其全碳、全氮和豆血红蛋白的含量以及根瘤数目均有增加[1]。Abbasi等[2]从小麦根际分离出具有分泌IAA功能的细菌并接种于小麦根际,发现该菌对小麦促生效果明显,给辣椒接种芽孢杆菌(Bacillus)后辣椒产量和次生代谢产物(包括吲哚乙酸、铁载体和几丁质酶)含量均可增加[3]。



5 结束语
机器人焊接质量首先取决于人的焊接质量意识,其次是机器人自身精度,弧焊包的功能,原材料质量,下料精度,组对精度,工装夹具的合理设计,焊接工艺与机器人焊接路径、姿态的匹配。焊接工艺与机器人焊接路径、姿态是得到优质焊缝、焊接生产效率高、生产成本低产品的关键。
[1]刘大胜,李庆杰,曲道奎.焊接机器人的发展现状与趋势[J].机械工人.热加工,2001,(9): 6-7.
[2]宋天虎,张军.关于中国焊接机器人发展的粗浅思考[J]. 焊接. 2014(08).
[3]王宗杰 熔焊方法及设备[M]. 北京:机械工程出版社.
[4]李慨,张庭.基于视觉传感器的移动焊接机器人测控系统[J].中南大学学报(自然科学版),2011,42(04):1050-1055.
[5]周振丰.金属熔焊原理及工艺:北京:机械工业出版社,1981.
[6]胡绳荪,王明建,申俊琦等.J形坡口焊接机器人运动控制系统设计[J].天津大学学报,2014,47(04):371-376.
[7]吴九澎主编.焊接机器人实用手册[M].2014.