低密度铌合金与铌铪合金电子束焊接性能分析
2022-09-19张艳桥宋国新
许 璠 刘 政 张艳桥 宋国新
(西安航天发动机有限公司,西安 710100)
文 摘 低密度铌合金与铌铪合金由于物理性能差异性较大,采用常规电子束方法焊接时,易产生焊接缺陷。为进一步探究低密度铌合金与铌铪合金焊接的可行性,通过数值模拟与工艺试验两种方法对其焊接接头的性能进行了系统研究。首先建立了异种材料有限元模型,对接头的温度场规律进行了分析;然后,采用真空电子束焊接的方法进行试验研究,从宏观形貌、力学性能、微观组织及元素分布等方面分析了接头性能。结果表明:采用电子束偏置铌铪侧焊接的方式,可获得无裂纹、无气孔,具有良好拉伸强度的低密度铌合金与铌铪合金接头。
0 引言
航天技术的发展要求发动机具有更高的推质比和比冲,这就需要所用材料既有较高的使用温度又具有更低的密度,且易于与其他部件连接。低密度Nb-Ti-Al系合金具有密度低、中温强度高、冷热加工性能优异、价格低等优点,成为引人关注的一类新型铌合金,是未来航天航空领域高温结构件的重要候选材料。目前,我国液体火箭发动机的推力室身部普遍采用同种材料的常规铌合金,如铌铪合金的短身部与延伸段,然后利用电子束焊将两者连接起来[1-4],导致推力室重量相对较重。为了进一步实现发动机轻质化目标,根据推力室工作温度、强度和刚度要求,在其高温段仍沿用高温强度较高的铌铪合金,而在温度较低的延伸段改用低密度铌合金,从而大幅降低推力室重量[5]。然而低密度铌合金和铌铪合金属于难熔金属,焊接性能较差,在高温下易氧化和氮化,出现焊接裂纹以及焊缝金属和热影响区脆化。而且,受异种材料特性限制,低密度铌合金与铌铪合金熔点差异性大,采用常规电子束对中焊接时,易产生焊接缺陷。因此,为了探究此焊接接头在发动机工程应用中的可行性,研究低密度铌合金与铌铪合金的焊接工艺具有重要意义。
目前,国内外学者对难熔合金材料焊接做了大量的研究:白润[6]采用真空电子束焊方法,研究了低密度铌合金(LDNb)自身焊、与高强铌合金(Nb521)、高温钛合金(TC4)的焊接接头组织与性能,认为通过束流偏向高熔点合金一侧的焊接方式,得到的焊接接头性能优异;郭顺[7]采用激光偏置铝侧焊接的方式,完成了钛合金和铝合金的连接,认为接头对偏置距离具有一定的敏感性,其合适的偏置范围为0.6~1.5 mm;WANG[8]对Ti-6Al-4V合金试件进行电子束焊接试验,得到了不同工艺参数对其微观组织和力学性能的影响规律。
从以上研究可以看出,虽然国内外学者的研究已经取得了不少成果,但是尚未有低密度铌合金与铌铪合金焊接方面的报道。为此,本文在前人研究成果基础上,针对低密度铌合金/铌铪合金异种材料,建立了有限元模型,对其焊接接头的温度场规律进行分析,获得最佳焊接偏移量及工艺参数;然后采用真空电子束焊接试板,检测分析焊接接头的宏观形貌、力学性能、微观组织及元素分布,为异种难熔合金的焊接实际应用提供理论依据和参考。
1 工艺焊接试验
1.1 试验材料
试验用材料为低密度铌合金Nb-Ti-Al、铌铪合金NbHf10-1,厚度为1.5 mm,焊接形式为平板对接,不添加中间层材料和焊接材料。低密度铌合金Nb-Ti-Al、铌铪合金NbHf10-1材料的主要化学成分如表1、2 所示,物理性能如表3 所示,金相照片如图1 所示。低密度铌合金为单相合金,再结晶态为典型的等轴晶组织,黑色颗粒为第二相弥散强化相TiC,尺寸为200 nm左右,均布于晶界及晶粒内部;铌铪合金为单相固溶体合金。

表1 低密度铌合金的主要化学成分 %(w)Tab.1 Chemical composition of low density niobium alloy%(w)

表2 铌铪合金NbHf10-1的主要化学成分 %(w)Tab.2 Chemical composition of NbHf10-1 alloy%(w)
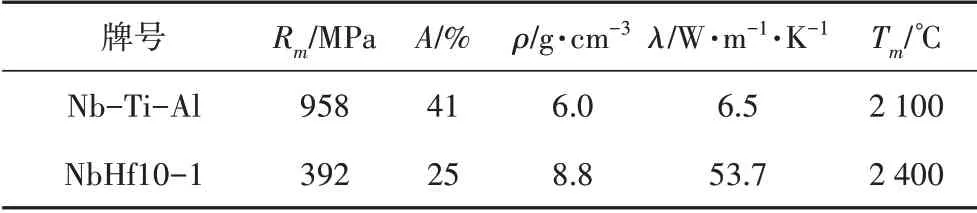
表3 试验材料的物理性能Tab.3 Physical properties of test material
1.2 试验设备
试验所用的焊机为从法国TECHMETA公司引进的MEDARD43型脉冲电子束焊机,该焊机最大功率为6 kW,加速电压为20~60 kV连续可调,束流强度为0~100 mA连续可调,枪室的真空度可达10-2~10-4Pa。
1.3 焊接工艺
对待焊试件对接面及周围区域采用机械清理的方法,即焊前将待焊接端面用200#、400#、600#、800#、1 000#的水砂纸逐级打磨,然后用丙酮清洗并吹干。将清理好的试件底面平齐并沿长边对接放入自制夹具中紧贴压靠,使对接间隙不超过0.05 mm。
试件放入真空室,当真空度达到5×10-2Pa时,启动试验焊接程序,按表4所设定的工艺参数进行焊接试验。

表4 焊接工艺参数Tab.4 Welding parameters
1.4 测试设备及方法
拉伸试件按照国家标准GB/T2651—2008,沿垂直焊缝方向线切割加工,然后用砂纸进行打磨,再用丙酮进行清洗,采用万能试验机对试件进行常温拉伸试验。
截取金相试样后,采用80#到1 500#砂纸逐级打磨,然后用金刚石抛光剂进行机械抛光。划痕消除后,在腐蚀剂(体积比,HNO3∶HF∶H2O=1∶3∶6)中对观察面进行化学浸蚀。焊缝的微观组织在OLYMPUSGX71 光学显微镜下观察,采用能谱分析仪对接头内各化学元素分布进行线扫描。
2 数值模拟
电子束焊接是一个热源高度集中的作用过程,运用有限元方法模拟焊接的温度场分布,有助于研究电子束的热作用过程。
2.1 有限元模型
建立瞬态EBW 焊接有限元模型。计算选用六面体单元,焊缝区域由于温度梯度较大,取较小单元尺寸,而母材区域由于温度梯度较小,取较大的网格划分,以兼顾精度与速度。
2.2 热源模型
热源模型选为适用于薄板电子束焊接的旋转抛面体热源模型,其模型如图2所示。根据电子束能量分布特点,不同位置的热流输入为:
式中,Ze为抛物线的纵向坐标最大值;Zi为抛物线的纵向坐标最小值;re为热源半径;ηUI为电子束有效功率输入;r0为热源任意截面半径;H为热源高度。
3 模拟结果及讨论
3.1 焊接接头温度场分布
对所建立的有限元模型进行可靠性评价,目前普遍采用熔合线形貌对比的方法进行验证。该方法认为,模拟所得焊缝形貌与试验吻合良好,一定程度上可证明有限元计算的正确性。
图3为焊缝截面形貌模拟结果与试验结果对比。由图可知,模拟熔池呈“长漏斗”形状。将模拟所得熔池与实际熔池对比可发现,两者在熔池外形、顶部及底部熔宽几乎完全吻合,故建立的模型及计算结果可用于焊接过程研究。
经模拟分析,获得t=3 s时电子束流作用中心横截面、熔池前端横截面(距束流中心4 mm)和熔池后端横截面(距束流中心4 mm)不同位置的温度分布,如图4所示。从图中可以看出,三处横截面的温度场均呈明显的非对称性。在焊缝中心上,低密度铌合金侧受焊接热作用影响的区域仅为4 mm,而铌铪合金侧受焊接热作用区域可达11 mm,即低密度铌合金侧焊接热量的累积更为明显,而铌铪合金侧导热系数大,作用区域更广。再加上低密度铌合金的熔点比铌铪合金的熔点低,从而导致焊缝向低密度铌合金侧偏移。
3.2 焊接偏移量对熔合特性的影响分析
当电子束流的偏移量不合适时,焊接接头中极易存在焊缝熔合不良等缺陷,降低焊接性能[9]。为了改善低密度铌合金与铌铪合金电子束焊接过程中的焊缝不对称性,研究电子束偏移量对焊接熔合特征的影响。偏束焊工艺参数如表5所示。

表5 偏束焊工艺参数Tab.5 Welding parameters with different offset
焊接接头的横截面形貌如图5所示,其中,低密度铌合金上表面熔宽为T1,下表面熔宽为T2;铌铪合金上表面熔宽为N1,下表面熔宽为N2。为了定量分析偏移量对焊接熔合特征的影响,通过仿真获得不同偏移量下的焊接接头温度场,提取焊缝的横截面,分析不同偏移量下低密度铌合金与铌铪合金侧熔宽的变化情况。
图6为不同偏移量下,低密度铌合金与铌铪合金电子束焊缝熔宽(向铌铪侧偏移量为正,否则为负)。由图可以看出,当偏移量小于0.25 mm时,T1>N1且T2>N2。当偏移量约为0.25 mm 时,T1=N1但T2>N2。当偏移量为0.3 mm 时,T2=N2但T1 图7为束流的偏移量是-0.2、0、0.2、0.5 mm时的焊缝宏观形貌。由图可见,当偏移量为-0.2、0 mm时,焊缝背面成形向低密度铌合金侧偏移,经X射线探伤,存在未熔合现象;当偏移量为0.2 mm时,焊缝具有一定的单面焊双面成形的特征,焊缝表面为银白色,焊缝的鱼鳞纹均匀分布,无表面缺陷。经X射线探伤,不存在未熔合、裂纹、气孔等缺陷;当偏移量为0.5 mm时,焊缝背面出现明显凹凸现象,形貌变差。 对12根最佳偏移量下的焊接试样进行室温拉伸测试,并进行拉伸断口分析,判断接头的断裂部位、断裂性质及特征。焊接接头平均抗拉强度达到453 MPa,抗拉强度大于铌铪合金基体抗拉强度,断裂发生于铌合金基材上,有一定的颈缩,断口呈现暗灰色。图8为断口的扫描形貌,断口存在明显的“韧窝”,“韧窝”呈现等轴状,断裂形式为韧性断裂。这表明当电子束偏向铌铪侧时,焊接接头具有较高的强度和塑性。 图9为低密度铌合金和铌铪焊缝不同位置的微观组织形貌。在低密度铌合金靠近焊缝一侧,存在厚度约为0.2~0.3 mm的热影响区域。在热影响区,晶粒相比低密度铌合金母材晶粒更细小,这主要是由于电子束焊过程是一个快速升温和快速冷却的过程,热影响区发生完全重结晶从而使晶粒细化。在铌铪合金靠近焊缝一侧,焊接热影响区不明显,铌铪合金侧焊缝呈黑灰色,明显的不同于低密度铌合金侧焊缝形貌,说明该位置铌铪合金含量高。在焊缝中心,焊缝微观组织分布均匀,未发生明显的偏析现象,说明两种材料在固相下可以形成无限互溶固溶体。 为进一步分析焊缝中各金属元素含量的变化,对整个焊缝进行了线扫描,结果如图10所示。从Al、V 微量元素的分布曲线可以看出,微量元素分布均匀,未发生明显的偏析现象,从而避免了因元素偏析而导致的热裂纹或接头性能各向异性等问题。 (1)接头横截面温度场均呈明显的非对称性,这是因为低密度铌合金侧焊接热量的累积更为明显,而铌铪合金侧导热系数大,作用区域更广,再加上低密度铌合金的熔点比铌铪合金的熔点低,会导致焊缝向低密度铌合金侧的偏移。 (2)采用真空电子束焊接方法,当电子束偏向铌铪合金侧约0.2 mm 时,低密度铌合金与铌铪合金具有较好的焊接性能。焊缝微观组织均匀,力学性能优良,焊缝满足GJB1718A—2005 I级要求。4 试验结果与分析
4.1 焊缝宏观形貌
4.2 力学性能及断口分析
4.3 金相组织分析
4.4 焊缝元素分布
5 结论