YJ27滤嘴接装机接装纸切纸刀片快速更换专用工装的设计
2022-09-24孙东亮卞建胜张兴华
韩 永,赵 斌,孙东亮,卞建胜,张兴华
山东中烟工业有限责任公司济南卷烟厂,济南市高新区科航路2006号 251014
滤嘴接装机主要是将双倍长烟支、滤嘴段及接装纸片组合、包裹、搓接后分切成滤嘴烟支[1-2],其中接装纸经滚刀式或剪切式切割系统切割后得到接装纸片[3-4]。近年来,剪切式切割系统因具有载荷小、振动小以及噪声小等特点得到推广应用[5-6],但切割系统中的切纸刀片因刀片磨损或刃口崩裂容易导致接装纸切割效果不佳等问题,更换刀片则安装精度要求高、维修安全风险大,为此生产中通常需要采用整体校刀工装对刀片进行校对。针对剪切式接装纸切割系统已有较多研究。黄炬兴[7]采用疲劳断裂寿命计算模型分析切纸刀片的使用寿命,为设备的预防性维修提供了指导;刘倩等[8]采用新型陶瓷不粘胶材料对切刀进行喷涂改造以方便清理刀片,减少了切刀保养时间和设备停机次数;段军武等[9]通过优化上下盖结构和增加支架的方法对整体校刀工装进行改进,简化了校刀工序;曲军建[10]设计了一种用于GD121型卷烟机切纸刀架的校正工装,解决了刀架上切刀校正难度高、耗时长、精度低等问题;陈圣等[11]采用一种网格纸直观地显示切刀切口的起始位置及长度,实现了切刀压紧力的标准化调整;李莲喜等[12]为延长刀片使用寿命、提高切纸效果,通过分析切割系统的结构特点,提出了确保隔套清洁、压紧单列角接触球轴承时螺钉对称拧紧等装配要求,并通过测试获得最佳切刀挤压量为0.04~0.05 mm。上述研究从不同方面改善了剪切式接装纸切割系统中存在的问题,但是关于单把切纸刀片快速更换的研究则鲜见报道。为此,设计了一种剪切式接装纸切纸刀片快速更换专用工装,以期减少维修时间,降低设备运行成本。
1 问题分析
1.1 工作原理
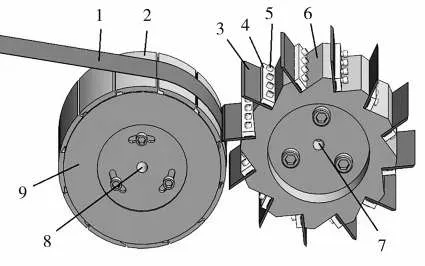
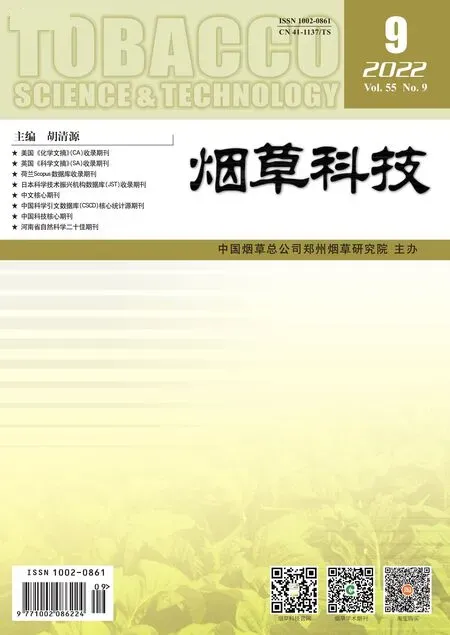
图1 剪切式接装纸切割系统结构示意图Fig.1 Structure of shearing tipping paper cutting device
剪切式接装纸切割系统主要由切纸刀辊和切纸鼓轮等部分组成,见图1。其中,切纸刀辊(7)的刀架(6)上安装有12把由硬质合金制成的切纸刀片(3),并通过压条(4)将刀片固定;12把刀片分别与切纸鼓轮轮体(9)表面的12个硬质合金块(2)对应;随着切纸刀辊与切纸鼓轮间相对转动,刀片与硬质合金块循环啮合,将其中的接装纸(1)剪切成设定长度的接装纸片[2-4]。为确保12把刀片与硬质合金块的啮合效果(压紧力)一致以避免接装纸片间出现未切断现象,应保证12把刀片安装高度相同且刀刃平行不偏斜。在实际生产中,当刀片出现轻微疲劳磨损导致刃口变钝时,通过调整切纸刀辊增大刀片与硬质合金块的压紧力可以保证切割效果,但当刀片出现严重磨损或因异物阻挡而造成刃口崩裂时,则需要更换刀片。
1.2 存在问题
常用的切纸刀片更换方式有2种:①整体更换方式。如图2所示,拆卸切纸刀辊并更换所有刀片后将切纸刀辊放置于整体校刀工装(5)的两个端盖之间,逐一拉出12把刀片(1),使刀片两端刃口卡在端盖上的设定位置后紧固刀片固定螺钉(2)。该方法会导致部分未损坏刀片也被更换,增加备用刀片使用数量且维修时间长。②经验维修方式。维修人员根据经验在不拆卸切纸刀辊的情况下更换损坏的刀片。该方法耗时长且存在人身安全隐患,若刀片安装位置不精确则会导致更换刀片的啮合效果(压紧力)与未更换刀片不一致,进而出现接装纸切割效果不佳、刀片磨损或刃口崩裂、硬质合金块刃口损伤等问题,缩短接装纸切割系统使用寿命,影响卷烟生产效率和产品质量。
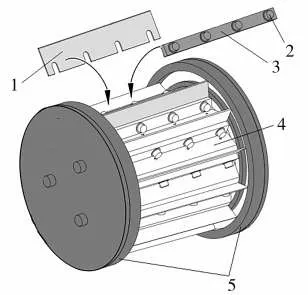
图2 切纸刀片整体校刀工装工作示意图Fig.2 Schematic diagram of cutter setting fixture for paper cutting blades
2 新型工装设计
为减少备用刀片使用量、提高刀片安装位置精准度,设计了一种接装纸切纸刀片快速更换专用工装(以下简称专用工装)。
2.1 工装结构
专用工装主要由定位块、亚克力盖板、盖板固定螺钉和平头压紧螺钉组成,见图3。其中,定位块(1)尺寸为120 mm×31 mm×10 mm,由标准硬铝(2A11)材料制成并根据切纸刀片厚度(1.2 mm)设计为矩形凹槽(109.5 mm×14.0 mm×1.4 mm),凹槽的中间位置设有一个台阶螺纹孔。亚克力盖板(2)由5个规格为M4×12 mm的螺钉(3)固定在定位块上,使矩形凹槽形成一个间隙为1.4 mm的刀槽,仅允许一把切纸刀片插入。平头压紧螺钉(4)的螺帽端为圆柱形(9 mm,h=2.5 mm),螺杆端有螺纹部分的长度为17.5 mm,螺纹规格为M5;无螺纹部分长度4 mm并设有一个通孔(2 mm),利用内六角扳手转动平头压紧螺钉,可以实现切纸刀片的锁紧和松开。锁紧平头压紧螺钉可以防止刀片在安装过程中出现前后移动,确保刀片的安装精度;松开平头压紧螺钉可以在更换刀片后将刀片与专用工装分离。

图3 接装纸切纸刀片快速更换专用工装结构示意图Fig.3 Structure of special fixture for replacing tipping paper cutting blades
2.2 工作流程
如图4所示:①手动盘车使损坏的切纸刀片处于切纸刀辊的左上方,拧开压条(3)上4个刀片固定螺钉(4)并取出损坏刀片后,对刀片安装部位进行清洁和保养;②将备用切纸刀片(2)插入专用工装(1)刀槽内,锁紧平头压紧螺钉固定刀片;③利用专用工装将备用刀片安装至切纸刀辊刀架上,拧紧4个刀片固定螺钉;④松开平头压紧螺钉,取出专用工装,安装完成。
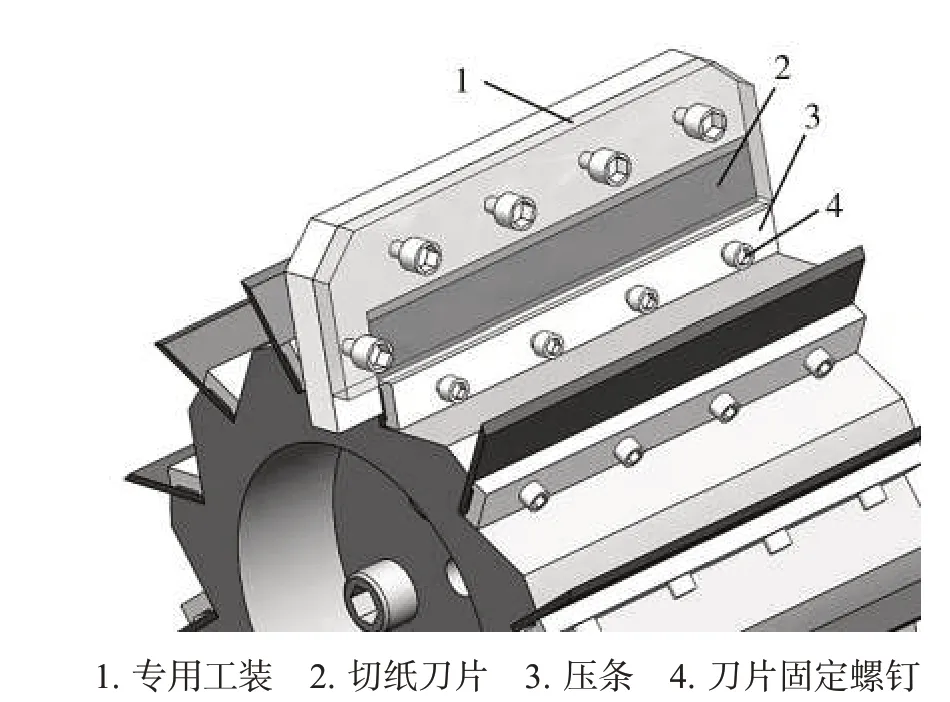
图4 接装纸切纸刀片快速更换专用工装工作示意图Fig.4 Schematic diagram of special fixture for replacing tipping paper cutting blades
3 应用效果
3.1 实验设计
材料:“泰山(白将军)”牌烟用接装纸(潍坊华港包装材料有限公司);接装纸切纸刀片(青岛海博双木机械有限公司)。
设备:5台YJ27滤嘴接装机(常德烟草机械有限责任公司)。
方法:设定YJ27滤嘴接装机切纸刀辊的一把刀片损坏,指定5名维修人员分别采用整体更换、经验维修以及专用工装更换3种作业方式进行模拟维修,统计各作业方式下的维修时间和返工次数,计算平均值和极差。统计5台接装机使用专用工装前后每月刀片损耗数量,统计时间为6个月,取平均值。
3.2 数据分析
由表1可见,与整体更换和经验维修2种作业方式相比,采用专用工装进行刀片更换的平均维修时间分别减少12.8和7.6 min/次,维修时间极差分别降低87%和92%,说明使用专用工装可以有效提高维修效率,减少人工经验差异带来的不利影响。此外,采用整体校刀工装作业时,因校对难度大、标准要求高,返工率达到20%;采用经验维修方式时,返工率较高,平均返工2次/人;采用专用工装则有效解决了返工问题,保证了刀片安装精度。由表2可见,使用专用工装更换刀片后,每台滤嘴接装机切纸刀片的平均损耗数量由使用前的7.8把/月减少至2.3把/月,降低幅度达到70%以上,有效减少了备件损耗。
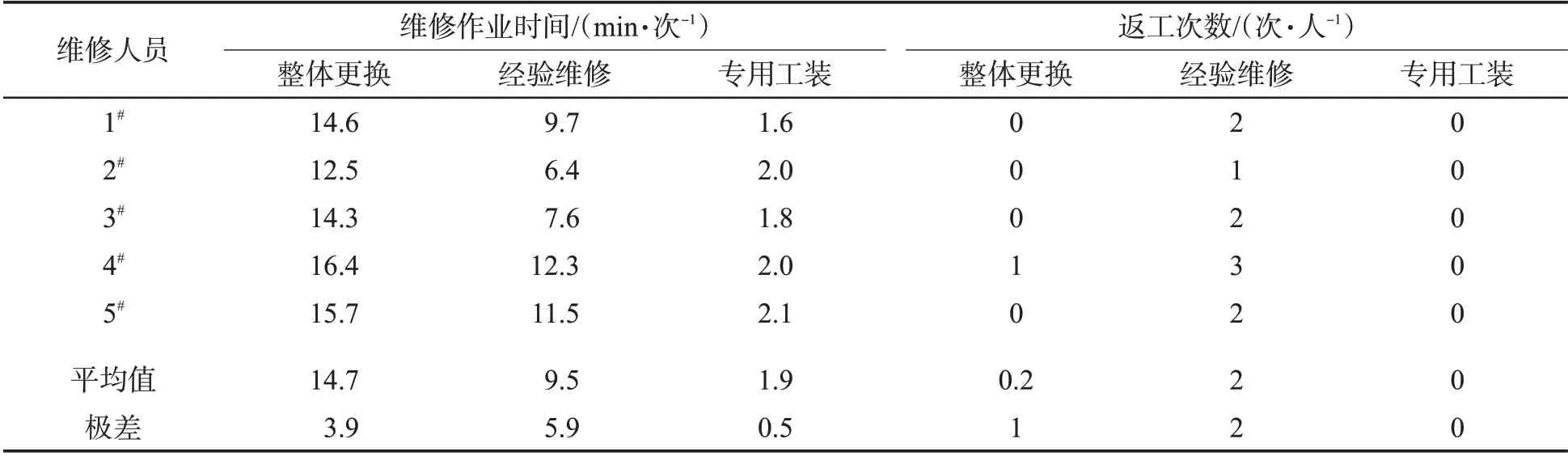
表1 3种维修作业方式对比数据Tab.1 Data of three maintenance methods
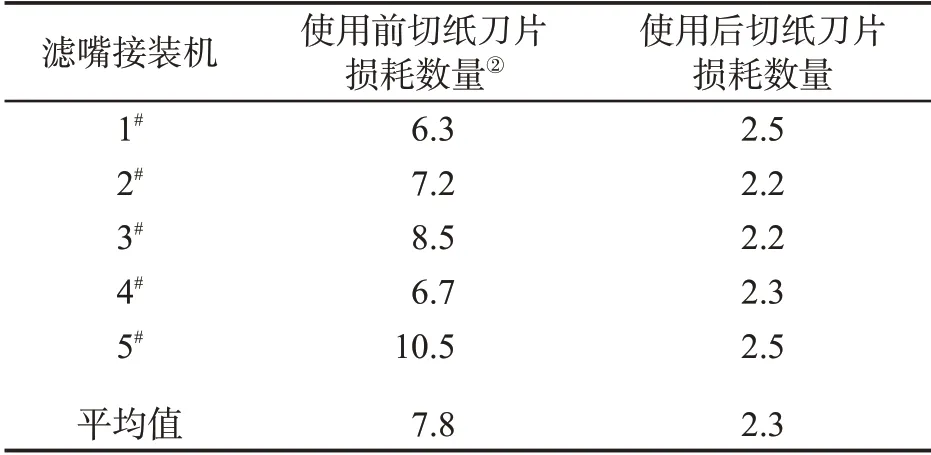
表2 专用工装使用前后切纸刀片损耗数量对比①Tab.2 Consumption of paper cutting blades before and after adopting special fixture (把·月-1)
4 结论
基于剪切式接装纸切割系统设计了一种切纸刀片快速更换专用工装,在不拆卸切纸刀辊的情况下实现了单把刀片的更换。以济南卷烟厂使用的YJ27滤嘴接装机为对象进行测试,结果表明:与整体更换和经验维修2种作业方式相比,采用快速更换专用工装后,平均维修时间分别减少12.8和7.6 min/次,且未出现返工现象;每台滤嘴接装机切纸刀片的平均损耗数量由7.8把/月减少至2.3把/月,有效提高了卷接设备维修效率,减少了备件损耗。该装置可推广应用于其他采用剪切式切割系统的滤嘴接装设备。