果胶酶酶法提取亚麻籽油工艺条件优化
2022-09-19田振华
王 恺,田振华
(黄河水利职业技术学院 环境工程学院,中原特色食品工程技术中心,开封市食品成分及质量评估重点实验室,河南 开封 475000)
亚麻又称胡麻,起源于远东、地中海沿岸,是一年生草本植物,按用途可分为纤维用亚麻、油用亚麻和油纤兼用亚麻三种。亚麻籽是亚麻的成熟种子,由于其含有丰富的必需脂肪酸α-亚麻酸,近年来在我国主要作为油料用于食用植物油的生产加工[1-3]。
目前,从亚麻籽中提取亚麻籽油的方法主要有热榨法和溶剂浸出法,这两种方法在前处理过程中要采用高温长时间处理,油料中的蛋白质易变性,不利于资源的再利用[4]。王文侠等[5]采用超临界二氧化碳流体萃取法提取亚麻籽油,亚麻籽油提取率高达80.18%,但所需设备昂贵,不利于大规模的工业化生产。水酶法因反应条件温和、产物综合利用高等优势而受到广泛关注。
水酶法是利用酶对植物细胞壁的降解作用,使脂多糖、脂蛋白分解,从而利于油脂释放,提高油脂的提取率。水酶法常用的生物酶有碱性蛋白酶、纤维素酶、果胶酶、α-淀粉酶、木瓜蛋白酶等。采用水酶法提取亚麻籽油的相关研究较少,且在已有研究中多是采用复合酶,如陈晶等[6]利用碱性蛋白酶和复合纤维素酶提取亚麻籽油,并对提取工艺进行了研究;姚思含等[7]使用纤维素酶和果胶酶复合酶辅助三相分离法对同时提取亚麻籽油、亚麻籽蛋白和亚麻籽胶的工艺进行了优化;张会彦等[8]采用中性蛋白酶与戊聚糖酶复合酶提取亚麻籽油,并对提取工艺进行了优化。考虑到果胶酶取材方便,提取效率高等优点,本研究采用单一果胶酶酶法提取亚麻籽油,通过单因素实验和响应面实验优化酶法提取条件,以期为酶法提取亚麻籽油提供参考。
1 材料与方法
1.1 实验材料
脱胶亚麻籽,浙江中科中创健康科技有限公司。果胶酶(酶活3×105U/g),南宁东恒华道生物科技有限责任公司;氢氧化钠、柠檬酸等均为分析纯试剂。
HS-9240A电热鼓风干燥箱,FA1004电子天平,WH-5恒温水浴锅,SS752-500型高速离心机,RE-2000A旋转蒸发器。
1.2 实验方法
1.2.1 亚麻籽油的提取
取50 g脱胶亚麻籽,经粉碎机粉碎后,按照一定的料液比添加蒸馏水,用0.1 mol/L的柠檬酸溶液调节料液的pH至果胶酶最适反应pH(约3.5左右),升高温度,添加一定量的果胶酶,酶解反应一定时间。酶解完成后置于90℃水浴中灭酶活10 min,冷却至室温后移至离心机中离心20 min,收集上层清油,即得亚麻籽油。
1.2.2 亚麻籽油提取率的计算
采用GB/T 14488.1—2008测定脱胶亚麻籽的含油率,按下式计算亚麻籽油提取率(Y)。
Y=m1/(m0C)×100%
(1)
式中:m1为亚麻籽油质量,g;m0为脱胶亚麻籽粉质量,g;C为脱胶亚麻籽粉含油率。
2 结果与分析
2.1 亚麻籽油提取单因素实验
2.1.1 料液比对提取率的影响
在果胶酶添加量3%、酶解温度55℃、酶解时间6 h条件下,考察料液比对亚麻籽油提取率的影响,结果见图1。
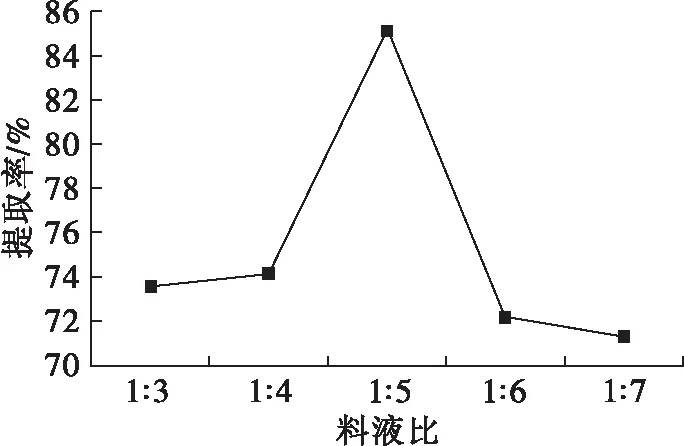
图1 料液比对亚麻籽油提取率的影响
由图1可知,随着料液比的增加,亚麻籽油提取率先增大后降低。料液比从1∶3增加到1∶4时,提取率增加不明显;料液比从1∶4增加到1∶5时,提取率陡然上升,当料液比为1∶5时,提取率最大,这表明在一定范围内,增加水量可以明显提高提取率;料液比超过 1∶5后,提取率明显下降,这可能是因为水的过度增多,使酶的浓度降低,反应速度减慢,反应效率下降。
2.1.2 酶解温度对提取率的影响
在料液比1∶5、果胶酶添加量3%、酶解时间6 h条件下,考察酶解温度对亚麻籽油提取率的影响,结果见图2。
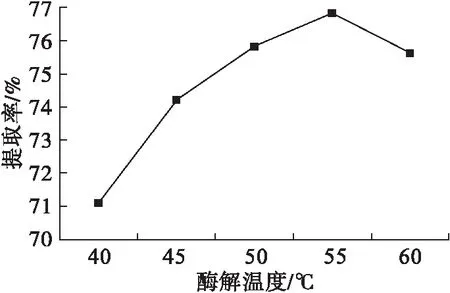
图2 酶解温度对亚麻籽油提取率的影响
由图2可知,随着酶解温度的升高,亚麻籽油提取率呈先增大后降低的趋势,在55℃时达最大值。这是因为酶的活性与温度息息相关,每一种酶都有其最佳活性温度范围,在本实验条件下,随着酶解温度上升,酶的活性逐渐增大,酶的催化反应速度加快,亚麻籽油提取率也呈现增长趋势,在55℃之后,酶会逐渐变性失活,从而导致亚麻籽油提取率降低。
2.1.3 酶解时间对提取率的影响
在料液比1∶5、果胶酶添加量3%、酶解温度55℃条件下,考察酶解时间对亚麻籽油提取率的影响,结果见图3。

图3 酶解时间对亚麻籽油提取率的影响
由图3可知,随着酶解时间的延长,亚麻籽油提取率呈先上升后下降的趋势,在提取时间6 h时达最高。这是因为酶解时间过长,有可能促使部分提取出来的亚麻籽油进入了乳化层,导致清油量减少,提取率反而下降[9]。
2.2 亚麻籽油提取响应面实验
在单因素实验的基础上,固定果胶酶添加量为3%,以料液比(A)、酶解温度(B)及酶解时间(C)3个因素为自变量,亚麻籽油提取率(Y)为响应值,设计三因素三水平的响应面实验,优化亚麻籽油果胶酶酶法提取工艺条件。响应面实验因素水平见表1,响应面实验设计及结果见表2,方差分析见表3。

表1 响应面实验因素水平
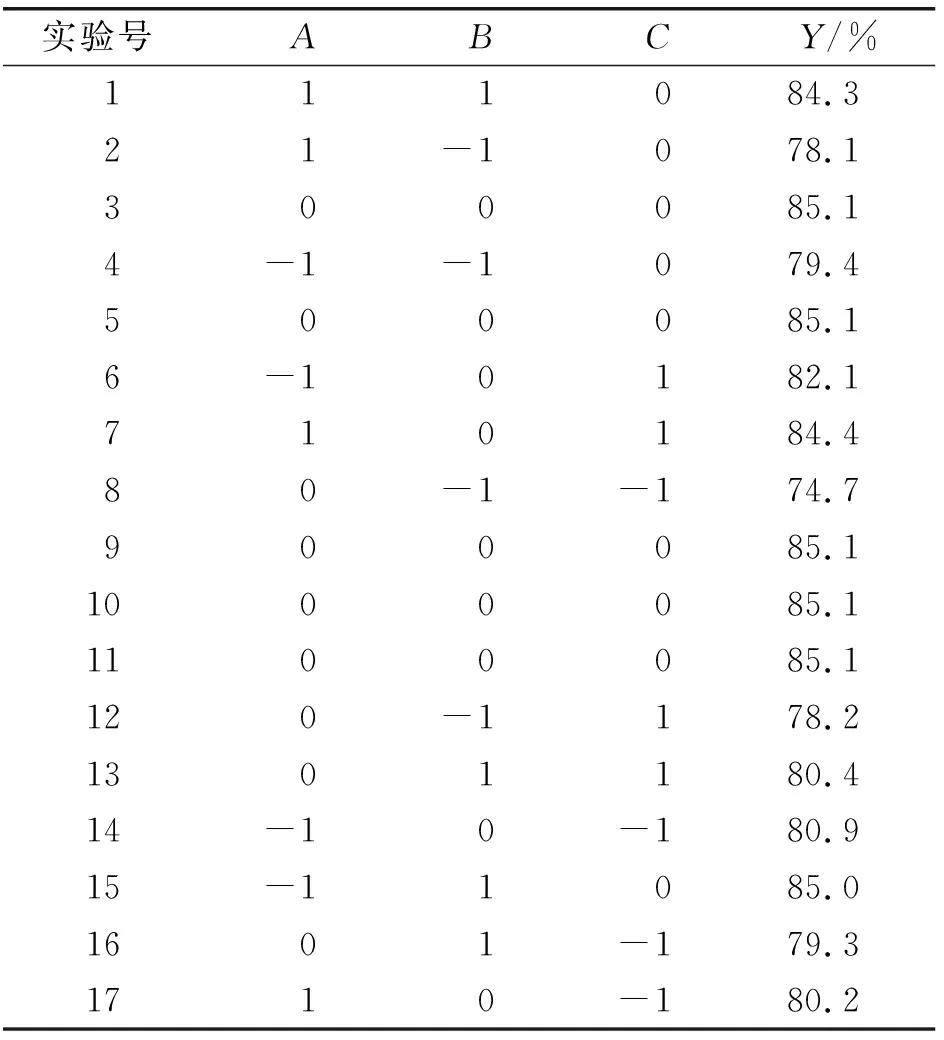
表2 响应面实验设计及结果

表3 方差分析
根据Design-Expert软件对表2实验数据进行拟合,得到回归方程为:Y=85.24+0.05A+2.32B+1.25C-0.15AB-0.75AC-0.6BC+0.11A2-3.64B2-3.44C2。
由表3可以看出:该回归模型p值小于0.01,说明回归模型差异极显著;失拟项p值大于0.05,说明失拟项不显著,因此回归方程可靠。交互相AB、BC的影响极显著,AC的影响显著。3个因素中,B的影响极显著,而A、C影响不显著。
通过二次多元数学模型解逆矩阵和软件Design-Expert 建模实验分析,最终得出果胶酶酶法提取亚麻籽油的最佳条件为料液比1∶5.26、酶解温度56.33℃、酶解时间6 h,在此条件下亚麻籽油提取率理论值为85.63%。为了便于操作,对最佳条件进行修正,确定亚麻籽油最佳提取条件为果胶酶添加量3%、料液比1∶5、酶解温度56℃、酶解时间6 h。经验证实验,最佳条件下亚麻籽油提取率为85.64%。
3 结 论
以亚麻籽为原料,采用果胶酶酶法提取亚麻籽油,获得最佳提取条件为果胶酶添加量3%、料液比1∶5、酶解温度56℃、酶解时间6 h,此条件下亚麻籽油提取率为85.64%。说明采用果胶酶可以有效提取亚麻籽油。
