汽车尾门内板共用开卷落料模设计与应用
2022-09-24李丽坤谢迎欢乔晓勇
0 引言
随着国内汽车制造业不断发展,不同车企、不同品牌之间的竞争日趋激烈。由于原材料价格和人工成本不断上涨,为了降低成本,提升材料利用率和生产效率,越来越多的汽车主机厂和钢厂剪切配送中心开发了全自动化开卷落料生产线,如图1所示。开卷落料生产线在实际生产中具有提高材料利用率、提升产品品质和生产效率、降低劳动强度等优点。而开卷落料线中重要的落料设备是开卷落料模,开卷落料模通过落料线的自动送料装置将送来的卷料加工成所需板件,目前已经广泛应用于汽车覆盖件模具的开发
。相比于普通落料模,开卷落料模是在卷料连续输送的状态下进行冲压,一般分为2~3个工步完成。开卷落料模不仅生产效率高,而且通过合理的排样设计,能够大幅度提升材料利用率。
尾门内板是重要的车身零件之一,由于其造型和成形的特殊性,通常需要进行开卷落料。通过对比某车企的尾门内板开卷落料工艺,发现其落料形状和落料模结构存在一定的相似性。在模具结构设计上通过将卷料宽和步距设计成可调节形式,同时将工作部位设计成可拆换形式,这样可以实现一定条件下不同车型尾门内板落料模的共用生产,降低模具工装开发成本。
1 工艺设计
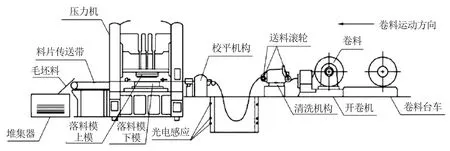
图2所示为汽车尾门内板常用的开卷落料排样设计,从图2 可以看出,开卷落料工艺包含卷宽、步距、窗框工艺孔、工艺切角4个部分的内容。其中卷料宽为零件宽度
;步距为零件长度
;窗框工艺孔通常按照零件中心对称设置,其最远端距离卷料宽中心
,距离零件中心为
;工艺切角包含窗框工艺切角和后保险杠工艺切角两部分,窗框工艺切角开口角度
,切角深度
;后保险杠工艺切角开口角度
,切角深度
(开口角度
、
为2条切角边之间的夹角,切角深度
、
为切角尖点与卷料宽中心的距离)。为实现不同车型尾门内板落料模的共用生产,需满足以上参数在一定范围内变化的需求。
2 模具结构设计
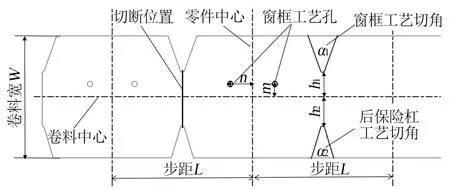
开卷落料模结构分为上模和下模两部分,主要包括导向结构、托料结构和工作结构等,如图3 所示。其中导向结构包含手摇式板料导向器4、固定式导向块7、导柱8 和导套10;托料结构包含浮动式托料架3;工作结构包含下模切断刀块组件2、下模窗框工艺孔刀块组件5、下模窗框工艺切角刀块组件6、下模后保险杠工艺切角刀块组件9、上模切断刀块组件12、上模窗框工艺孔刀块组件13、上模后保险杠工艺切角刀块组件14 和上模窗框工艺切角刀块组件15。
开卷落料模的工作原理是卷料通过传送机从模具进料侧进入,依靠浮动式托料架3向前传送,手摇式板料导向器4 和固定式导向块7 确保卷料在传送过程中不发生偏移。当卷料传送到特定位置时,上、下模通过导柱8 和导套10 进行导向,托料架被上模压下,板料与下模刀块接触,上模刀块附近的聚氨酯压料块压住板料,上、下模刀块接触将板料切断,通过下模的废料滑槽将废料排出模具外。之后上模向上运动,下模托料架在弹簧作用下随上模同时向上运动并将板料重新托起,最后板料继续向前传送到下一个工位
。
在落料模工作结构中,卷料宽调节可以通过模具中板料两侧手摇式导向器和固定式导向块实现;步距调节可通过调整上、下模切断刀块组件的安装位置实现;窗框工艺孔和工艺切角则可通过整体切换对应的刀块组件实现。
2.1 开卷落料模导向结构
(1)模具导向。上、下模通过布置在四角的
80 mm 导柱和导套进行导向,导柱和导套导向精度高,能保证上、下模刀块刃口间隙达到要求。
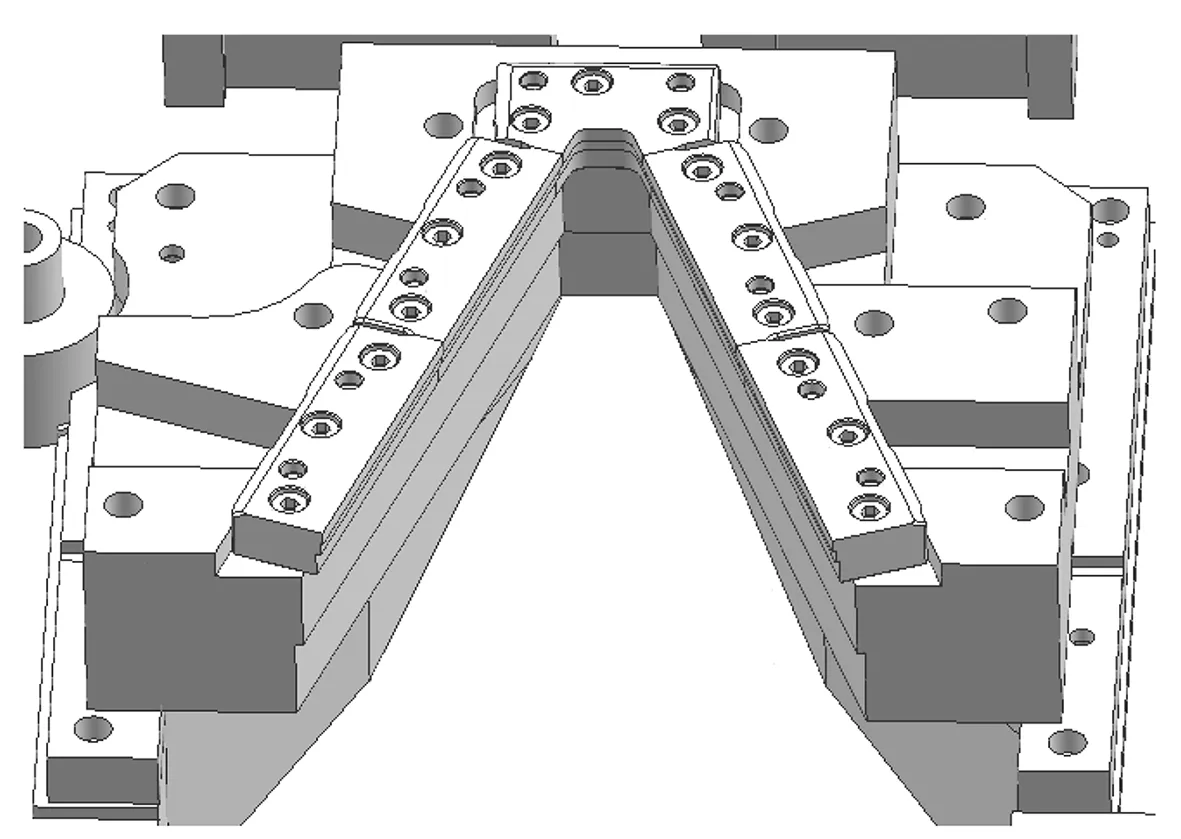
通过对比以往车型尾门内板的工艺切角处形状,单一的开口角度难以满足零件成形需求,此时需要分段设置不同开口角度。为此,在综合考虑切角废料排出和刀块固定板安装条件等因素后,下模座窗框和后保险杠切角位置均设置两级不同的开口角度。图11 所示为下模座窗框工艺切角刀块组件的安装面,其中一级开口角
=50°;二级开口角度
'=80°;切角深度
=210 mm;对于新项目零件,当同时满足一级切角
≤50°、二级切角
'≤80°以及210 mm≤
≤480 mm(切断刀边缘距离卷料宽中心线为480 mm)这3个条件时,此落料模可共用生产。

2.2 开卷落料模托料机构
开卷落料模工作结构包含切断刀块组件、窗框工艺孔刀块组件、工艺切角刀块组件,其中工艺切角刀块组件按照所处位置分为窗框工艺切角刀块组件和后保险杠工艺切角刀块组件。
研究表明,软土地区隧道沉降需经历数年才能达到稳定,且隧道不均匀沉降是各种影响因素对隧道整体状况的综合反映[9-10]。不均匀沉降将影响地铁结构的耐久性和运营的安全度,是导致隧道渗漏、道床和底板脱空、隧道线型偏差等病害的重要因素,也是判断隧道是否稳定的重要依据之一。
重新生出较多侧根和须根,促进了侧根、须根的生长发育,根系发达,并抑制苗木高生长,降低了茎根比值,苗木质量得以提高。合理利用土地和促进苗木侧根、须根的生长,以形成良好的根系,我们一般提倡采用移植技术来培育杨树大苗。
2.3 开卷落料模工作结构
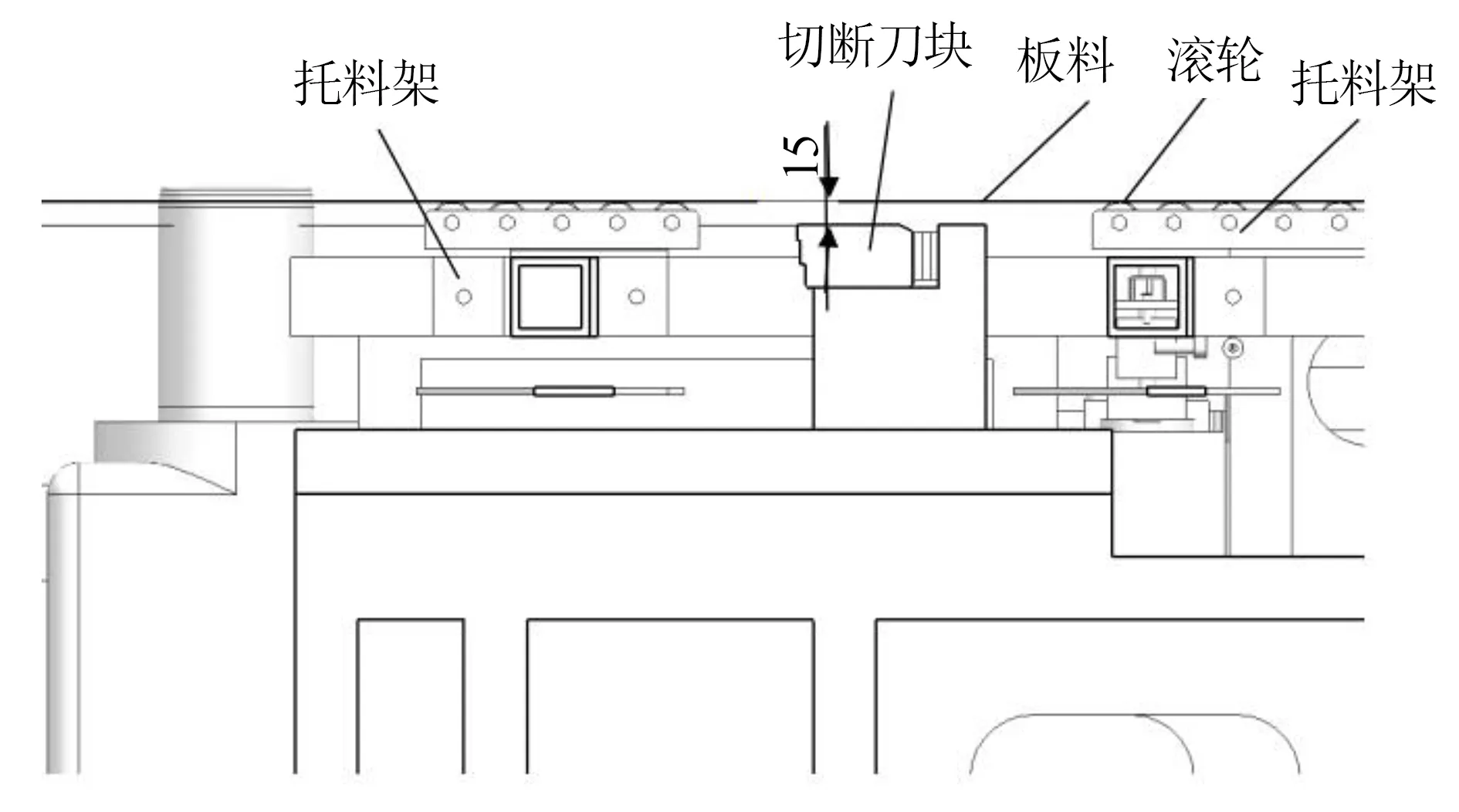
托料机构的作用是在送料过程中将板料抬至高于切断刀块15 mm,既要保证板料能高速顺畅无划伤地流动,又要防止板料因重力下沉与模具刀口发生碰撞,如图6所示。
2.3.1 切断刀块组件
检验方法论者对《提纲》第二条的内容或明或暗地做出了如下三个判断:第一,它的论域是认识论或曰知识论,而非存有论、价值论或其他;第二,人的认识确实可以具有客观的真理性;第三,具体的认识是否为真要通过实践的方法或途径来检验。我们可以将它们分别称之为论域判断、可知论判断和方法判断。
1)制定多元化的评价标准。常见的大学英语评价方式是期末考试成绩结合出勤、作业等平时成绩,或者参考英语等级考试成绩。但是单一的语言能力评价标准不能全面反映学生的综合素养,不能适应以核心素养为培养目标的大学英语教学,因此需要改善评价的标准,根据核心素养培养的要求,将英语的语言能力、学习能力、思维品质和文化意识纳入评价标准中,以此展现高职学生的核心素养和综合能力。
当猪场已经发生猪流行性腹泻病时候,应该对猪场进行全面消毒工作,对厂区周围也要进行播撒生石灰消毒,从而切断传染源。做好猪舍的保温工作是重要环节,一般采用保温灯的效果比较好。预防机体脱水、酸中毒,抗菌消炎同时也要止泻补液。
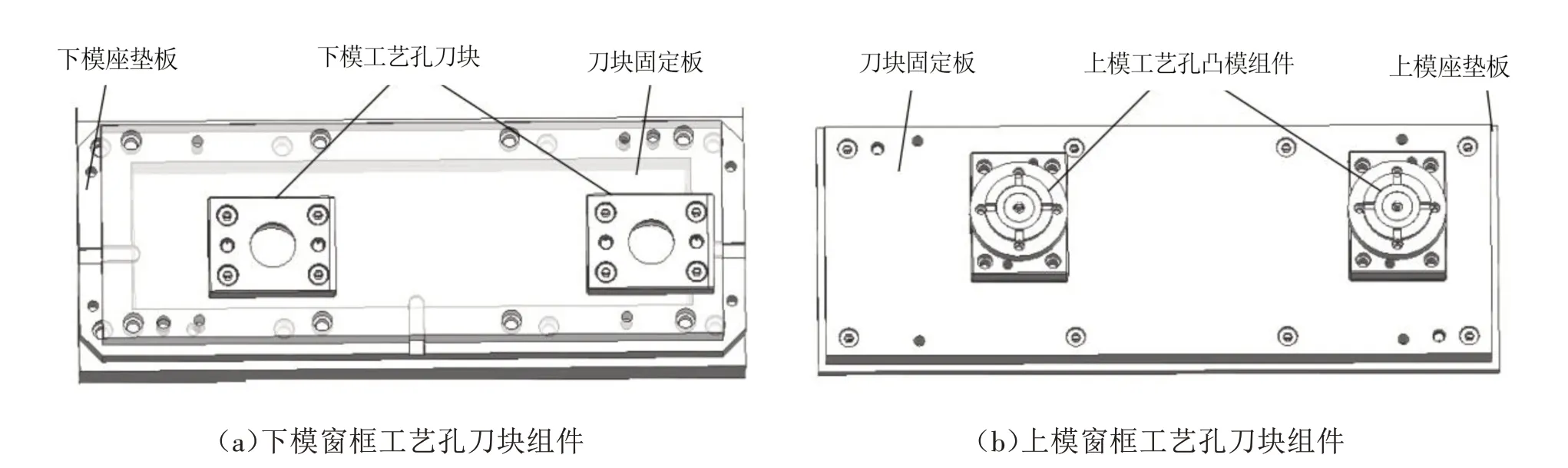
为满足窗框内侧的成形性要求,一般在窗框部位设计工艺孔。工艺孔的大小、形状和位置根据成形性分析来确定。根据经验,工艺孔通常是在卷料宽方向上按照板料中心线左右对称布置。一方面由于下模废料洞的尺寸和位置固定不变,窗框工艺孔的位置必须设在废料洞范围内;另一方面,送料方向的工艺孔位置调节范围与步距有关,不同的步距条件下,零件中心与废料洞中心相对位置不同,此时工艺孔的位置调节范围也不同。图9 所示为上、下模窗框工艺孔刀块组件,工艺孔刀块安装在固定板上,固定板安装在模座垫板上。当步距为1 705 mm 时,此时送料方向上零件中心与废料洞中心重合,工艺孔位置调节范围最大。当步距为1 525 mm 和1 910 mm 时,零件中心相对废料洞中心分别向右和向左的偏移量最大,此时工艺孔的位置调节范围最小。对于新项目的零件,在满足上述位置条件的前提下,只需根据新的工艺孔位置对刀块和固定板进行重新设计和制作,即可实现不同零件的切换生产。
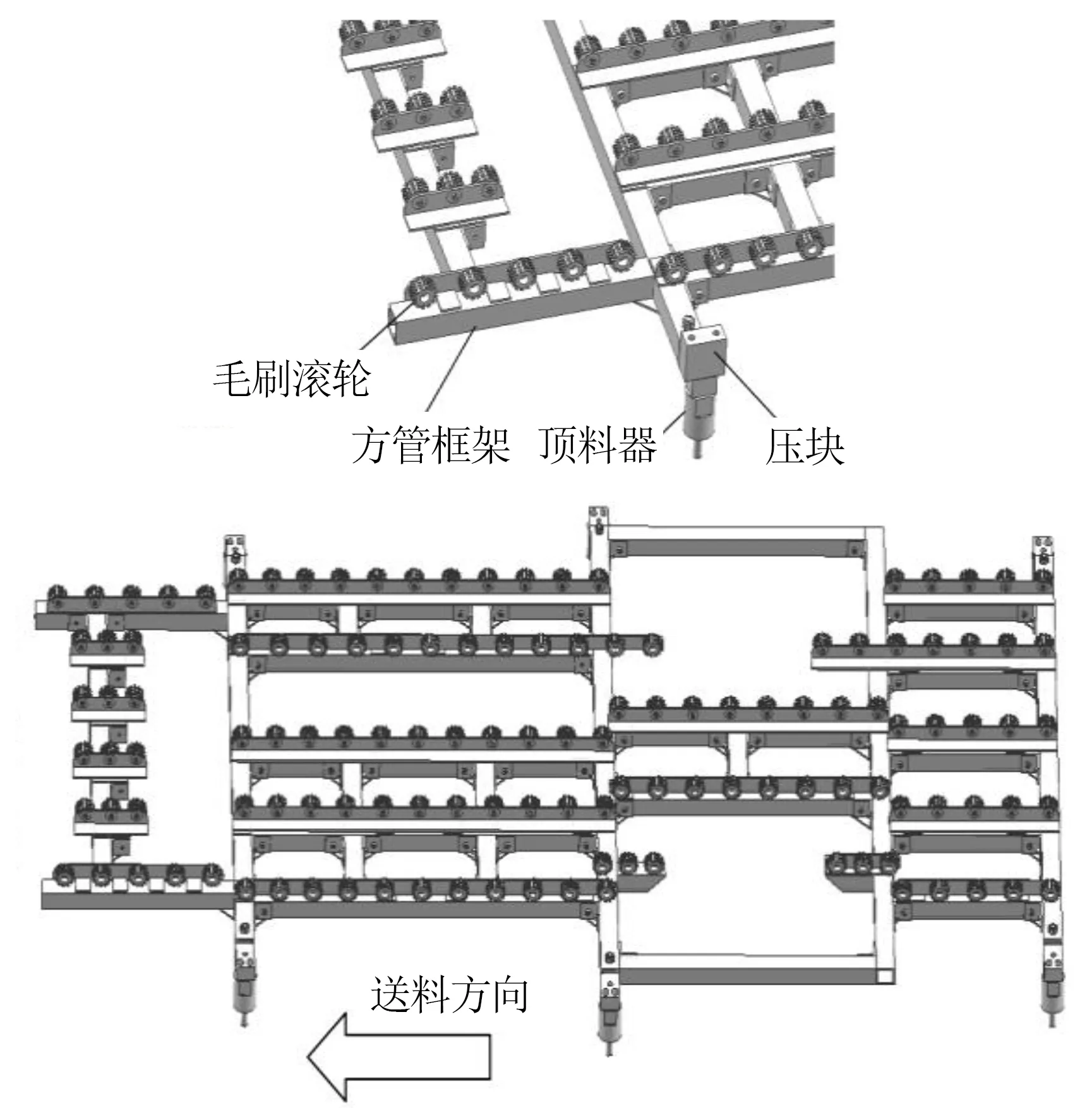
该落料模托料机构采用浮动式托料架,如图7所示。浮动式托料架由方管框架、毛刷滚轮和顶料器组成,使用时能保证板料按照一定高度向前推进
。托料架的顶料力由均匀分布在四周和中间的顶料器提供。顶到最高点时一般顶料器的作用力为托料架和板料总重力的1.2~1.5倍。托料架行程
=15 mm(自由状态下托料架高出刀口的距离)+5 mm(安全距离)+12 mm(上模压料橡胶的压缩行程12 mm,包含刃口的切入量8 mm)。压料橡胶和料片接触时托料架滚轮的最高点距离下刃口17 mm。
2.3.3 工艺切角刀块组件
2.3.2 窗框工艺孔刀块组件
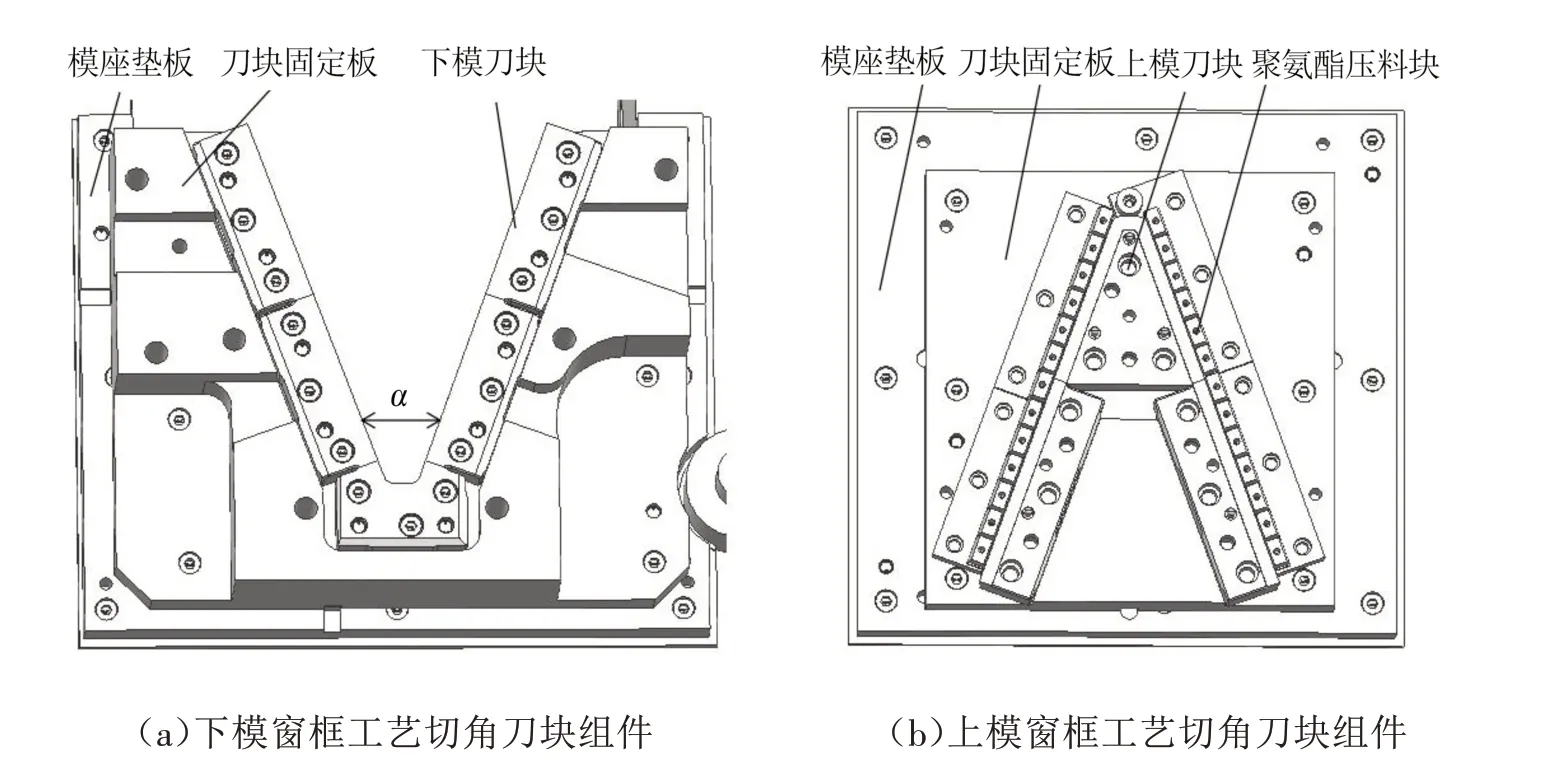
为满足零件成形性需求,尾门内板通常在窗框外侧、下端转角与后保险杠匹配的转角位置设置工艺切角。以窗框切角为例介绍如何实现不同车型的切换生产。图10所示为上、下模窗框工艺切角刀块组件,切角刀块安装在固定板上,固定板安装在模座垫板上。通过整体更换切角刀块及其固定板实现不同零件的生产。
(2)板料导向。板料在宽度方向的定位是由一对手摇式板料导向器、一对固定式导向块和一个弹簧式导向块实现,其作用是保证卷料向前送完一个步距之后,卷料不产生左右位移
,如图4 所示。其中手摇式板料导向器为自制机构,上面标有刻度值,通过转动手柄可实现导向块内外移动以满足不同宽度板料的传送需求。固定式和弹簧式导向块均为标准件,其安装位置预留有间隔为25 mm 的螺钉孔,如图5 所示。通过手动调整固定螺钉的安装位置,也可以满足不同宽度板料的传送需求。弹簧式导向块作用是压紧板料,防止传送过程中产生左右位移。此落料模可以满足1 240~1 445 mm 卷料宽的传送需求。
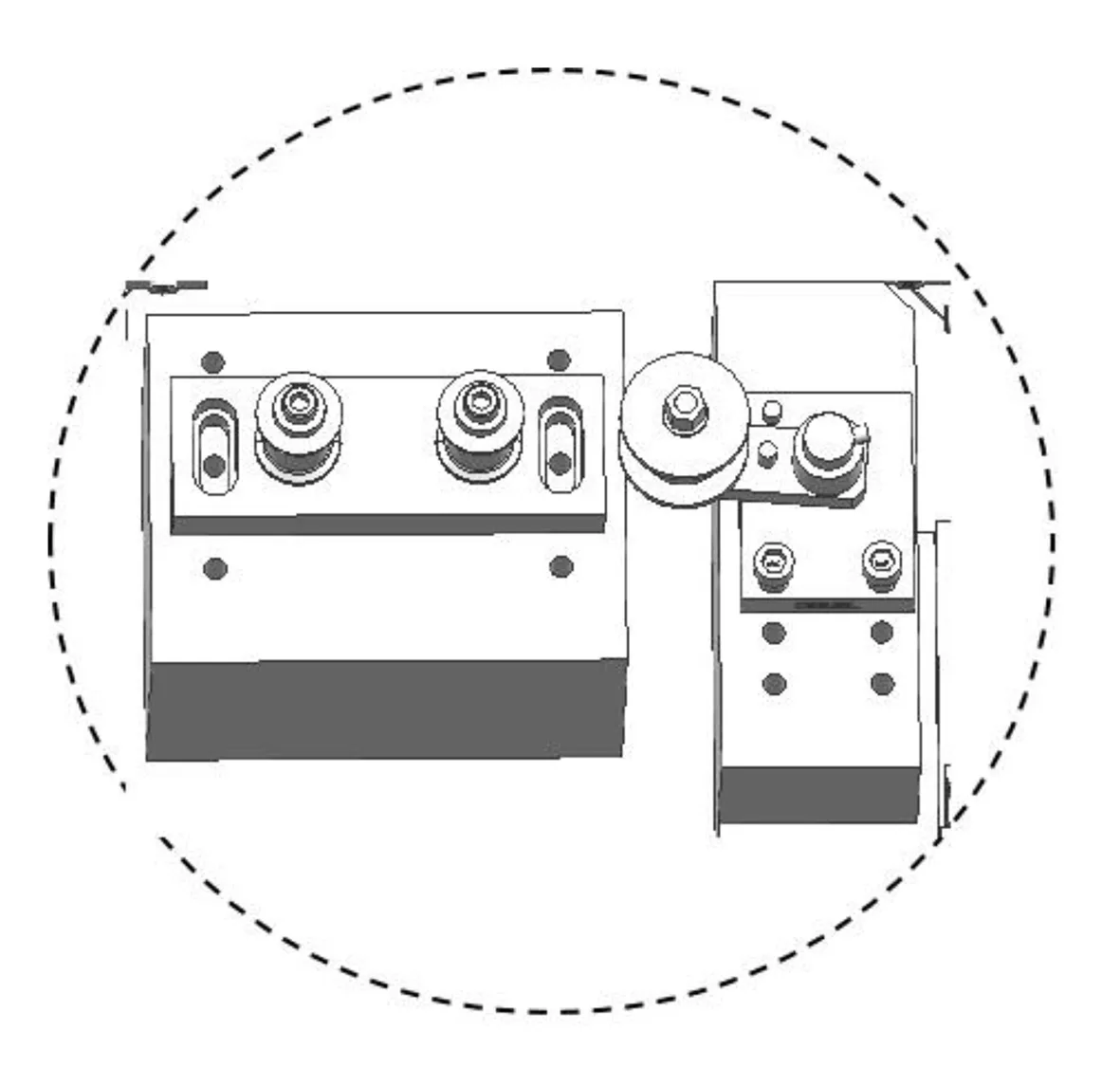
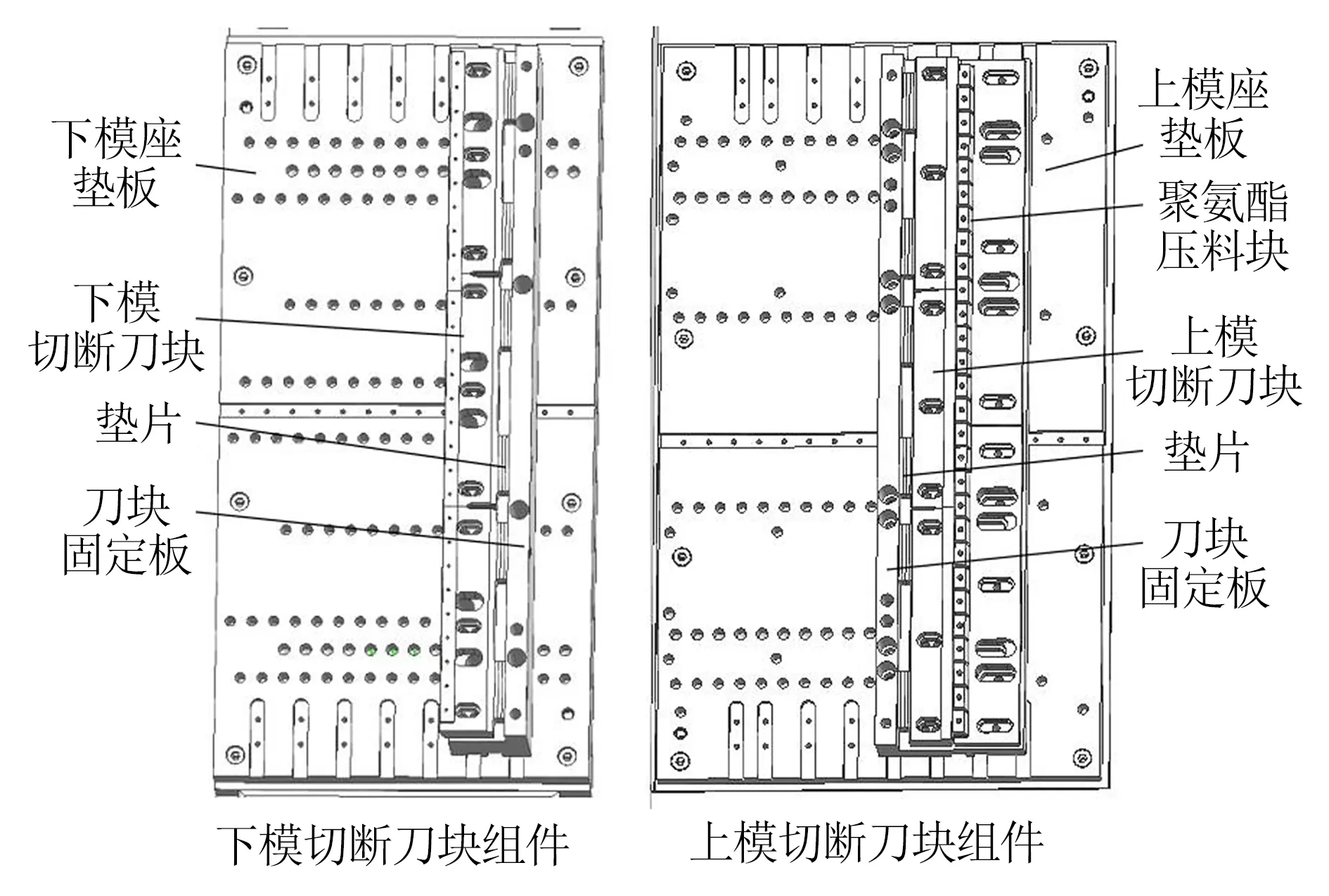
开卷落料模步距虽然是通过传送机控制,但最终依靠出料侧的切断刀实现,零件步距与切断刀的安装位置密切相关。切断刀块组件包含上模和下模两部分,如图8 所示。为满足不同步距板件落料的要求,上、下模的切断刀块安装位置应设计成可调节形式。首先切断刀块安装在固定板上,刀块螺钉孔为长圆孔。刀块通过背锁垫片方式进行定位(垫片厚度为5 mm,最大数量为5 片),可以实现切断刀块在固定板上25 mm的调节量。其次刀块固定板安装在模座垫板上,预先在模座垫板上间隔30 mm 加工固定刀块固定板的螺钉孔和销钉孔,可以实现刀块固定板在模座垫板上按照30 mm的倍数进行位置调节。通过调节刀块及其固定板的安装位置,可以实现不同步距零件的生产要求(步距调节范围为1 525~1 910 mm,按照5 mm 的整数倍增减)。同时出料侧的托料架滚轮也可以根据刀块固定板的位置左右移动,防止板料因悬空下沉而碰撞刃口。另外上模聚氨酯压料块安装螺钉孔也设置成长圆孔,可以实现随上模切断刀块同步移动。

要满足不同的开口角度需求,必然会遇到切边刀块悬空的问题。如果将刀块直接安装在模座垫板上,由于刀块悬空较大,安装螺钉和销钉承受剪切力,长时间生产会导致松动而影响切边精度。为此在刀块与模座垫板之间增加1 块V 形固定板,刀块安装在固定板上。通过刀块固定板可以抵消和分散一部分剪切应力,受力更加均衡,如图12所示。
另外生产不同的零件需要不断调整切断刀块位置和切换不同的刀块组件,刀块固定板的定位销需要反复拆装。如果将刀块固定板直接安装在铸造的模座上,由于铸件硬度低,反复拆装定位销会使模座上的销钉孔过早磨损,导致定位精度下降,影响零件切边间隙。因此在每个刀块固定板的安装面上镶嵌1 块模座垫板(材质为T10A,热处理硬度为62~64 HRC)
,这样能有效减轻销钉孔的磨损,提高模具生产精度和延长使用寿命,提升零件的切边质量。
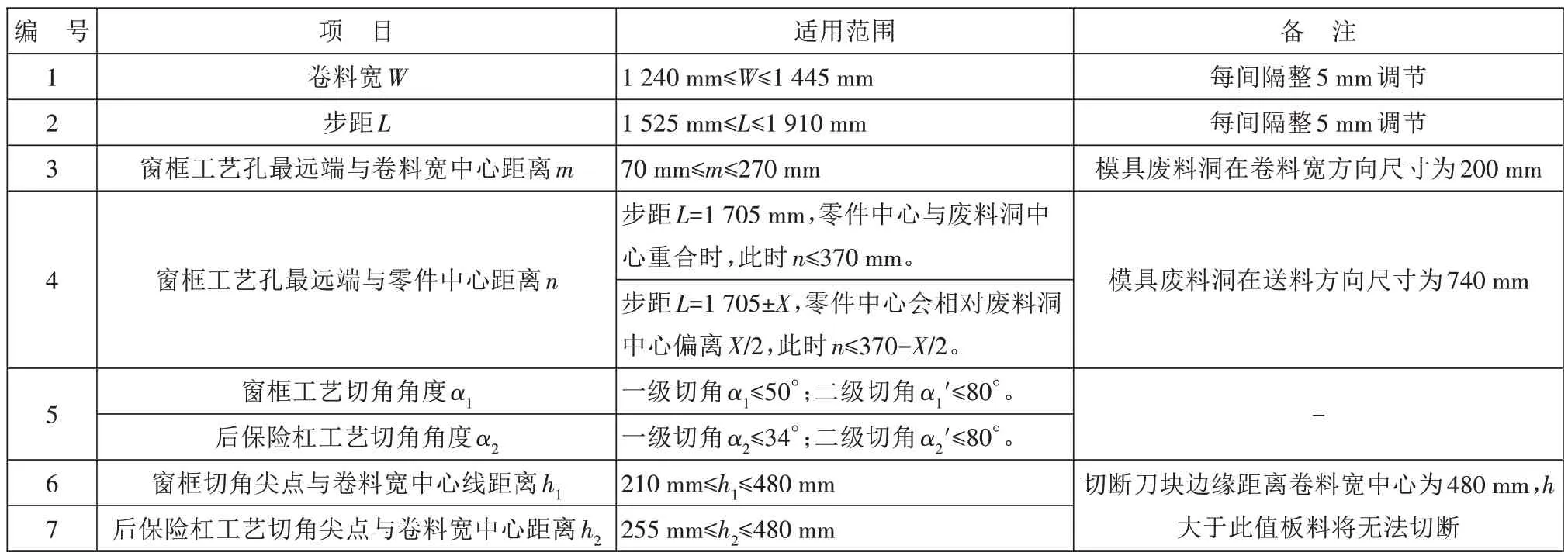
3 模具适用范围
表1 所示为此尾门内板开卷落料模的适用范围,当新项目的零件同时满足这些条件时均可采用该落料模生产。
4 生产应用
图13所示为尾门内板的实际开卷落料模,目前该落料模已在尾门内板落料生产中得到应用,实际板料如图14所示,且将继续应用在后续车型中。
不过,需要指出,国内学者经常混用美国学和美国研究概念,甚至认为它们无甚区别。比如,有学者认为,美国学,亦作美国研究(李青,杨小洪 1999:24),也有学者认为,“美国学又称美国研究,是一门关于美国的学科”(蒿琨2017:65)。当然,不少学者主张区分,如叶英(2010)提出区分美国研究与美国学,促进美国研究这个综合工程和美国学(美国文化研究)的学科建设。到目前为主,美国学的概念尚未普及,但已得到较多使用。比如,梅仁毅(1986)对“‘美国学’的发展和近况”进行了探讨,赵可金(2010)讨论了“美国学:学科成长与中国意义”。

5 结束语
针对尾门内板落料工艺存在的相似性特点,研究了可用于多个零件生产的落料模。分析了该落料模结构设计的要点,列出了其适用范围,并将制造的模具成功应用于项目中,取得了满意的效果。这种设计不仅减少了新项目的模具开发费用,缩短了模具开发周期,节约了模具存放场地,同时也为成形其他相似零件的落料模共用化研究提供了参考。
[1]王 平,崔礼春,马国礼.先进开卷落料线的工艺规划设计[J].锻压技术,2013,38(4):190-192.
[2]张国兵,陈文琳,徐迎强,等.汽车发动机盖类制件共用开卷落料模设计与应用[J].锻压技术,2015,40(8):94-97.
[3]刘春雨,郑 薇.汽车左右侧围外板共用落料模的研究与应用[J].模具工业,2017,43(9):42-44.
[4]李傲宏.开卷线落料模结构设计[J].模具工业,2014,40(2):39-41.
[5]李珠恒.汽车侧围开卷落料模设计[J].模具工业,2016,42(3):25-28.
[6]王宏伟.碳素工具钢的热处理及其应用[J].煤炭技术,2006,25(8):31-32.