带式输送机纠偏装置的设计及模拟应用
2022-09-25王晓梅
王晓梅
(山西潞安郭庄煤业公司,山西 长治 046100)
引言
带式输送机作为一种连续运输设备,不仅可以输送煤炭、矿石等散装物料,还可以输送整体物料[1],具有结构简单、输送量大且运输距离长、输送物料种类多、适应性强[2]等优点。目前,随着带式输送机运行速度、输送距离、负载的持续增加,导致输送带跑偏的现象越来越明显,而输送带跑偏指的是输送带位于带长方向的中心线与输送机机架中心线偏离的现象,且跑偏现象已经成为带式输送机运行中最频繁发生的现象[3]。而引起带式输送机跑偏问题的原因主要有:一是设计制造导致的跑偏,如设计中存在的问题、设计质量缺陷、托辊质量问题、滚筒质量问题等;二是安装不当导致的跑偏,如机架安装不正、滚筒轴线偏斜、托辊轴线偏斜、导料槽两侧的压力不等[4];三是运行问题导致的跑偏,如托辊或者滚筒外表面黏料、输送带松弛、落料位置不居中、输送机振动以及托辊损坏[5]等。针对输送机的跑偏现象,本文设计出一套输送带自动纠偏装置,可有效对输送带进行纠偏,进而实现煤矿安全高效的生产。
1 带式输送机纠偏装置的设计
依据带式输送机的运行工况,本文对输送机自动纠偏装置进行设计,其中,输送机纠偏装置示意图如图1 所示。
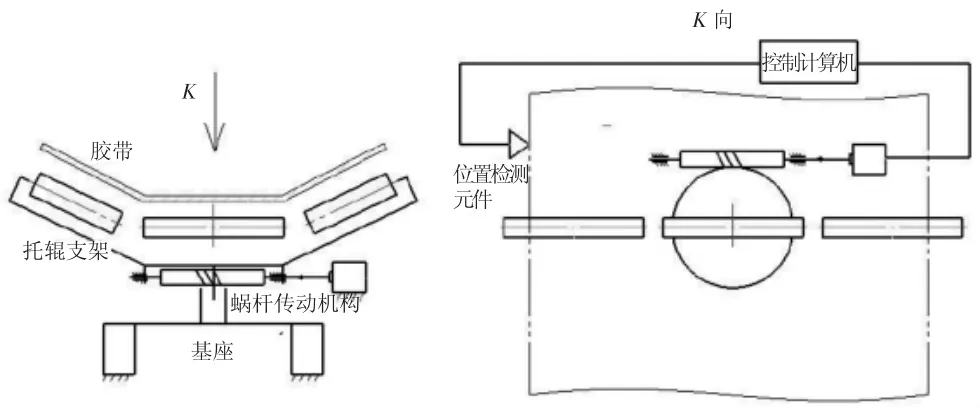
图1 带式输送机纠偏装置示意图
本文设计的纠偏装置系统原理为:带式输送机横向位置通过采用红外距离检测传感器跑偏量检测装置完成数据的检测与采集,紧接着传给控制器,依据一定的控制算法,控制器对收集的信号进行运算,得到控制量,并以某一速度驱动电机向某方向产生一定的角位移,带动蜗杆传动,使旋转运动转为直线运动,最后驱动旋转托辊架围绕旋转中心产生相对应的角位移,实现对输送带的纠偏效果。此外,本文采用模糊比例积分控制系统,该系统具有模糊控制、比例积分控制的双重优势,相比于常规比例积分控制器,具有更好的控制效果[6-7]。输送机自动纠偏装置系统控制图如图2 所示。
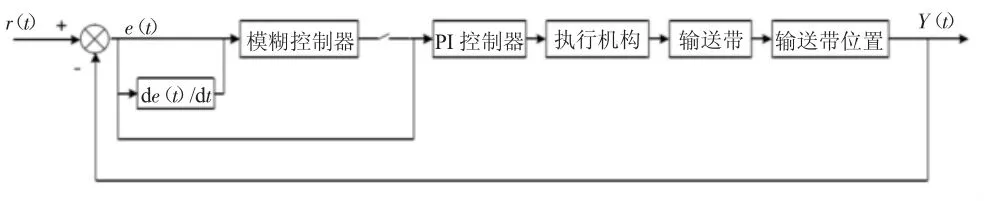
图2 带式输送机自动纠偏装置系统控制图
1.1 自动纠偏装置的模糊控制系统设计
本文选用直流伺服电动机执行驱动带式输送机,电动机的输入电压和输出转速间存在二阶传函数关系,但是针对电动机的时间常数因素,本文将直流伺服电机等同是一阶惯性环节[8]。式中:Km为控制系统电动机输入频率和稳态转速的关系常数;Tm为控制系统输入单位阶跃信号时得到的系统启动时间。
不同于常规的二维模糊控制器,其系统存在静态误差,而本文创新设计在于加入积分作用,构建了PI二维模糊控制系统,可以消除系统误差。模糊控制系统结构图如下页图3 所示。
当系统偏差|E|≥95 cm,图3 中的开关闭合,模糊控制与PI 控制的共同输出作为被控对象的输入,可实现小超调量的快速调节,控制作用较强;当|E|<95 cm 时,开关打开,控制对象仅为PI 控制器,可对系统后半部分存在稳态误差的情况进行调节,可以很好地消除误差。
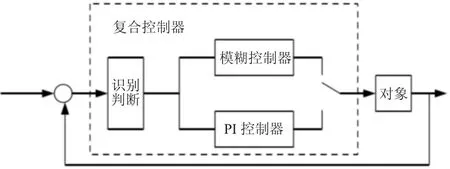
图3 模糊控制系统的结构图
1.2 模糊控制器的设计
当控制系统的偏差≥95 cm 时,此时被控对象的输入是模糊控制与PI 控制器共同输出,可以消除各种因素对其的影响,具有很强的控制效果。图4 为简化的控制系统的控制对象,当输送机出现横向跑偏时直接导致滚轮位置的变化,进而带动杠杆产生摆动,并通过后面的四杆机构,将跑偏量转为h 的变化量。而控制系统的输入量是通过测得的h 变化量与变化速率,本文选取E=h-h0(h、h0分别为输送带正常和跑偏后检测元件与底座间的距离),因此,将系统偏差的导数作为输入量,输出量为蜗杆转速。
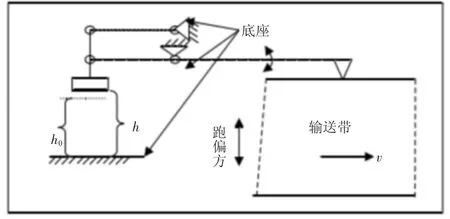
图4 带式输送机模糊控制的简化图
1.3 比例积分模块设计
当控制系统偏差<95 cm 时,断开模糊控制器开关,此时被控对象的输入是仅用比例积分控制器的输出,可以将系统的稳态误差进行消除。比例积分控制器的系统控制是采用比例、积分计算得到的控制量。
对于比例控制,是一种比较简单的控制方式,其输入误差变量与输出量是简单的比例关系,控制特点是随误差信号的变化,输出变量也快速变化。当比例系数越大时,控制系统也相应地响应越快;不足时只有比例控制的系统,输出存在稳态误差。
对于积分控制,其输入误差变量和输出变量的积分是正比关系,通过加入积分,就可以将系统的稳态误差消除。比例积分控制有位置式和增量式两种控制算法,因为位置式的输出与之前的全部状态相关,不适用计算机的快速运算;而增量式是输出变量为增量,并且通过偏差换向,控制变量也快速变化,可将积分饱和的危险消除。本文采用的是增量式算法。
系统控制关系为:

式中:μ(k)为控制器的输出;e(k)为控制器的输入;kp为控制器的比例放大系数;T为控制器的积分时间。
1.4 控制系统软件和硬件设计
本文进一步对控制系统的软件部分进行设计,其软件设计流程图如图5 所示。
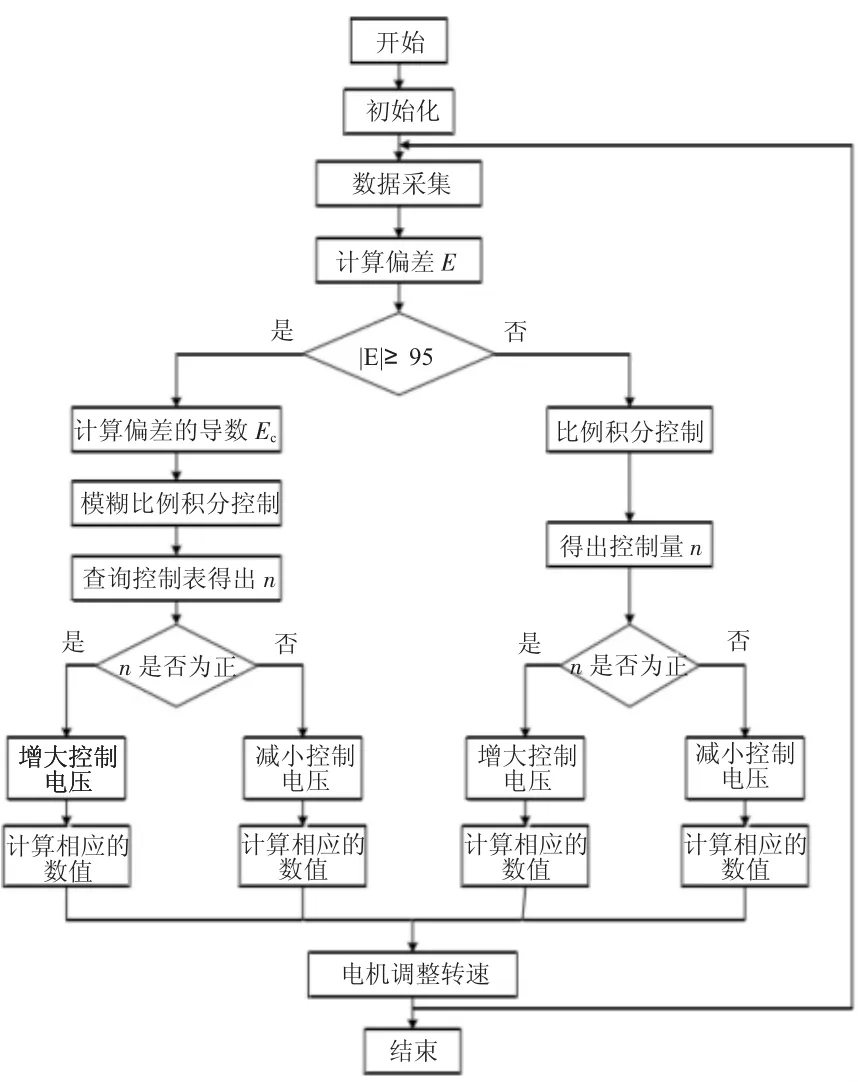
图5 自动纠偏装置软件设计流程图
再对自动纠偏装置控制系统的硬件进行设计,并与装置的软件系统相匹配。带式输送机纠偏装置控制系统硬件图如图6 所示。
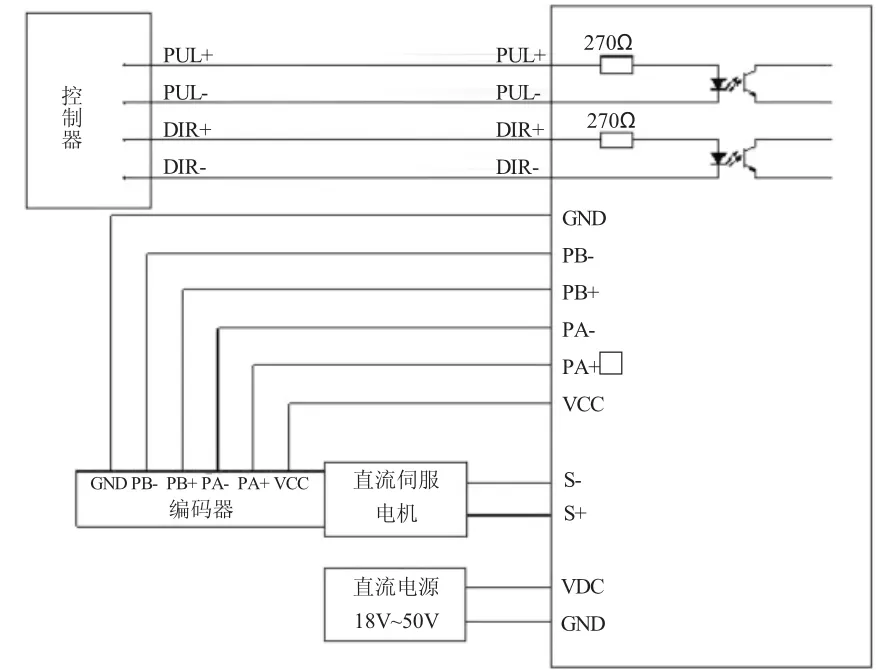
图6 自动纠偏装置的硬件设计图
2 带式输送机自动纠偏装置的仿真分析
前述详细设计带式输送机纠偏装置的控制系统,为进一步验证系统的纠偏效果,本文建立MATLAB和ADAMS 联合平台对其进行仿真研究,其中,仿真激励输入信号采用的是阶跃信号,进而可以很好地实现纠偏装置旋转弧度的控制,仿真结果如图7 所示。
从图7 中可看出,带式输送机自动机纠偏装置尽管出现了几个振荡循环,但是振荡幅度不算大,且纠偏装置能够很好地到达控制位置。因此,从整体上来看,本文设计的自动纠偏装置系统在纠偏过程中有一定的可控性,稳定性也比较好,达到了预期目标。
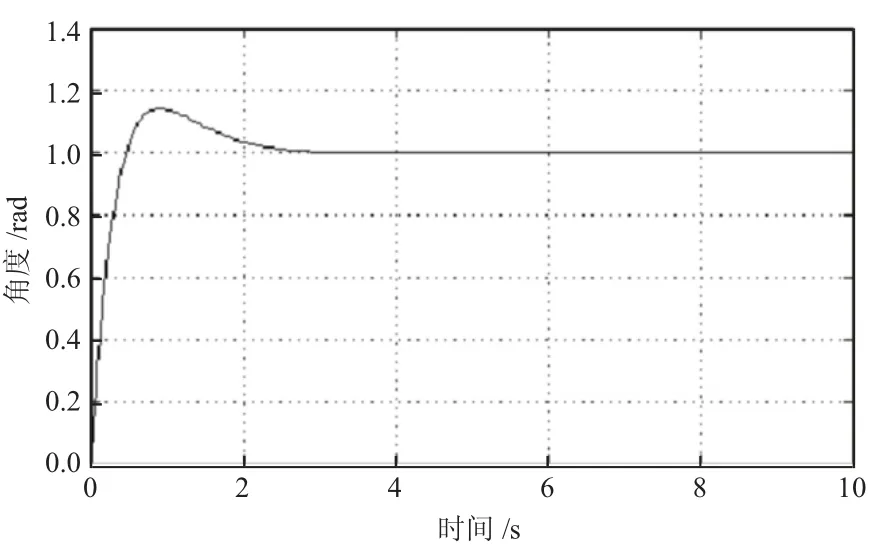
图7 自动纠偏装置的仿真结果
3 结语
为有效解决带式输送机运行中出现的跑偏现象,进而保证煤矿生产的安全高效。本文设计出一套输送带自动纠偏装置,并具体对模糊控制与PI 控制系统及其系统的软硬件进行设计,采用直流伺服电机为系统的动力源,并结合红外距离检测传感器测量输送带的横向位置和变化趋势;最后,建立MATLAB 和Adams 联合平台对控制系统进行仿真分析,结果表明,该自动纠偏系统具有一定的可控性,稳定性好。